
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Дипломная работа: Разработка отварочной технологии производства пива
Дипломная работа: Разработка отварочной технологии производства пива
ВВЕДЕНИЕ
На сегодняшний день в России складывается ситуация, при которой основную долю рынка пива занимают производители-гиганты. В то же время в стране сложился благополучный климат для развития малого бизнеса. Все больше и больше людей хотят организовать свое небольшое пивоваренное предприятие.
Однако заводы малой мощности не способны на равных конкурировать с крупными производителями. Поэтому небольшие заводы специализируются в основном на выпуске «живого» пива, и в этом направлении заводы большой мощности не составляют им конкуренции.
Пиво по способу обработки подразделяют на фильтрованное и нефильтрованное, фильтрованное пиво – на пастеризованное и непастеризованное, нефильтрованное – на осветленное и неосветленное.
«Живое» пиво становится всё более популярным в нашей стране. Как ясно из названия, в таком пиве содержатся живые клетки пивных дрожжей, что обусловливает как вкусовые качества, так и функциональные свойства напитка. Конечно, по-настоящему «живое» пиво в процессе производства не подвергается ни фильтрации, ни пастеризации, ни химической обработке.
Рынок пива России представлен обширным ассортиментом, основную часть которого составляют пять основных марок: светлое, темное, красное, белое и крепкое. Около 90% отечественного пивного рынка занимают светлые сорта, на которые приходится основной объем продаж, а остальные 10% разделяют между собой другие сорта, преимущественно темные.
Совокупный пивной рынок в последние годы показывает устойчивый рост. За 2004 год объём потребления увеличился на 12% и составил 830 млн. дал. Россияне всё больше отдают предпочтение пенному напитку, выпивая в год порядка 51 л на душу населения. Этот показатель вырос с 1995 года более чем в три раза, и достиг к 2010 году 80 л. Не вызывает сомнения то, что с насыщением рынка традиционным европейским пивом потребители переключат свое внимание на уникальные, «штучные» сорта. Заметим также, что, по результатам опросов, покупатели всегда считают местное, производимое у них пиво самым лучшим.
Так как количество мини-пивоварен увеличивается с каждым годом, то соответственно возрастает и конкуренция между ними. Чтобы оставаться на рынке необходимо снижать издержки производства, а также привлекать потребителей новыми уникальными сортами пива.
На данный момент оборудование, установленное на ООО «Старая телега», позволяет варить пиво только настойным способом. Из-за чего ассортимент производимого пива ограничен. Между тем на базе этого предприятия, без значительных капиталовложений, можно внедрить отварочную технологию производства пива. Благодаря этой технологии расширится ассортимент выпускаемого пива и снизится его себестоимость.
В солоде нормального качества ферментов обычно содержится больше, чем надо для того, чтобы полностью расщепить нерастворимые компоненты, в нем содержащиеся. С помощью этого избытка ферментов можно дополнительно переработать крахмал несоложеного сырья, повысив содержание сахаров в сусле.
Основной причиной использования несоложеных материалов остается стремление увеличить выход экстракта при той же засыпки дорогостоящего солода, а также желание придать определенным сортам пива оригинальный вкус.
При затирании несоложеное зерновое сырьё применяется в тех случаях, когда это предусмотрено по рецептуре, для придания определенным сортам пива характерного вкуса или для экономии дорогостоящего, дефицитного ячменного солода и снижения себестоимости пива.
Например, рисовую муку или сечку используют при затирании в количестве от 10% до 20% к массе зернового сырья; ячменную муку – от 15% до 30%.
В качестве заменителей солода используют ячмень, рис, кукурузную крупу, кукурузный крахмал, глюкозный и ячменный сиропы, крахмальную патоку, тростниковый сахар-сырец. В отечественном пивоварении основным несоложеным зерновым сырьем является ячмень, так как по своему составу он близок к ячменному светлому солоду, содержит β-амилазу и протеазу. При замене части солода ячменем экономится зерно в натуре, так как при солодоращении потери сухих веществ в сплаве, на дыхание, образование ростков довольно значительные (10-11% к массе зерна). Поэтому использование несоложеного зерна вместо солода – это решение одной из задач по созданию малозатратной технологии. Требования к качеству несоложеного ячменя значительно ниже, чем к ячменю для солодоращения, разрешается использовать низкосортный ячмень, в том числе и кормовой. При использовании солода удовлетворительного качества можно до 15% его заменить несоложеным ячменем без ухудшения вкуса пива, а для солода хорошего растворения – до 30%.
1. ЛИТЕРАТУРНЫЙ ОБЗОР
1.1 Пивоваренное сырье
1.1.1 Солод
Солод является типичным сырьем для производства пива. Еще 2000 лет до н. э. его использовали в виде проращенного ячменя в Месопотамии и Египте для производства охмеляющих напитков. До настоящего времени основным сырьем для производства солода является ячмень. Его хорошая всхожесть, легкая обрабатываемость, подходящие вкусовые качества стали причиной того, что солодоращение не распространилось широко на другие зерновые культуры. В настоящее время для изготовления пивоваренного солода кроме ячменя используют только пшеницу в небольших количествах. Влияние солода на качество пива общеизвестно. Некоторые показатели солода, такие, как цвет, вкус и запах, являются решающими в определении типа пива, а количество экстрактивных веществ и степень расщепления белков существенно влияют на его качество. Солод приобретает свои характерные свойства при солодоращении, однако некоторые из них зависят от свойств использованного ячменя. Поэтому издавна большое внимание уделяли качеству ячменя, поскольку многие сорта его из-за высокого содержания белков, стекловидности или слишком толстой оболочки не пригодны для солодоращения. По всему миру широко культивируется пивоваренный ячмень, для посева используют только сорта ячменя с определенными, точно установленными свойствами, контролируемые при солодоращении и пивоварении. В Европе используют исключительно так называемые двухрядные яровые ячмени, крупнозернистые с тонкой оболочкой и низким содержанием белков. Эти ячмени лучше всего подходят для производства светлого солода и при выработке имеют определенные преимущества. Они экстрактивные, не вызывают трудностей при переработке и фильтрации, а пиво, получаемое из них, более стойко к помутнению в холодном виде, что особенно важно при постоянно возрастающем производстве пива в бутылках. Ячмень, предназначенный для солодоращения, должен быть здоровым, хранившимся в течение определенного времени, т.е. отлежавшимся, чтобы его свойства выровнялись. При соложении он должен быть хорошо проращен и высушен. Любой недостаток сырья или солодильного процесса отрицательно сказывается на качестве солода.
Исследованию качества солода уделяется большое внимание, с одной стороны, для того, чтобы проверить правильность проведенного процесса солодоращения, а с другой - чтобы установить качественные признаки солода перед обработкой и определить пригодность его для выработки пива требуемого типа. Применяемые первоначально только органолептическая оценка солода и определение плотности и хрупкости зерна были постепенно дополнены более совершенными испытаниями. Еще в 1854 г. профессор Пражского политехнического института Баллинг предлагает простое испытание для определения пригодности солода на затирание, при котором кроме экстрактивности солода определяли также изменение солода во время затирания, скорость осаждения пивной дробины и осветление сусла. Исследования были продолжены, и вскоре был разработан целый ряд процессов для механического и химического определения отдельных качественных признаков солода. В 1914 г. в Бонне было подписано основное соглашение по этим проблемам между европейскими научно-исследовательскими пивоваренными институтами. В 1928 г. в Зальцбурге был подписан единый документ для анализов солода, согласно так называемому конвенционному методу, которым с учетом нескольких дополнений пользуются до сих пор для анализа торгового солода.
Солод светлый
Для производства пива преимущественно используется светлый солод. Светлый солод пильзенского типа - это солод холодного режима солодоращения с умеренным растворением и коротким развитием зародышевого листка. Нормальные величины, для этого солода, особенно в развитии зародышевого листка, содержании мальтозы, числе Кольбаха и Гартонга приближаются скорее к низким величинам. Светлый солод сушится обычно 2x12 ч. На верхней решетке сушилки зеленый солод относительно быстро освобождается от влаги, а умеренное растворение вместе с низкой степенью осахаривания допускает температуры отсушки вплоть до 85 °С, пока цвет солода не превысит допустимого предела. Для пива в бутылках, особенно пастеризованного, от которого требуется более высокая коллоидная стойкость, используется светлый солод, лучше растворенный, с подходящим отношением сахаров к несахарам и с низким содержанием растворимого азота. При переработке крахмалистых заменителей должен также выбираться светлый солод, хорошо растворенный, с высокой, амилолитической активностью. Поэтому для светлого солода не определяются точные стандартные величины, и всегда выбирается солод с определенными свойствами, подходящими для изготавливаемого типа пива. Слишком светлый цвет (от 0,12 до 0,15 мл 0,1 н. раствора йода) имеют солода, отсушенные при низких температурах, часто за счет качества ячменя. Светлый солод должен быть хорошо отсушен (не менее 3 ч при 80 °С), чтобы сохранить хорошие свойства при хранении и дальнейшей переработке. Известно, что солод, хорошо отсушенный, часто дает и при более интенсивном цвете охмеленного сусла более светлое пиво, чем солод неотсушенный.
Венский солод является промежуточным между светлым и темным солодом, и раньше он широко использовался на австрийских пивоваренных заводах, а также на пивоваренных заводах ЧССР для производства пива более насыщенного цвета. В связи с интересом к пиву светлого или очень светлого цвета потребность в этом солоде пропала и он употребляется только для специальных целей. Венский солод получали из зеленого солода нормального ращения и сушили обычно 2X24ч. Цвет его колебался от 0,30 до 0,40 мл 0,1 н. раствора йода. Солод дортмундского типа, предназначенный для производства светлого пива из жесткой дортмундской воды, - это светлый солод, особенно длительного ращения и высушиваемый 2X24ч при температуре не выше 75°С. Он пригоден для пива, хорошо сброженного, высокой концентрации. Темный солод мюнхенского типа отличается от светлых солодов цветом, характерным запахом (ароматом), а также вкусовыми качествами. Для производства его можно использовать ячмень с более высоким содержанием белков. Солод должен быть долгого ращения, хорошо растворенный, чтобы уже в зеленом солоде было достаточно сахаров и произошло необходимое расщепление белков. Характерный вкус и запах темные солода приобретают в результате образования меланоидинов. Эти вещества образуются при высоких температурах в результате реакции сахаров с аминокислотами и способствуют интенсивности окраски. Амилолитические и протеолитические изменения, происходящие в начале высушивания, сами по себе не могут обеспечить образование достаточного количества сахаров и аминокислот, и поэтому солода короткого ращения для производства темного солода не пригодны. Чтобы они приобрели темный цвет, их следует отсушивать при высоких температурах. Однако вкус и запах сусла, полученного из таких солодов, более резкие, а амилолитическая активность солода очень низкая. Развитие зародышевого листка у хороших темных солодов достигает от 3/4 до 1/1 длины зерна; количество переросших зерен не должно превышать 10%. Пережженных зерен не должно быть. Цвет темного солода мюнхенского типа колеблется в широком диапазоне от 0,60 до 1,20 мл 0,1 н. раствора йода.
Карамельный солод
Он изготовляется из зеленого, хорошо растворенного солода в скоростных обжарочных аппаратах, которые дают возможность поддерживать необходимую температуру и отводить пары и остатки солодовых ростков. Их можно, также получать из сухих солодов, опрыскиваемых до необходимой влажности. Эндосперм влажного зерна при температуре 60-80°С осахаривается и в зависимости от типа солода обжаривается при температурах от 120 до 180 °С. При этом эндосперм становится стекловидным и прозрачным. Зерна мучнистые в разрезе свидетельствуют о недостаточной карамелизации. При карамелизации сахаров, прежде всего мальтозы, происходят изменения, которые определяют вкус, запах и цвет сусла. По Люерсу, повышенное содержание коллоидов в карамельных солодах способствует увеличению пеностойкости и более полному вкусу готового пива.
Карамельные солода могут быть от очень светлых до темных. При высоких температурах обжарки снижается ферментативная способность, и поэтому темные сорта сами не осахариваются.
Карамельный солод абсолютно светлый (karapils). Он имеет цвет от 0,30 до 0,40 мл 0,1 н. раствора йода и добавляется особенно за границей для повышения пенистости и вкуса светлого пива. Обжаривается такой солод осторожно при низких температурах или высушивается на солодосушилке и поэтому обладает еще определенной ферментативной активностью. Цвет оболочки остается светлым и эндосперм тоже имеет более светлую окраску. Вкус сусла сладковатый, полный, запах карамели нечеткий. Содержание воды в светлом карамельном солоде не должно превышать 8%, осахаренного зерна должно быть не менее 90%. Содержание экстракта в пересчете на сухое вещество должно быть не менее 70%.
Обычный карамельный солод. По Линтнеру этот солод должен иметь цвет от 15 до 20 ед., оболочку дымчатую, почти коричневую, на кончиках более темную. Цвет эндосперма темно-желтый, побуревший, вкус карамельный, запах выраженный ароматный. Пережженные зерна не должны встречаться, поскольку имеют горьковатый привкус. Содержание воды у этого солода колеблется около 6%, доля осахаренных зерен около 95%, экстракта в сухом веществе – не менее 75%.
Портерный карамельный солод. Он имеет цвет по Линтнеру 35-40 ед. Вкус сусла сильно выраженный карамельный, почти горьковатый, запах очень ароматный.
Карамельные солода должны изготавливаться из соложеного ячменя. Доля остатков солодовых ростков не должна превышать 2%, так как они очень гигроскопичны.
Меланоидиновый солод
Меланоидиновый солод (мелансолод). В отличие от карамельных солодов у этого солода характерный вкус и запах, а также более насыщенный цвет появляются только при меланоидиновой реакции. Солод в конечной стадии прорастания оставляют в грядке для томления. При температуре около 50°С (у некоторых видов ячменя при более высокой) происходит глубокий амилолиз и протеолиз и тем самым создаются предпосылки для образования меланоидинов в процессе последующей сушки при температуре около 100 °С. Хороший мелансолод имеет специфический солодовый запах и слегка сладковатый вкус без кислого или горьковатого привкуса. Содержание воды в нем колеблется от 5 до 6%, цвет от 10,0 до 16,0 мл 0,1 н. раствора йода. Содержание экстракта в пересчете на сухое вещество у хороших солодов не менее 74%, доля мучнистых зерен не менее 90%, пережженных зерен не выше 5%.
Красящий солод
Красящий солод (жженка). Он получается из сильно увлажненного обычного сухого солода в обжарочном устройстве при температуре до 240 °С. Его основное свойство - красящая способность, которая колеблется от 140 до 160 ед. по Линтнеру и не должна быть ниже 120 ед. Другим важным показателем является вкус экстракта: он должен быть чистым, кофейным, а не резким и вяжущим. Зерна солода должны быть темно-коричневые, равномерно окрашенные. Эндосперм так же должен быть в разрезе темно-коричневый. Черные пережженные зерна снижают красящую способность и ухудшают вкус. Жженый солод очень гигроскопичен. Содержание воды в нем должно быть не выше 6%, пережжённых зерен не выше 7%, а содержание экстракта в пересчете на сухое вещество 60 - 70%.
1.1.2 Несоложеное сырье
Несоложеное сырье – это крахмалосодержащие или сахаросодержащие материалы, которые практически не имеют ферментативной активности. К такому виду сырья относятся зерновые культуры, такие как ячмень, рис, кукуруза, пшеница, сорго, овес, рожь, тритикале, просо, и не зерновые материалы твердой (сахар-песок, крахмал) и жидкой (сахарные сиропы, глюкозо-мальтозные сиропы, сиропы из зерновых культур, экстракты солода) консистенции. В зависимости от состава это сырье может использоваться либо на этапе затирания зерно продуктов, либо непосредственно вноситься в сусловарочный котел.
Применение несоложеного сырья в пивоварении способствует:
снижению себестоимости (при использовании зернового сырья);
увеличению экстрактивности сусла (при использовании риса, кукурузы, пшеницы, сиропов и крахмала);
увеличению производительности варочного цеха (при использовании сиропов и крахмала);
созданию новых сортов пива;
повышению коллоидной и вкусовой стойкости пива.
При оценке пригодности зернового материала в качестве несоложеного сырья следует проводить сравнительный анализ культур по содержанию в них крахмала, некрахмалистых полисахаридов, белка и его фракций, некоторых аминокислот (пролина, метионина, цистеина), полифенолов, витаминов (В1, В3, В7, Е) и минеральных компонентов (К, Р, Mg, Zn, Fe, Са, Si).
Ячмень
Ячмень хорошо раздробленный и раньше добавляли в количестве 6-10% к засыпи, чтобы улучшить пенистость и повысить полноту вкуса пива. Положительное воздействие обусловлено было содержанием более высокой доли гуммиобразных веществ в сыром ячмене. Добавка раздробленного ячменя имеет значение при переработке перерастворенных солодов. Однако надо иметь в виду, что из оболочек ячменя в сусло переходят вещества, которые при замачивании и соложении ячменя частично устраняются. Это загрязнения, прилипшие к поверхности зерна, дубильные и горькие вещества из оболочек, которые попадают в сусло и придают в дальнейшем пиву резкий привкус. Раздробленный ячмень нельзя долго хранить, так как он имеет более высокую влажность и быстро загнивает. Экстракт из ячменя более дешевый, чем солодовый экстракт, поскольку нет необходимости в расходах, связанных с соложением и потерями при нем. Однако выход экстракта ячменя ниже, ячменная крупа и остатки эндосперма в шелухе с трудом разжижаются и разница в выходе экстракта, полученного в лаборатории (74-79% в пересчете на сухое вещество) и в варочном отделении, больше, чем у солода.
Ячмень содержит меньше крахмала, чем рис и кукуруза, а также продукты их переработки (рисовая и кукурузная крупа), но при этом температура клейстеризации ячменного крахмала находится на более низком уровне (61-65 °С) по сравнению с этими культурами (70-80 °С). В результате при небольшом расходе ячменя и использовании солода высокого качества можно проводить затирание без отварок с добавлением цитолитических ферментов.
Ячмень содержит почти в 2 раза больше некрахмалистых полисахаридов, чем рис и кукуруза, поэтому при использовании этого злака происходит увеличение количества глюкозанов и пентозанов в сусле, которые не сбраживаются дрожжами. Их присутствие в пиве отрицательно сказывается на его коллоидной стойкости. Так, в холодной мути пива, наряду с белками и танинами, обнаружены моно- и олигосахариды, в том числе ксилоза, арабиноза, а также продукты гидролиза β-глюкана. Присутствие в сусле некрахмалистых полисахаридов или продуктов их неполного гидролиза β-глюканов и гуммивеществ) отрицательно сказывается на скорости его фильтрования.
Для более полного гидролиза некрахмалистых полисахаридов используют ферментные препараты с гемицеллюлазной активностью. Однако при чрезмерном гидролизе этих полисахаридов изменяется соотношение между сбраживаемыми сахарами в сусле в сторону увеличения глюкозы, что изменяет ход брожения и влияет на органолептические свойства пива.
Применение ячменя приводит к снижению продуктов гидролиза белка и, в частности, аминокислот. Для повышения содержания α-аминного азота в сусле используют протеолитические ферменты, которые также способствуют увеличению выхода экстракта (на 2-7%). Вместе с тем образующиеся при затирании полипептиды и пептиды изменяют величину соотношения между фракциями А:В:С по Лундингу. Поэтому при использовании ячменя необходимо сочетать применение ферментных препаратов с изменением режимов затирания зернопродуктов.
Следует обратить внимание и на то, что ячмень содержит в 2-3 раза больше глобулинов по сравнению с кукурузой и рисом (табл. 1.1).
Таблица 1.1 - Соотношение между фракциями белка (по Лундину) в сусле при использовании обезжиренных и необезжиренных зернопродуктов кукурузы
| Название фракций | Зернопродукты | ||
| Ячмень | Кукуруза | Рис | |
| Альбумины | 2,8 | Следы | 5,8 |
| Глобулины | 18,1 | 5-6 | 9,2 |
| Проламины | 37,2 | 50-55 | 14,0 |
| Глютелины | 41,9 | 30-45 | 70,0 |
Глобулиновая фракция белков ячменя характеризуется высоким содержанием β-глобулина, который способствует образованию комплексов белок-белок, что отрицательно отражается на коллоидной стабильности пива. Снижению стойкости пива также способствует высокое содержание пролина в ячмене (табл. 1.2).
Таблица 1.2 - Содержание аминокислот в зерновых культурах (мг/100 г продукта, содержащего 86% СВ)
| Зерновая культура | Аминокислота | ||
| Пролин | Метионин | Цистин | |
| Ячмень | 1180 | 180 | 215 |
| Рис | 360 | 150 | 140 |
| Кукуруза | 1091 | 120 | 170 |
Из всех несоложеных культур только ячмень содержит антоцианогены (АЦГ) – полифенолы, которые при нагревании с соляной кислотой переходят в антоцианидины. АЦГ находятся главным образом в алейроновом слое. Предполагается, что их носителем является гордеиновая фракция ячменных белков, следовательно, чем больше гордеинов в ячмене, тем больше содержится в нем АЦГ.
Рис
Рис принадлежит к наиболее полноценному крахмалистому сырью. Очищенный рис – это чистый эндосперм рисового зерна, который при очистке и шлифовке освободился от оболочек и частично от белков, жиров и других балластных веществ. Состав риса, главным образом содержание белков и жиров, колеблется в зависимости от сорта и происхождения риса. Хорошо очищенный и отшлифованный рис содержит обычно 11-12% воды, 7-9% белков, 67-72% крахмала, 0,5-1,0% жира. Выход экстракта в сухом веществе достигает 94%, выход экстракта в варочном отделении колеблется от 80 до 83%. Крахмальное зерно риса - наименьшее из зерновых культур. Солодовые амилазы воздействуют на него очень медленно, и поэтому обработка риса требует определенной осторожности и времени. При затирании из белков риса в раствор переходит только небольшое количество, поэтому рис используется для производства пива, стойкого к холодному и коллоидному помутнению. Добавка риса снижает также цвет сусла, что выгодно при производстве экспортных сортов пива, от которого обычно требуется особенно светлый цвет. Однако добавка риса несколько снижает полноту вкуса пива; при переработке больших количеств риса дрожжи теряют агглютинационные свойства. Химический состав риса представлен в табл. 1.3.
Таблица 1.3 - Химический состав зерна риса в расчете на 100 г продукта, содержащего 86% сухих веществ (По Скурихину, 1987)
| Компоненты | Рис | Компоненты | Рис | ||
| Зерно | Крупа | Зерно | Крупа | ||
| Вода, г | 14,0 | 14,0 | Mg, мг | 116 | 50 |
| Белки, г | 7,5 | 7,0 | P, мг | 328 | 150 |
| Жиры, г | 2,6 | 1,0 | Fe, мг | 2,1 | 1,0 |
| Моно- и дисахариды, г | 0,9 | 0,7 | Si, мг | 1240 | 100 |
| Крахмал, г | 55,2 | 70,7 | Zn, мг | 1,8 | 1,42 |
| Клетчатка, г | 9,0 | 0,4 | Mn, мг | 3,63 | 1,25 |
| Гемицеллюлоза, г | - | - | B1, мг | 0,34 | 0,08 |
| Зола, г | 3,9 | 0,7 | B3, мг | 0,60 | 0,4 |
| К, мг | 314 | 100 | B7, мкг | 12,0 | 3,5 |
| Компоненты | Рис | Компоненты | Рис | Компоненты | Рис |
| Ca, мг | 40 | 8 | Токоферол (Е), мг | 1,0 | 0,45 |
Рисовая крупа – один из наиболее распространенных заменителей солода благодаря высокому содержанию крахмала. Крахмальные гранулы риса имеют округлую/составную форму; делятся на большие 19-30 мкм) и маленькие (2-8 мкм), причем последние преобладают. Содержание крахмала в рисе, освобожденном от мякинных оболочек, достигает 73-78% от СВ, в рисовой сечке этот показатель достигает 85-90% от СВ. Содержание амилозы в рисовом крахмале составляет около 17%, амилопектина 83%.
Температура клейстеризации рисового крахмала колеблется от 70 до 85°С в зависимости от сорта. Поэтому α-амилаза солода воздействует на него очень медленно. В связи с этим при значительной доле несоложеного риса в засыпи уменьшается экстрактивность и увеличивается продолжительность осахаривания.
В рисе, освобожденном от пленок, содержание клетчатки (целлюлозы) невелико – 0,3-0,4% (в пленках содержится до 40,2%). Количество других некрахмалистых полисахаридов также мало. В результате при использовании риса в качестве несоложеного материала имеет место увеличение стойкости и прозрачности пива благодаря снижению в заторе доли некрахмалистых полисахаридов и продуктов их гидролиза.
В зависимости от сорта массовая доля белка в зерне риса после удаления мякинной (цветковой) оболочки колеблется от 8,8 до 13,6% от СВ. В рисовой сечке уровень белка падает до 5-8% от СВ. В состав рисового белка входят альбумины, глобулины, проламины и глютелины, которые у риса называют оризенинами. Распределение белков по фракциям в разных частях зерна неодинаково: в периферийных частях сосредоточено повышенное количество глобулинов и альбуминов. В остальной части зерна преобладают главным образом оризенины, которые не влияют на качество готового продукта, так как практически полностью переходят в дробину и белковый отстой после кипячения сусла с хмелем. Низкое содержание других фракций белка также гарантирует физико-химическую стабильность пива, но при замене солода большим количеством риса может наблюдаться снижение пеностойкости.
Аминокислотный состав зерна риса неодинаков, что отражает его сортовые особенности и условия выращивания. В табл. 1.4 приведены сведения о количестве некоторых аминокислот (в белке риса и в целом в продукте), представляющих интерес в пивоварении, из которых видно, что белки риса отличаются высоким содержанием дикарбоновых кислот (глютаминовой и аспарагиновой), несущих отрицательный заряд.
Таблица 1.4 - Аминокислотный состав риса
| Аминокислота | Количество, % от содержания в белке | Количество, мг/100 г риса с влажностью 14% (в среднем) |
| Аспарагиновая кислота | 14,60-15,92 | 640 |
| Глютаминовая кислота | 12,41-26,66 | 1280 |
| Пролин | 2,33-5,25 | 360 |
| Валин | 3,83-6,50 | 400 |
| Метионин | 0,70-2,08 | 150 |
| Фенилаланин | 4,00-7,79 | 410 |
| Цистин | 1,42-2,44 | 140 |
Такой же заряд имеют полифенолы (дубильные вещества). Следовательно, белки риса не склонны соединяться с полифенолами и образовывать белково-дубильные комплексы. Кроме того, количество пролина в рисе, роль которого велика в образовании коллоидной мути, почти в три раза меньше, чем в ячмене, кукурузе и пшенице (табл. 1.2). Также в зерне риса содержится значительно меньше по сравнению с другими культурами метионина и цистина, которые подобно пролину участвуют в образовании белково-дубильных комплексов и комплексов белок-белок.
В пивоварении перерабатывается дешевая рисовая сечка: битое зерно, образовавшееся в процессе обмолота и полировки риса. Не смотря на то, что рисовая сечка является отходом при полировке риса, контролировать ее качество необходимо. Сечка должна иметь чистые блестящие зерна без коричневых пятен, т.е. остатков плодовой и семенной оболочек. В ней не должно содержаться песка. Кроме того, используют рисовую крупку, которую получают путем размалывания риса непосредственно на предприятии.
Преимущества использования риса в качестве несоложеного сырья состоят:
в высокой экстрактивности до 97% от сухого вещества;
в малом содержании растворимых белков, что обеспечивает физико-химическую стабильность пива;
в благоприятном аминокислотном составе белка с точки зрения химической стабильности пива;
в невысоком количестве жира, что повышает вкусовую стабильность пива;
в отсутствии β-глобулина и антоцианогенов, что положительно отражается на физико-химической и вкусовой стабильности пива.
В результате при использовании риса:
увеличивается выход экстракта в варочном отделении;
изменяется цветность пива и его вкус;
повышается коллоидная стойкость пива.
Рис обычно применяют для приготовления пива высокого качества, с высокой массовой долей сухих веществ в сусле (>13%).
Вместе с тем следует учитывать и отрицательные стороны при замене части солода рисом:
при повышенном содержании риса в заторе дрожжи теряют способность к флокуляции;
добавка риса несколько снижает полноту вкуса конечного продукта;
небольшое количество белка в рисе и его плохое растворение при затирании может привести к снижению содержания α-аминного азота в сусле, что отразится на интенсивности главного брожения, поэтому не рекомендуется превышать долю риса в засыпи более 20%.
Кукуруза
Кукуруза - это тоже хороший заменитель, который однако не должен применяться в необработанном виде. Она содержит 4-6% жира, который легко прогоркает и вместе с горькими веществами из оболочек оказывает неблагоприятное влияние на вкус пива. Поэтому кукуруза очищается, освобождается от оболочек и зародышей, содержащих наибольшее количество жира. На варку кукуруза поступает в виде кукурузной крупки, которая содержит только 1-2% жира. Состав кукурузной крупки колеблется в зависимости от сорта и происхождения кукурузы. Влажность ее равна 12-14%, содержание белков 9-10%, крахмала 60-66%. Экстрактивность кукурузной крупки почти такая же, как экстрактивность хорошего солода. Утверждают, что добавка кукурузы повышает полноту вкуса пива. По Люерсу, при затирании в раствор переходит только небольшое количество кукурузного белка, а по Виндишу, при варке он коагулируется. Следовательно, на вкус пива влияют другие компоненты.
Много кукурузы перерабатывается прежде всего в США, используется она и в других странах, где высокий уровень ее производства. Мнения относительно пригодности кукурузы в качестве заменителя солода различны. Хранению кукурузной крупки необходимо уделять повышенное внимание из-за высокой влажности и наличия жира.
Содержание крахмала в кукурузе в среднем составляет 66% от СВ злака. Он распределяется следующим образом: в эндосперме (80-86%), зародыше (9-11%), оболочке (6-9%).
Гранулы крахмала кукурузы имеют округлую многоугольную форму, размер крахмальных гранул в основном составляет 10-15 мкм. Маленький размер гранул определяет сравнительно высокий температурный интервал клейстеризации (70-80 °С). Вместе с тем имеются подвиды кукурузы, крахмал которой клейстеризуется при более низких температурах 60-70 °С.
Эндосперм кукурузы, в отличие от ячменя, состоит из мучнистого и роговидного, различающихся по своим свойствам. В пивоварении, с точки зрения влаготепловой обработки, более предпочтителен мучнистый эндосперм.
Крахмал кукурузы состоит из двух углеводных фракций: амилозы (21-23%) и амилопектина (78-81%). Таким образом, кукуруза относится к тем зернопродуктам, в которых соотношение амилоза/амилопектин близко к оптимальному значению 20/80. Необходимо отметить, что содержание амилозы и амилопектина в крахмале кукурузы может изменяться в зависимости от сорта злака. Так, в крахмале восковидной кукурузы полностью отсутствует амилоза, в то же время есть подвиды, в которых содержит до 82% амилозы.
Некрахмалистые полисахариды кукурузы представлены целлюлозой (клетчаткой), гемицеллюлозой, пентозанами и β-глюканами. Содержание клетчатки колеблется от 0,7 до 2,2%, пентозанов от 4,2 до 6,2%. Водорастворимые β-глюканы содержатся в количестве 0.06-1,13% от СВ эндосперма.
Из сравнительного анализа видно, что содержание некрахмалистых полисахаридов в кукурузе в целом меньше, чем в ячмене. Следовательно, использование кукурузы в технологическом процессе затирания способствует снижению вязкости сусла, уменьшению количества несбраживаемых сахаров и снижению вероятности возникновения помутнения в пиве, причиной которого является наличие промежуточных продуктов гидролиза некрахмалистых полисахаридов.
Содержание белка в кукурузе в зависимости от сорта колеблется в пределах 8-12% от СВ, большая их часть (75%) содержится в эндосперме и зародыше (12%). Очень мало белка в перикарпе (плодовой оболочке).
Белки кукурузы в основном содержат спирто- и щелочерастворимые фракции (табл. 1.1), которые имеют изоэлектрическую точку при величине рН 5,7 и переходят в нерастворимое состояние при кипячении сусла с хмелем.
Таблица 1.5 - Химический состав зерна кукурузы и кукурузной крупы в расчете на 100 г продукта, содержащего 86% сухих веществ (По Скурихину, 1987)
| Компоненты | Кукуруза | Компоненты | Кукуруза | ||
| Зерно | Крупа | Зерно | Крупа | ||
| Вода, г | 14,0 | 14,0 | Mg, мг | 104 | 36 |
| Белки, г | 10,3 | 8,3 | P, мг | 301 | 109 |
| Жиры, г | 4,85 | 1,2 | Fe, мг | 3,71 | 2,69 |
| Моно- и дисахариды, г | 1,73 | 1,27 | Si, мг | 60 | - |
| Крахмал, г | 56,9 | 70,4 | Zn, мг | 1,73 | 0,5 |
| Клетчатка, г | 2,1 | 0,8 | Mn, мг | 1,09 | 0,4 |
| Гемицеллюлоза, г | 4,2 | - | B1, мг | 0,38 | 0,13 |
| Зола, г | 1,2 | 0,7 | B3, мг | 0,60 | 0,35 |
| К, мг | 340 | 147 | B7, мкг | 21,0 | 6,6 |
| Ca, мг | 34 | 20 | Токоферол (Е), мг | 5,5 | 2,7 |
Особенностью белка кукурузы является низкое содержание в нем альбуминов и глобулинов. Так, количество глобулинов в кукурузе почти в три раза ниже, чем в ячмене. Следовательно, пиво, полученное с применением кукурузы, содержит меньше β-глобулинов, что положительно отражается на его физико-химической стойкости. С другой стороны, глобулины способствуют образованию качественной мелкоячеистой пены, поэтому избыток кукурузы в заторе может привести к снижению пеностойкости.
Таким образом, белки кукурузы мало растворимы, большая их часть осаждается при кипячении сусла с хмелем, что положительно сказывается на коллоидной стойкости пива. Кроме того, белки кукурузы плохо набухают и не образуют клейковины. Эти особенности белковых фракций кукурузы делают ее более предпочтительным несоложеным материалом по сравнению с ячменем.
Следует отметить, что белковый состав сусла зависит от того, используется ли при приготовлении пива обезжиренная или необезжиренная крупа. Так, сусло, полученное из необезжиренной кукурузной крупы, характеризуется меньшим содержанием белка, чем сусло из обезжиренной кукурузной муки. Более высокое содержание азотистых веществ во втором случае связано с удалением зародыша от эндосперма. В обезжиренном зерне увеличивается доля водо- и солерастворимых белков, которые при водно-тепловой обработке переходят в растворенное состояние, и при кипячении сусла с хмелей частично переходят в брух.
Содержание пролина и других серосодержащих аминокислот в кукурузе не значительно ниже, чем в ячмене (табл. 1.2). Следовательно, с этой точки зрения нет различий в переработке ячменя и кукурузы. Содержание фенилаланина и валина во всех злаках примерно одинаково (табл. 1.4 и 1.6), поэтому не будет различий в синтезе фенилэтанола и карбонильных соединений при сбраживании сусла, полученного с этими несоложеными материалами.
Таблица 1.6 - Содержание аминокислот в зерне кукурузы
| Аминокислота | Содержание (мг/100 г продукта, содержащего 86% сухих веществ) |
| Аспарагиновая кислота | 580 |
| Глютаминовая кислота | 1780 |
| Пролин | 1091 |
| Валин | 416 |
| Метионин | 120 |
| Фенилаланин | 460 |
| Цистин | 170 |
В пивоварении кукурузу используют после предварительного удаления зародыша в виде кукурузной крупы (табл. 1.5 и 1.7) или кукурузных хлопьев. С точки зрения сохранности свойств продукта предпочтительно применять кукурузную крупку, которая благодаря высокому содержанию токоферолов может храниться значительно дольше, чем крупы из других злаков, например в рисе (табл. 1.3 и 1.5).
Таблица 1.7 - Биохимическая характеристика кукурузной крупы (по Якушевой В.А.)
| Компоненты зерна | Содержание, % от СВ |
| Крахмал | 74,3 |
| Экстрактивность | 84,4 |
| Сырой протеин (N*6.25) | 9,6 |
| Жир | 2,9 |
| Пентозаны | 6,2 |
| β-глюкан | 0,1 |
| Пектиновые вещества | 1,4 |
| Клетчатка | 0,7 |
| Зола | 0,8 |
| Компоненты зерна | Содержание, % от СВ |
| Влажность | 12,6 |
Как правило, доля кукурузных зернопродуктов составляет 25-40% от засыпи, однако в Российских сортах пива только 10-20% солода заменяют кукурузой. Установлено, что соотношение ячменного солода и кукурузных зернопродуктов сказывается на углеводном составе сусла, изменяя величину отношения глюкоза: мальтоза: мальтотриоза в сторону увеличения доли глюкозы в сусле (табл. 1.8).
Таблица 1.8 - Влияние состава затора на углеводный состав сусла
| Состав затора (солод/кукуруза) | Кукуруза | Отношение глюкоза: мальтоза: мальтотриоза |
| 100 | - | 1: 4,1: 0,9 |
| 85/15 | Крупа из цельносмолотого зерна | 1: 1,4: 0,2 |
| 85/15 | Кукурузная крупка | 1: 3,7: 0,9 |
| 70/30 | Кукурузная крупка | 1: 3,2: 1,8 |
При разработке технологии затирания с кукурузой следует обратить внимание:
1. На более высокую, по сравнению с ячменем, температуру набухания и клейстеризации крахмала (более 70°С, обычно 80-120°С). Это предполагает предварительное разжижение кукурузного крахмала (одноотварочный способ затирания). Чем медленнее нагревается кукурузный затор, тем легче происходит набухание крахмальных зерен; в результате клейстеризация достигается при более низкой температуре (70-80°С). Поглощение воды крахмальными зернами кукурузы в зависимости от температуры составляет:
50° С – не набухает;
60°С – поглощается 300% воды;
70°С – поглощается 1000% воды;
80°С – поглощается 2500% воды.
2. На низкое содержание белка и переход большей части белков кукурузы в процессе затирания в дробину. В связи с этим сусло, полученное с применением кукурузы, содержит меньше, чем солодовое сусло, растворимого азота, а следовательно, аминного азота, который необходим для жизнедеятельности дрожжей в процессе главного брожения пива. Так, использование 30%-ной кукурузной крупки в заторе приводит к снижению количества α-аминного азота на 30%. Следовательно, при использовании плохо растворенного солода при приготовлении заторов с кукурузой следует применять протеолитические ферменты (например, нейтразу или церемикс).
При добавлении кукурузы в засыпь используют следующие способы затирания:
настойный (инфузионный) с предварительной совместной подготовкой несоложеной части (до 30-50% кукурузы и 15% солода);
настойный с предварительной подготовкой несоложеной части с применением термостабильной α-амилазы.
Добавление кукурузы в засыпь положительно сказывается на показателях качества пива:
снижается цветность пива;
повышается коллоидная стойкость пива ввиду снижения содержания в нем полифенолов и β-глобулинов;
смягчается вкус пива.
Хмель
Хмель - второе после солода основное пивоваренное сырье. С точки зрения технологии важнейшей частью хмеля являются: горькие вещества, сосредоточенные преимущественно в лупулине (хмелевой муке), придающие пиву характерный горький вкус и обладающие антисептическими свойствами; хмелевые дубильные вещества, которые при кипячении сусла с хмелем осаждают белки, и тем самым способствуют образованию бруха; хмелевое эфирное масло, являющееся главным компонентом аромата хмеля, который характерен для отдельных видов хмеля и для разных областей его выращивания.
Среди сортов хмеля различаются районные и селекционные сорта. Районные сорта возникли из местных сортов путем многолетнего отбора в определенной области выращивания. Селекционные сорта получены путем селекции или скрещивания. У сортов, выведенных селекцией и вегетативным размножением, различаются популяции и клоны. Путем скрещивания или скрещивания и вегетативного размножения получают гибриды, которые являются облагороженными сортами. У культурного хмеля насчитывается около 100 сортов. В практике возделывания, как уже было сказано, хмель разделяется по цвету лозы на красные и зеленые сорта; переходным типом являются полукрасные. Красные сорта имеют лозу, окрашенную антоциановым красителем, от красного до красно - фиолетового цвета. Они растут довольно быстро и поэтому бывают ранние и полуранние. У красных сортов хмеля шишки светло-зеленого цвета, яйцевидной формы и хорошо закрытые. Они богаты лупулином, имеющим хороший хмелевой аромат. С агротехнической точки зрения красные сорта хмеля имеют недостаток, заключающийся в том, что шишки их быстро перезревают и открываются, в результате чего при несвоевременной уборке происходят потери лупулина. Зеленые сорта имеют зеленую лозу. Эти сорта растут медленнее и поэтому позднее созревают. Шишки у них тоже светло-зеленые, но более крупные. Лупулин образует более крупные зернышки, имеет красноватый цвет и запах его острее. Поскольку качество такого хмеля хуже по сравнению с красными сортами и не уравновешивается некоторыми его агротехническими преимуществами, то зеленые сорта, как правило, отбраковываются. Полукрасные сорта имеют лозу почти зеленого цвета с красными черенками листьев. Их значение вспомогательное.
Важнейшей составной частью хмеля является группа веществ, к которым относятся хмелевые смолы, дубильные вещества и эфирное масло, участвующие в технологическом процессе при производстве пива. Кроме них хмель содержит вещества второстепенного значения, которые участвуют в процессе в незначительной мере или вообще не участвуют. Как натуральный продукт хмель всегда содержит воду.
Свежесобранный хмель содержит большое количество воды (около 75%) и поэтому не может храниться в первоначальном виде. После искусственной сушки при низких температурах до 45 - 50 °С хмель обычно содержит 10 - 14% воды. Допускается при приемке содержание воды не более 16% с соответствующей скидкой на массу поставляемого хмеля. При содержании воды ниже 10% хмелевые шишки легко раскрываются и в результате этого происходят потери лупулина вследствие выпадения его. Хмель с содержанием воды выше 15% не пригоден для хранения, он легко подопревает и плесневеет.
Хмелевые смолы являются основной и с технологической точки зрения наиболее важной составной частью хмеля. Они растворяются в этиловом эфире, которым выделяются при конвенционном анализе хмеля. После выпаривания эфира из остатков при растворении в метаноле получается фракция, содержащая все хмелевые смолы. Они в свою очередь делятся на мягкие смолы, растворимые в н-гексане, и твердые смолы, нерастворимые в н-гексане. Горькие вещества, присутствующие в пиве, получаются из исходных хмелевых смол. Частично они образуются в результате прямого окисления хмелевых смол в конечной фазе вегетационного периода и, главным образом, при сушке и хранении хмеля; незначительные доли их проходят через весь пивоваренный процесс без изменений и оказываются в готовом пиве. Основные фракции горьких веществ образуются косвенным путем при обработке хмеля в процессе пивоварения, преимущественно при кипячении его; некоторые из образуемых фракций тождественны продуктам прямого окисления.
α-горькие кислоты (гумулоны). Основной составной частью α-горьких кислот является гумулон. Его формула и формула остальных известных аналогов выводится из общей формулы α-горьких кислот замещением R (радикала) в положении С2 бензольного ядра. Отдельные аналоги отличаются один от другого структурой, а именно боковой ациловой цепью при том атоме углерода, который у гумулона - изовалериановый, у когумулона изобутириловый и у адгумулона – α-метилмасляный и т.д.
β-Горькие кислоты (лупулоны). В ряду β-горьких кислот у большинства сортов хмеля главной составной частью является лупулон. Аналоги выводятся из общей формулы β-горьких кислот точно так же, как аналоги гумулона, и имеют такие же боковые цепи.
Хмелевые дубильные вещества образуют по сравнению с солодовыми дубильными веществами более многочисленную группу. Они лучше растворяются в воде, более реакционноспособны и, следовательно, менее стабильны. Вкусовые различия вытекают из разной степени дисперсности. Хмелевые дубильные вещества благодаря более легкой окисляемости и большей восстановительной способности, а также большей активности в осаждении белков предохраняют хмелевые смолы, главным образом α-горькие кислоты, от окисления и образования комплексов. Своим дегидратационным воздействием они способствуют осаждению в других случаях неосаждаемых белков. В связи с этим они действуют как стабилизирующий реагент. Значительная часть хмелевых дубильных веществ относится к группе флавоноидов. В хмеле, как правило, присутствуют гликозиды.
Типичным представителем этой группы является кверцитрин, т.е. рамнозил кверцетина. Далее сюда относятся кемпферитрин, мирицитрин и другие тригликозиды и полигликозиды.
Флавонол (кверцитрин) – это 3-гидроксифлавон. В качестве сахарного компонента он содержит рамнозил кверцитрина, изокверцитрин глюкозил и рутин β-L-рамнозидо-6-гликозил.
Хмелевое эфирное масло придает хмелю характерный аромат, который переходит в пиво в незначительном количестве.
И хотя хмелевое эфирное масло с этой точки зрения имеет второстепенное технологическое значение, оно играет большую роль при торговой оценке хмеля.
Это объясняется тем, что тонкий характерный аромат хмеля является признаком высокого качества его и в определенной степени характеризует происхождение хмеля. Новые данные подтверждают тесную связь между хмелевым эфирным маслом и горькими веществами.
Вода
Вода является в пивоваренной промышленности очень важным сырьем благодаря своему влиянию на качество пива и широкому использованию ее в пивоваренном производстве. Производственная вода используется в солодовне, в котельной, для охлаждения сусла в холодильниках и в конденсаторах холодильных машин, для мойки и чистки главным образом в бродильном и лагерном отделениях, а также в моечном и разливочном отделениях. Характерно, что для приготовления пива требуется небольшая часть воды по отношению к общему количеству потребляемой воды, которое в 10 раз и более превосходит производство пива в год.
Природная вода – это сильно разбавленные растворы солей, иногда и некоторых газов, содержащие суспендированные неорганические и органические вещества и микроорганизмы. Содержание минеральных веществ в воде качественно зависит от геологического характера местности, который определяет химический состав слоев, через которые вода проходит. От физических свойств этих слоев зависит и эффект естественной фильтрации воды как с физической точки зрения (суспендированные вещества), так и с биологической (микроорганизмы).
Природная вода обычного состава содержит наряду с ионами H+ и ОН- катионы Ca+, Mg2+, Na+, К+, Fe2+ и Fe3+, Al3+, Mn2+, NH4, анионы: ОН-, HCO3-, SO42-, Сl-, SiO22-, NO3, NO2- и др.
Ионы H+ и ОН- всегда находятся в воде, но сами не влияют на изменение кислотности (рН). Ca+, Mg2+, HCO3- имеются во всякой природной воде, причем Ca+ в более высокой концентрации, чем Mg2+. В различных концентрациях находятся Na+, Сl- и SO42. К+ очень редко в высокой концентрации. Соли кремневой кислоты могут быть в двух состояниях - в виде ионов и в недиссоциированном состоянии; в последнем случае наличие кремниевой кислоты часто обусловливает помутнение воды. Железо в воде содержится обычно в виде солей двухвалентного железа (Fe2+) и главным образом в виде кислого углекислого железа [Fe(HCO3)2] сопровождаясь иногда небольшими концентрациями солей алюминия и марганца.
Определяемые количества (не следы) NH4 и NO2-, так же как соли фосфорной кислоты, встречаются в воде в случае сильного бактериального загрязнения. Это является показателем гниения органических азотистых веществ; аммиак сначала окисляется в азотистую кислоту (ее соли), а затем в азотную. Наличие солей азотной кислоты при отсутствии азотистой не является показателем бактериального загрязнения.
Из газов в воде находятся углекислота, кислород, следы сероводорода (наличие H2S тоже указывает на процессы разложения органических веществ). Свободная CO2 обладает коррозионными свойствами.
Солевой состав воды, изменяя кислотность затора и пивного сусла, влияет на биохимические процессы пивоварения и тем самым на качество готового продукта. По этой причине к качеству воды в пивоварении предъявляются более высокие требования, чем к хорошей питьевой воде. Для улучшения ее технологических качеств при производстве светлых сортов пива допускается применение пищевой молочной кислоты и поваренной соли, свободной от вредных примесей гипса.
Все технологические процессы приготовления пива протекают в слабокислой среде, так как в щелочной среде создаются неблагоприятные условия для протекания ферментативных процессов при осахаривании. По этой причине щелочная вода, содержащая большое количество карбонатов и бикарбонатов, непригодна для пивоварения. Для этой цели необходима вода с небольшим содержанием сернокислых и хлористых солей. Повышенная концентрация этих солей ухудшает вкус пива; жесткость воды влияет также и на его цвет. Практикой установлено, что там, где для приготовления пива используется мягкая вода, получается светлое пиво с нежной хмелевой горечью и ароматом; применение жесткой воды дает темное пиво с более сильной и грубой хмелевой горечью. В связи с этим для производства светлых сортов пива употребляют воду мягкую или средней жесткости. Жесткая вода может быть пользована для получения светлых сортов пива только после ее предварительного умягчения или подкисления молочной кислотой во время затирания.
Для производства темных сортов пива может быть использована и жесткая - вода без какой-либо обработки, так как темный солод имеет большую кислотность и содержит большое количество фосфатов и аминокислот, обладающих хорошим буферным действием и вполне компенсирующих отрицательное действие карбонатов воды.
Для замачивания солодовенного зерна в пивоварении наиболее пригодна вода с низким содержанием хлоридов и сульфатов. Хлориды кальция, магния и особенно натрия замедляют процесс прорастания; гипс, вступая в обменную реакцию с дубильными веществами зерна, понижает их растворимость. Кроме того, кальциевые соли образуют пленки в оболочке зерна и затрудняют процесс замачивания. Вместе с тем кальциевые соли, особенно карбонаты, способствуют выщелачиванию горьких веществ и улучшают вкус солода. Содержащиеся в воде соединения железа дают осадки, а с дубильными веществами зерна они образуют малорастворимые соединения бурого цвета.
Дрожжи
Дрожжи являются одноклеточными микроорганизмами, которые могут получать свою энергию в присутствии кислорода (аэробно) путем дыхания и в отсутствие кислорода (анаэробно) путем брожения. Сахара сусла при производстве пива сбраживаются дрожжами в спирт. Для этого в пивоварении применяют дрожжевые грибы вида Saccharomyces cerevisiae. Выбранные штаммы этих дрожжей систематически разводятся в виде чистой культуры и выращиваются как пивные дрожжи. Другие штаммы этих дрожжей используются как пекарские, спиртовые или винные. Так как дрожжи не только осуществляют спиртовое брожение, но своим обменом веществ оказывают и большое влияние на вкус и характер пива, то знание компонентов дрожжей, их метаболизма и размножения имеет большое значение. Различные виды и расы культурных дрожжей имеют ряд отличительных признаков.
Дрожжи применяют в пивоварении в виде густой массы, состоящей из миллиардов дрожжевых клеток, существующих независимо друг от друга. Эти клетки имеют форму от овальной до круглой, длину – от 8 до 10 мкм и ширину – от 5 до 7 мкм. Дрожжевая клетка состоит примерно на 75% из воды. Сухое вещество имеет состав, изменяющийся в определенных пределах, а именно:
белковые вещества от 40 до 60%;
углеводы жиры (липиды) от 25 до 35%;
минеральные вещества от 4 до 6%.
Минеральные вещества состоят из (на 100 г СВ, приблизительно):
2000 мг фосфатов;
2400 мг калия;
200 мг натрия;
20 мг кальция;
2 мг магния;
7 мг цинка и следов железа, марганца и меди.
Кроме того, дрожжи содержат ряд витаминов, среди которых: тиамин (В1) 8-15 мг на 100 г СВ дрожжей; рибофлавин 2-8 мг, никотиновая кислота 30-100 мг, фолиевая кислота 2-10 мг, пантотеновая кислота 2-20 мг, пиридоксин 3-10 мг, биотин 0,1-1 мг.
Каждая дрожжевая клетка состоит из клеточной плазмы (цитоплазма, цитозол), которая окружена клеточной мембраной и в которой находится ряд органелл, обеспечивающих реакции обмена веществ. При этом важнейшей органеллой является, естественно, клеточное ядро (нуклеус) управляющий центр клетки. Оно окружено двойной пористой мембраной ядра, замкнутой, но пористой. Ядро клетки содержит основное вещество (плазму), матрицу ядра и хромосомы. В них каждая клетка хранит свой структурный план, закодированный в форме генов. Гены построены из полимерной молекулы, дезоксирибонуклеиновой кислоты (ДНК), информационный объем которой составляет 109-1010 бит. ДНК управляет всеми процессами обмена веществ, роста и развития клетки В ядре клетки размещено также ядрышко (nucleolus), состоящее из рибонуклеиновой кислоты.
1.2 Затирание
Затирание – важнейший процесс при производстве сусла. При затирании помол и вода перемешиваются (затираются), компоненты солода переходят в раствор и становятся веществами экстракта. При затирании решающее значение приобретает процесс превращения веществ.
1.2.1 Цель затирания
Большинство компонентов дробленого солода не растворимы сами по себе, а в пиво могут перейти только растворимые вещества. Поэтому при затирании необходимо перевести нерастворимые вещества помола в растворимые. Все вещества, переходящие в раствор, называются экстрактом. Растворимыми веществами являются, например, сахара, декстрины, минеральные вещества и определенные белки. К нерастворимым веществам относятся крахмал, целлюлоза, часть высокомолекулярных белков и другие соединения, которые по окончании процесса фильтрования остаются в виде дробины. По экономическим соображениям большинство нерастворимых соединений пытаются перевести в растворимые, чтобы получить как можно больше экстракта. Это выражается такими параметрами, как выход варочного цеха и содержание экстракта в дробине. Однако имеет значение не только количественное содержание, но и качество экстракта, так как присутствие определенных соединений (например, дубильных веществ из оболочек) весьма нежелательно, тогда как другие соединения (например, определенные сахара или продукты расщепления белков) совершенно необходимы.
Цель затирания состоит в том, чтобы расщепить крахмал в сахар а и растворимые декстрины без остатка. При этом образуются и другие экстрактивные вещества. Основное количество экстракта образуется при затирании прежде всего благодаря действию ферментов, которые могут действовать при оптимальных для них температурах
1.2.2 Превращения веществ при затирании
Расщепление крахмала
Важнейшей составной частью пива является спирт, образующийся при брожении из сахаров. Поэтому предварительно необходимо расщепить крахмал до мальтозы; наряду с ней всегда образуются промежуточные продукты – несбраживаемые декстрины. Крахмал должен быть без остатка расщеплен до сахаров и декстринов, не окрашиваемых йодом. Полное расщепление необходимо по экономическим соображениям; кроме того, остатки нерасщепленного крахмала вызывают в пиве клейстерное помутнение. Расщепление крахмала осуществляется в три стадии последовательно переходящих одна в другую. Последовательность их неизменна: клейстеризация; разжижение; осахаривание.
Клейстеризация
В теплом водном растворе в молекулах крахмала в большем количестве накапливается вода. Из-за этого происходит увеличение объема, приводящее к набуханию и последующему разрыву первоначально твёрдых зерен крахмала. Образуется вязко-текучий раствор, вязкость которого зависит от объема поглощенной воды и различается для разных видов зерновых. Например, рисовый крахмал набухает значительно сильнее, чем солодовый. Этот процесс, при котором расщепления веществ не происходит, называется клейстеризацией. Так как клейстеризованный крахмал не содержит твердых крахмальных зерен, то содержащиеся в жидкости (т.е. в заторе) ферменты могут на него воздействовать непосредственно.
Расщепление же неклейстеризованного крахмала длится многие сутки. Под клейстеризацией понимают набухание и разрыв оболочки зерен крахмала в теплом водном растворе. Освободившиеся молекулы крахмала в этом вязком растворе лучше подвергаются действию амилаз, чем неклейстеризованный крахмал. Температуры клейстеризации различны для каждого вида зерновых: крахмал солода и ячменя клейстеризуется в присутствии амилаз при 60°С, рисовый крахмал – при 80-85°С.
Осахаривание
α-амилаза разрывает цепочки амилазы и амилопектина главным образом на декстрины с 7-12 глюкозными остатками. От концевых групп образовавшихся цепочек β-амилаза отщепляет двойные группы (мальтозу). Этот процесс неизбежно продолжается дольше, чем разделение более длинных цепочек α-амилазой. Из-за разной длины цепочек кроме мальтозы образуются и другие сахара, глюкоза и мальтотриоза. Во всех случаях расщепление веществ останавливается на 2-3 глюкозных остатках перед 1,6-соединениями амилопектина, так как эти 1,6-соединения не могут быть расщеплены ни α-, ни β-амилазой. Эти предельные декстрины всегда содержатся в нормальном сусле. В солоде, правда, содержится фермент (предельная декстриназа), который способен растворять кроме 1,4-соединений также и 1,6-соединения, но при оптимальной для этого фермента температуре в 50-60°С он едва ли имеет значение для процесса получения осахаренного затора. При 70°С обнаруживается лишь слабая активность предельной декстриназы. При расщеплении крахмала амилазами солода происходит следующее.
α-амилаза расщепляет длинные цепочки крахмала до более коротких декстринов. Она действует оптимально при 72-75°С и быстро разрушается при 80 °С. Оптимальное значение величины рН составляет 5,6 – 5,8. β-амилаза отделяет от нередуцированных концов цепочек мальтозу, при этом образуются также глюкоза и мальтотриоза. Она действует оптимально при 60-65°С и очень чувствительна к более высоким температурам; уже при 70 °С она быстро инактивируется. Оптимальное значение рН составляет 5,4-5,5. Расщепление крахмала следует контролировать, так как остаток не расщепленного крахмала и более крупные декстрины вызывают в пиве клейстерные помутнения.
Образующиеся при затирании продукты расщепления крахмала существенно различаются по сбраживаемости пивными дрожжами. Так, например, декстрины не сбраживаются; мальтотриоза сбраживается всеми сильно сбраживающими штаммами дрожжей, но мапьтотриоза расщепляется дрожжами лишь тогда, когда сброжена мальтоза, а именно при дображивании (сахар дображивания).
Мальтоза и другие дисахариды сбраживаются дрожжами хорошо и быстро (сахар главного брожения).
Глюкоза подвергается действию дрожжей в первую очередь (сахар забраживания).
Расщепление белковых веществ
Все (высокомолекулярные) протеины за исключением небольшого количества выпадают в осадок самое позднее при кипячении сусла. Поэтому в пиво попадают только продукты расщепления, которые, однако, безусловно, необходимы для размножения дрожжей и быстрого сбраживания.
Ферментативное расщепление белковых веществ должно рассматриваться дифференцированно, так как: при 45-50°С о большей степени образуются низкомолекулярные продукты расщепления, особенно пептиды и аминокислоты; и при 60-70 °С в большей степени образуются высокомолекулярные продукты расщепления, которые считаются обеспечивающими пеностойкость. Аминокислоты имеют большое значение для питания дрожжей. Дрожжи потребляют как минимум 10-14 мг α-аминного азота на 100 мл сусла. Так как аминокислота пролин как поставщик α-аминокислоты для дрожжей не используется, то в сусле должно содержаться α-аминного азота не менее 20 мг/100 мл. Если этого значения не удастся обеспечить, то это приводит: к снижению скорости размножения дрожжей; к торможению процессов брожения и созревания; к сохранению в пиве нежелательных веществ, придающих ему букет молодого пива.
Из хорошо растворенного солода всегда получают сусло, содержащее достаточное количество α-аминокислот. Разумеется, если добавлять несоложенное сырье, сахар или сироп, то это не прибавляет в сусло аминокислот, и следует проводить аминокислотную паузу при 45-50 °С. Однако если применять хорошо растворенный солод, то ради образования низкомолекулярных продуктов расщепления белков не имеет смысла выдерживать паузу при 45-50 °С. Продолжительная пауза при 45-50 °С всегда дает в последующем плохую пену.
1.2.3 Начало затирания
Под началом затирания понимают процесс, включающий в себя возможно более тщательное перемешивание помола (засыпи) с водой (наливом) при предписанной температуре начала затирания.
Гидромодуль, то есть соотношение засыпи и главного налива является очень важным фактором, поскольку он определяет концентрацию первого сусла. Можно считать, что при гидромодуле 1:3. Естественно, затор приготовляют гуще, чем требуемая экстрактивность начального сусла, а именно с экстрактивностью первого сусла 16-20%, чтобы затем можно было направить через дробину количество воды, достаточное для ее выщелачивания и одновременного разбавления сусла до требуемой массовой доли сухих веществ. Тем самым от гидромодуля при затирании зависит состав сусла и тип пива. Для светлого пива следует выбирать в общем больший гидромодуль, то есть 300-400 л/100 кг засыпи.
Тем самым достигают ускорения ферментативных реакций. Для темного пива выбирают более густой гидромодуль, то есть 300-350 л/100 кг засыпи. Этим достигают того, что ароматические вещества солода могут путем карамелизации образоваться в заторе в увеличенном количестве. Объем затираемого помола составляет 70-80 л/100 кг засыпи.
1.3 Способы затирания
Процесс затирания состоит в том, что температуру затора поднимают до оптимальных температур для действия тех или иных ферментов, и затем выдерживается пауза. Паузы задаются при следующих оптимальных для ферментов температурах:
45-50°С – белковая пауза и пауза для расщепления β-глюкана;
62-65°С – мальтозная пауза;
70-75°С – пауза для осахаривания;
78°С – температура окончания затирания.
По виду повышения температуры различают две группы способов затирания:
настойный (инфузионный) способ;
отварочный (декокционный) способ.
При инфузионном способе весь затор при поддержании пауз последовательно нагревается до температуры окончания затирания, причем части затора не кипятятся.
При способе с отварками температура повышается благодаря тому, что часть затора (отварку) отделяют и кипятят. При обратной перекачке к остальному затору температура всего затора повышается на следующую ступень температурной обработки.
При выборе способа затирания следует рассмотреть ряд точек зрения на приготовление затора и сусла, которые бы по своему составу соответствовали желаемому типу пива. Это касается, например, содержания сбраживаемых сахаров, определяющего конечную степень сбраживания, или обеспечения достаточно высокого уровня высокомолекулярных белков для достижения полноты вкуса и пеностойкости пива. Именно выбранный способ затирания дает хорошую возможность влиять на характер пива.
1.3.1 Настойные способы
Простейшей группой среди способов затирания являются настойные, так, как при применении этих способов весь затор никогда не разделяется. Нагревание всего затора осуществляют постепенно, с выдерживанием температурных пауз, необходимых для действия ферментов. Для настойного способа затирания требуется только одна обогреваемая ёмкость. Так как затор не перекачивается, поглощение воздуха минимально, что является позитивным фактором, поскольку кислород при затирании ведет к окислению полифенолов, а с ними – и к размыванию вкуса, более высокой цветности готового пива. При инфузионном способе большую роль играет эффект перемешивания. Мешалка должна иметь возможность приспосабливаться к соответствующей стадии процесса затирания благодаря электродвигателю привода мешалки с переключением полюсов и двумя скоростями или должна иметься возможность для плавного регулирования. При этом возрастает значение конструкции лопасти мешалки. Если при выдерживании паузы мешалку выключают, то увеличивается время осахаривания и фильтрования затора, а выход экстракта ухудшается, так как образуется перепад температур, ухудшающий переход экстрактивных веществ в сусло и затрудняющий работу ферментов.
1.3.2 Отварочные способы затирания
Общим для отварочных способов затирания является то, что часть затора отбирают и кипятят. После обратной перекачки температура всего затора повышается. По числу этих отварок различают трех-, двух- и одноотварочный способы затирания. В последнее время мы имеем дело с общей тенденцией к уменьшению числа отварок.
Отбор и кипячение отварок оказывает следующее воздействие:
из-за быстрого нагревания белки той части затора, которую кипятят, меньше расщепляются;
повышается степень клейстеризации и разжижения крахмала;
происходит более сильное выщелачивание веществ, содержащихся в мякинных оболочках;
образуется больше меланоидинов;
усиленно испаряется диметилсульфид;
происходит уменьшение содержания ферментов в объединенном заторе;
несколько увеличивается выход варочного цеха.
В связи с кипячением затора при отварочных способах потребляется больше энергии (в среднем на 20%.), чем при использовании настойных способов. Повышенный расход тепловой энергии в отварочных способах связан с большей продолжительностью процесса в целом, испарением воды при кипячении и дополнительным расходом электроэнергии из-за работы насосов при перекачках.
Отварка
Для протекания процессов расщепления при затирании особое значение имеет использование определенного вида и числа отварок: если выключить мешалку, то твердая фаза затора, густой затор, осаждается на дне емкости, тогда как жидкая фаза затора, жидкий затор, собирается в ее верхней части. Жидкий затор можно отобрать с помощью декантатора поплавкового типа.
Чтобы извлечь еще оставшиеся нерасщепленными частицы крахмала, густой затор следует кипятить. Жидкий затор кипятить не следует, так как он насыщен перешедшими в раствор ферментами качестве отварки используют по возможности наиболее густую часть затора. При обратной перекачке затора (соединении отварки и основной части затора) для сохранения ферментов в объединенном заторе при постоянном помешивании перекачивают отварку в основную часть затора, и никогда не поступают наоборот.
Чтобы исключить ненужный вредный контакт затора с воздухом, в настоящее время при перекачке не допускается объединение затора путём подачи отварки сверху; обратную перекачку осуществляют путём подачи затора по мере возможности снизу.
Объем отварок, отбираемых для кипячения, устанавливается таким образом, чтобы поднять температуру объединённого затора до желаемой. Этот объём известен из опыта пивоварения и составляет от 1/3 до 1/4 от общего объёма затора. При изменении способа затирания объём отварок можно рассчитать по приведённой ниже формуле. При этом исходят из того, что температуру отварки после кипячения лучше понизить путём охлаждения до 90°С.
![]() (1.1)
(1.1)
При кипячении все ферменты инактивируются, но для полного расщепления крахмала требуются амилазы, которые остаются в основной части затора, неподвергавшейся кипячению. Поэтому кипятить весь затор не следует. Определенную роль играет продолжительность кипячения, поскольку при её увеличении растворяется больше крахмала. Так как кипячение связано с определенным потреблением энергии и высокими затратами, длительность кипячения всегда в необходимой степени ограничивают. По возможности при кипячении затора избегают интенсивного парообразования в целях экономии энергии. Обычно затор кипятят для производства светлого пива – 10-15 мин, для производства темного пива – 20-30 мин.
Так как большое число отварок требует больше энергии и времени, стремятся обойтись их минимальным числом (1 или 2) и тем самым работать быстрее и с наименьшими затратами. Поэтому по числу отварок различают: одноотварочные способы; двухотварочные способы; трехотварочные способы.
1.3.3 Одноотварочные способы
Одноотварочные способы – это в принципе те же настойные способы, в которых повышения температуры – чаще всего до 65 и 75°С – чаще всего достигают путём отбора, кипячения и обратной перекачки отварки. Схема такого одноотварочного способа может быть следующей:
Начало затирания при 35°С и медленное нагревание до 50°С (или начало затирания сразу при этой температуре); пауза при 50°С и нагрев всего затора до 64°С, последующая более длинная пауза (мальтозообразование). Отделение и кипячение отварки 15-30 мин. Затем следует соединение отварки с остатком затора с последующим повышением температуры до 75°С и осахариванием. Отварки можно также делать между паузами от 35°С до 50°С или между 50°С и 64°С, но следует учитывать, что в этих случаях нерастворимые части отварки меньше осаждаются и тем самым достигается меньший эффект. Особым вариантом одноотварочных способов является затирание с кипячением всей густой части затора: в этом случае затирают при 35°С и отбирают отстоявшуюся часть затора, около 20%. Всю оставшуюся густую часть затора нагревают до кипения при соблюдении необходимых температурных пауз и кипятят 30-40 мин. Затем оставшуюся часть затора охлаждают до 65°С, при этом за счёт добавления жидкой части затора образуется мальтоза, затем затор нагревают до температуры осахаривания и после осахаривания затор перекачивают в фильтрационный аппарат (рис. 1.1).
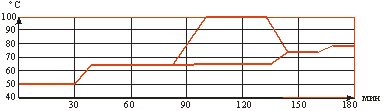
Рис. 1.1 - Одноотварочный способ затирания
1.3.4 Двухотварочные способы
Классический двухотварочный способ начинается с затирания при 50°С. После общей для всего затора короткой температурной паузы отбирается густой затор и после последовательного выдерживания необходимых коротких температурных пауз он нагревается до кипения, 15-20 мин кипятится, и путем его перемешивания температура всего затора повышается до 64 °С и выдерживается пауза для мальтозообразования. Через короткое время отбирается второй раз густой затор и нагревается до кипения. Вторая отварка кипятится несколько меньше, чем первая, и с её помощью общий затор нагревается приблизительно до 75°С и перекачивается в фильтрационный аппарат. Двухотварочный способ затирания занимает около 3-3,5 часов. Если рассматривать диаграмму затирания этого способа, то бросается в глаза, что преобладает температура 50°С и поэтому происходит очень глубокое расщепление белка и β-глюкана. От этого страдает полнота вкуса и пенообразование, получается «пустое» пиво, вкус которого можно исправить только частично, добавляя тёмный солод. Чтобы изменить положение, начало затирания можно проводить при 50°С и нагревать затор до 62 °С или использовать дополнительный налив горячей воды, чтобы можно было более точно контролировать продолжительность белковой паузы. Другую возможность представляет собой начало затирания при 35°С и отбор первой отварки. Конечно, при этом следует стараться контролировать расщепление белков, что сегодня осуществляют прежде всего путем контроля содержания свободного аминного азота (FAN).
Особый вид двухотварочного способа это ускоренный способ затирания с двумя короткими отварками. Температура начала затирания в этом случае – 62°С, продолжительность всего процесса затирания только 2 часа. Он может проводиться также с использованием только одной отварки. Для применения этого способа требуется очень хорошо и равномерно растворенный солод. Температура начала затирания в 62 °С – выше оптимальных температур для расщепления белков; несмотря на это, при данной температуре вс ещё идёт интенсивное расщепление и можно ожидать хорошего пенообразования. Однако расщепление β-глюкана здесь не происходит, и именно поэтому для данного способа требуется очень хорошо растворенный солод.
1.3.5 Способы затирания с применением несоложенного сырья
Известно, что необходимый для брожения сахар образуется из крахмала солода благодаря работе ферментов. Крахмал, естественно, содержится не только в солоде, но и во всех видах зернопродуктов. Во многих странах эти зернопродукты значительно дешевле сравнительно дорогого солода. Если не чувствовать себя связанным – как в Германии – законом о чистоте пивоварения, для производства сусла можно частично применять эти более дешевые зернопродукты, которые в отличие от солода называют несоложенным сырьем. При затирании ферменты солода должны проводить также расщепление и этих материалов. Если применять не больше 15-20 % несоложеных зернопродуктов, то потенциала ферментов солода хватает и для их расщепления. При большей процентной доле несоложеного сырья для поддержания процессов расщепления следует добавлять ферментные препараты, так как иначе процессы расщепления неоправданно затянулись бы или даже вообще прекратились.
В качестве несоложеного сырья применяют особенно часто рис и кукурузу, а также ячмень, пшеницу и сорго (последнее, прежде всего в африканских странах). Сахар не относится к несоложеным зернопродуктам, но как поставщик экстракта также рассматривается как несоложеное сырье.
Химические реакции при расщеплении крахмала во время переработки несоложеного сырья всегда те же, что и при расщеплении крахмала в солоде, однако зерна крахмала у разных зернопродуктов имеют различные размеры, очень сильно отличаются по их локализации в крахмальных клетках и окружены разными составными веществами оболочек. Это приводит к различному поведению зерен крахмала при клейстеризации и соответственно – к применению различных способов затирания в зависимости от вида зернопродуктов. Одновременно растворяются и другие вещества или они расщепляются ферментами солода, так что состав затора и сусла, а с ними и пива изменяется. Это влияет на брожение, фильтрование, вкус пива и другие параметры. Так, пиво, изготовленное с рисом, имеет более чистый и сухой вкус, а изготовленное с кукурузой склонно к несколько смягченному вкусу. При добавлении несоложеного сырья следует учитывать, что в нем белковые вещества еще находятся в стабильной форме и расщеплены незначительно из-за отсутствия предшествовавшего затиранию процесса солодоращения. Поэтому заторы с несоложеным сырьем содержат меньше низкомолекулярных продуктов расщепления белковых соединений (FAN), чем полностью солодовые заторы. Следует обращать особое внимание на то, чтобы дрожжи путем более интенсивного расщепления белков получали бы достаточное количество свободного аминного азота. Несмотря ни на что, пиво с несоложеным сырьем всегда содержит меньше азота и полифенолов (их тем меньше, чем выше содержание несоложеного сырья). Переработка несоложеного сырья всегда ведет к изменению вкуса пива, и это изменение тем значительнее, чем больше добавка несоложеного сырья. Изменение вкуса, которое не обязательно следует заранее рассматривать как его ухудшение, при применении несоложеного сырья нужно учитывать, особенно если на рынке присутствует конкурент, работающий без использования несоложеного сырья и производящий пиво только из ячменного солода.
Затирание с рисом
Из несоложеного зернового сырья наиболее тяжелым для переработки является рис. Зерна рисового крахмала очень невелики и твердые. В теплой воде зерна набухают очень медленно. Для их клейстеризации следует поднимать температуру до 75-80 °С или выше, но при такой температуре амилазы быстро погибают, так что при переработке риса нужно использовать другие методы. Кроме того, рисовый крахмал очень сильно набухает при клейстеризации – значительно больше, чем у других видов зернопродуктов, и поэтому клейстер легко может пригореть. Если затирать густо, то набухание может быть таким сильным, что у мешалки не хватит мощности и если не принять никаких мер, то она остановится. Поэтому чтобы α-амилаза солода смогла разжижить очень сильно загущенный клейстер, следует искать компромиссное решение, α-амилаза при 80°С инактивируется за короткое время и не способна больше к разжижению. Имеется несколько путей решения проблемы.
Если рисовый затор не слишком густ, то опасность пригорания не очень большая. Для растворения риса зачастую применяют котел для разваривания несоложеного сырья. В более старых заторных агрегатах это герметичный котел, в котором рисовый затор под давлением (при температурах выше 100 °С) клейстеризуется и оптимально растворяется; в настоящее время затор из несоложеного сырья кипятят обычно без избыточного давления, так как полученное увеличение выхода экстракта едва ли стоит расхода дополнительной энергии
Рисовую крупку затирают вместе с 10-20% солодового затора и выдерживают 10-20 мин при 78 °С. При этом почти все рисовые зерна крахмала клейстеризуются, разжижаются и почти не возникает опасности, что при последующем кипячении рисовый затор пригорит.
Существуют сорта риса, которые клейстеризуются лишь при температуре свыше 80°С. Поэтому для полной уверенности следует нагреть рисовый затор до 85-90°С, клейстеризовать его и затем вновь охладить до 70-75°С, чтобы за короткое время провести осахаривание при добавлении солодового затора. Однако у этого способа имеется недостаток: очень трудно хорошо перемешать солодовый затор с очень вязким рисовым затором. Всегда лучше, если есть возможность смешать рисовый затор перед его клейстеризацией с частью солодового затора (минимум 10%)
Еще одна возможность состоит в тем, чтобы рисовый затор с 10-20% солодового затора медленно нагревать до температуры свыше 80°С, чтобы клейстеризующийся крахмал разжижать еще оставшейся активной α-амилазой солода.
Совершенно надежный метод состоит в том, чтобы добавлять товарную термостойкую α-амилазу бактериального происхождения, которая еще сохраняет свою активность при температурах выше 80 °С и при этом разжижает вязкий рисовый затор. Если удалось клейстеризовать и разжижить рисовый затор, то можно считать, что преодолен тяжелейший рубеж.
Режим затирания при использовании риса и ячменного солода высокого качества. Рисовый затор. Затирание риса начинают при температуре 70 °С и выдерживают его в течение 15 мин. Затем температуру повышают до 88°С и вновь выдерживают 15 мин, в результате чего происходит разжижение крахмала риса (рис. 1.2).
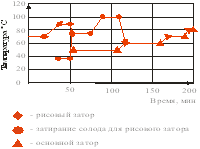
Рис. 1.2 - Режим затирания при использовании риса и ячменного солода высокого качества
Параллельно при температуре 37°С начинают затирание из расчета 5% от общего расхода солода. Выдерживают паузу в течение 15 мин, затем соединяют подработанный рис с солодовым затором, выдерживают при температуре 75°С в течение 15 мин, после чего температуру увеличивают до 100 °С и кипятят 25 мин.
Затирание основного солодового затора начинают при температуре 50 °С. За это время проходит цитолиз и протеолиз. При этой температуре затор выдерживается в течение 55 мин. Затем соединяют рисовую отварку с основным затором, в результате чего температура повышается до 63 °С, и выдерживают мальтозную паузу в течение 40 мин, после чего температуру поднимают до 72°С. При этой температуре активируется α-амилаза, образуя декстрины, мальтозу, а также небольшое количество мальтотриозы и глюкозы. Пауза выдерживается 20 мин до осахаривания. Затем температура увеличивается до 78°С и выдерживается 10 мин для лучшего осветления сусла. Далее затор подают на фильтрование.
Режим затирания ячменного солода и риса (при использовании недорастворенного солода и риса с высокой температурой клейстеризации).
Рисовый затор. Затирание начинают при температуре 70°С (рис. 1.2), выдерживают ее в течение 15 мин, затем повышают до 88 °С и выдерживают 15 мин. В этот период происходит разжижение крахмала риса. Параллельно с температуры 37°С начинают затирание 5% солода, пауза выдерживается в течение 15 мин. Затем смешивают рисовый и солодовый заторы и температуру повышают до 75°С. Пауза выдерживается 15 мин, после чего температуру увеличивают до 100 °С и кипятят 30 мин.
Затирание основного солодового затора начинают при температуре 37°С. Эта температурная пауза выдерживается в течение 15 мин, затем температура повышается со скоростью 1°С/мин до 50°С, выдерживается 30 мин. Далее соединяют рисовую отварку с основным затором, при этом температура поднимается до 63°С. Температурная пауза выдерживается 15 мин (рис. 1.3).
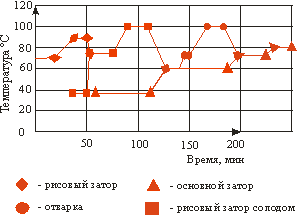
Рис. 1.3 - Режим затирания ячменного солода и риса
Отварка. Часть затора (1/3) отбирают и ведут затирание по следующему режиму: температура 72 °С – 10 мин, температура 100 °С – 15 мин. Оставшаяся часть затора выдерживается при температуре 63 °С в течение 55 мин, после чего соединяют отварку с затором и температура поднимается до 72 °С. При этой температуре затор выдерживают 20 мин до осахаривания. Затем температура увеличивается до 78 °С и затор выдерживается 10 мин. И начинают фильтрование.
Двухотварочный способ получения сусла с заменой 10-20% солода на рис А. Температура клейстеризации рисового крахмала менее 78°С.
1-я отварка. Рис и солод (10-20%) затирают при гидромодуле 5 (отношение зернопродукты: вода = 1:4) при температуре 50 °С. При этой температуре выдерживают 10- 15 мин, затем температуру повышают до 72-75°С и выдерживают 10 мин. Далее медленно (приблизительно 0,5 °С/мин) нагревают до 80 - 85°С, а затем до температуры кипения и кипятят 30-40 мин. В момент закипания рисового затора начинают отдельно затирать солод при температуре 50°С.
Готовый рисовый затор при постоянном перемешивании смешивают с солодовым затором, температура которого составляет 50-52 °С. В результате температура повышается до 63°С. После 15-минутной мальтозной паузы проводят вторую отварку.
2-я отварка. Отбирают 1/3 затора и кипятят в течение 15 мин, затем соединяют 2-ю отварку с основным затором. Температура повышается до 70-72 °С. При этой температуре объединенный затор выдерживают до полного осахаривания. Далее затор нагревают до 78 °С и фильтруют.
Б. Температура клейстеризации рисового крахмала выше 80 °С.
1-я отварка. Если температура клейстеризации рисового крахмала выше 80 °С, то зернопродукты затирают при гидромодуле 6. При этом рисовый затор сначала нагревают до 85-90°С. После выдержки в течение 20-30 мин (проходит клейстеризация рисового крахмала) затор охлаждают до 70-75 °С и добавляют 20% солодового затора, который предварительно затирали при 37 °С или 50 °С (в зависимости от качества солода). Вместо солода для разжижения можно использовать термостабильную α-амилазу. Далее затор выдерживают в течение 20-30 мин и медленно нагревают до кипения и кипятят 30-40 мин.
В момент закипания рисового затора начинают затирать оставшуюся часть солода при 50 °С.
Готовый рисовый затор при постоянном перемешивании смешивают с солодовым затором, температура которого составляет 50-52 °С. В результате температура повышается до 63 °С. После 15-минутной мальтозной паузы проводят вторую отварку.
2-я отварка. Отбирают 1/3 затора и кипятят в течение 15 мин, затем соединяют вторую отварку с основным затором. Температура повышается до 70-72 °С. При этой температуре объединенный затор выдерживают до полного осахаривания. Затем нагревают до 78 °С и передают на фильтрование.
B. Рисово-солодовый затор. Начало затирания при 60 °С.
1-я отварка. Рисовую крупу размалывают и затирают вместе с 5% солодовой части затора при температуре 60-66 °С и гидромодуле 6. После выдержки затора в течение 15 мин, температуру медленно (1 °С/мин) повышают до 80 °С. Затор выдерживают при этой температуре в течение 15 мин, затем его нагревают со скоростью 1 °С/мин до температуры кипения и кипятят в течение 15 мин. Для предотвращения пригорания рисового затора все операции проходят при постоянно работающей мешалке.
Затем рисовую отварку соединяют с основным затором, который выдерживали до этого в течение 30 мин при температуре 52°С, при этом температура медленно повышается до 62-63°С. Длительность мальтозной паузы составляет 30 мин.
2-я отварка. Отбирают 1/3 затора и кипятят в течение 15 мин, затем соединяют вторую отварку с основным затором. Температура повышается до 70-72°С. При этой температуре объединенный затор выдерживают до полного осахаривания. Затем нагревают до 78°С и передают на фильтрование.
Затирание с кукурузой
У зерен кукурузы имеются зародыши с очень высоким содержанием жиров (до 5%), которые при подготовке зерна удаляют и извлекают из них кукурузное масло. Кукуруза поступает на предприятие без зародышей в форме крупки (grits) или хлопьев (flakes). Крупка предлагается в тонко размолотом виде; ее обычно подают в развариватель несоложеного сырья с добавлением солода или без него, растворяют и клейстеризуют. Хлопья расплющивают в вальцовом станке для приготовления хлопьев; при этом увлажненные зерна проходят через гладкие, охлаждаемые изнутри вальцы, которые расплющивают зерна в плоские хлопья с усилием 50 т при одинаковой скорости вращения вальцов. В заключение проводят приблизительно при 160 °С клейстеризацию и сушку в сушилке с псевдокипящим слоем. Обработанные таким образом хлопья можно подавать в заторный аппарат без дальнейшей предварительной обработки. Мука может подаваться в заторный аппарат без предварительной обработки; сироп добавляется в сусловарочный котел перед перекачкой готового сусла на участок осветления и охлаждения. Для дальнейших стадий приготовления осахаренных заторов с кукурузой применяют технологические режимы, используемые для чистого солодового затора, причем, как правило, – двухотварочные способы затирания.
Технология затирания с заменой 15% солода необезжиренной кукурузой
Кукурузную крупку и 10% солода (солод является источником α-амилазы) затирают при 72°С в течение 20-30 мин (для клейстеризации и разжижения). Далее поднимают температуру затора со скоростью 1°С/мин до 100°С и кипятят в течение 20 мин. Остальное количество солода затирают, начиная с 52°С (белковая пауза) в течение 1 часа. По истечении этого времени соединяют солодовый затор с отваркой, повышая температуру общего затора до 63°С (мальтозная пауза). Затем повышают температуру до 72°С со скоростью 1°С/мин и проводят осахаривание. Далее температуру повышают до 76°С и перекачивают на фильтрование.
При использовании кукурузных хлопьев стадия клейстеризации крахмала из режима затирания исключается, так как технология получения кукурузных хлопьев предполагает клейстеризацию во время их приготовления.
Затирание с ячменем как несоложеным материалом
Ячмень без добавления ферментов можно в количестве до 20% перерабатывать с солодом как несоложеное сырье. Существует две возможности предварительной обработки ячменя:
в виде ячменного помола, полученного измельчением очень твердых ячменных зерен в отдельном вальцовом станке или молотковой дробилке; при этом крепко соединенные с эндоспермом оболочки также измельчаются, что следует учитывать при фильтровании затора;
в виде ячменных хлопьев из обрушенного или необрушенного ячменя, полученных плющением в специальном плющильном станке; этот метод, однако очень дорог и его использование в пивоварении приводит к повышенным затратам.
Предварительно подготовленное таким образом ячменное сырье можно перерабатывать вместе с солодовым затором. Если с расщеплением крахмала едва ли возникнут большие проблемы, то с расщеплением белка наверняка будут иметься большие сложности. Самой большой проблемой может стать β-глюкан, так как он пока что не подвергался расщеплению, и здесь следует ожидать затруднений с фильтрованием. Оправдывают себя такие мероприятия, как выдержка паузы при температурах 45-50 °С, оптимальных для эндо-β-глюканазы. Ячмень естественно дает меньше экстракта, чем солод. Примерно 125 кг ячменя (или 120 кг обрушенного ячменя) могут заменить 100 кг солода. Применение ячменя как несоложеного сырья выгодно только в том случае, если цена солода существенно выше и в наличии имеется недорогой ячмень с низким содержанием белка. Ячмень как несоложеное сырье, в случае применения его в количестве более 20%, требует добавления ферментных препаратов.
Одним из основных отличий между солодом и ячменем является целостность клеточных стенок, которые окружают крахмальные гранулы. Следовательно, основная задача при переработке заторов, содержащих ячмень, заключается в эффективном цитолизе. С этой целью используют цитолитические ферменты, а также затирание с одной или двумя отварками.
Известны технологии с предварительным развариванием несоложеного материала под давлением. При этом обнаружено, что с увеличением температуры термической обработки несоложеного ячменя от 100 до 143 °С наблюдается сравнительно равномерное повышение выхода экстракта: с использованием 20% несоложеного ячменя – на 0,7%; 30% - 0,8%; 40% - на 1,1% и 50% - на 1,2%. Продемонстрировано, что с увеличением температуры термической обработки несоложеного ячменя происходит сокращение продолжительности фильтрации затора. При обработке несоложеного сырья при температуре 143°С продолжительность фильтрации заторов сокращается на 12,5-9,6% в зависимости от доли несоложеного ячменя в заторе по сравнению с обработкой его при температуре 100 °С. Однако при этом существенно меняется углеводный состав сусла: в нем увеличивается содержание глюкозы (на 22,8-45,1%), в то время как уровень мальтозы возрастает только на 6,0-7,6%.
Установлено также, что термическая обработка несоложеного ячменя при повышенных температурах способствует гидролитическому расщеплению высокомолекулярных пентозанов до конечных продуктов - ксилозы и арабинозы, причем на долю ксилозы приходится более 70% их общего содержания, что также влияет на качественные показатели пива. Положительным фактором при термической обработке является снижение вязкости заторов и сусла.
При термической обработке происходит изменение азотного состава сусла, возрастает количество растворимого азота в зависимости от доли ячменя в заторе от 5,5% до 13,4%. Увеличение растворимого азота в сусле происходит равномерно за счет всех фракций, однако чем больше несоложеного ячменя в заторе, тем в большей степени возрастает содержание общего растворимого азота, что происходит за счет высокомолекулярных азотистых веществ фракции А (по Лундину). Содержание аминного азота в сусле с повышением температуры обработки несоложеного ячменя со 100 до 138°С остается неизменным. При дальнейшем повышении температуры (до 143°С) уровень аминокислот падает, что связано с усилением реакции меланоидинообразования.
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Описание технологии производства пива «Рецептура №1», «Рецептура №2» и «Рецептура №3»
В технологической схеме производства пива можно выделить несколько этапов (приложение 1):
подготовка воды
дробление зернопродуктов
затирание
фильтрование затора
варка сусла
осветление и охлаждение сусла
брожение
дображивание
2.1.1 Подготовка воды
Для производства используют водопроводную воду. Ее подвергают очистке. Вода из трубопровода проходит через установку водоподготовки 1, где последовательно очищается сначала от грубых механических примесей, затем происходит ультрафильтрация, умягчение и завершающая стадия – обеззараживание при помощи УФ-лампы. Далее вода подается на производство.
2.1.2 Дробление зернопродуктов
Для приготовления представленных в данном проекте сортов пива используют солод ячменный светлый, солод карамельный, кукурузная крупка, рисовая сечка, ячмень. Дробление зернопродуктов проводят при помощи солододробилки 4. Дробление представляет собой процесс измельчения зернопродуктов (солода и несоложеных материалов). Дробление солода необходимо проводить таким образом, чтобы по возможности сохранить целостность зерновой оболочки, которая будет служить фильтрующим слоем в процессе фильтрования затора.
После дробления солода образуется несколько фракций: оболочки, крупная крупка, мелкая крупка и мука. Примерный рекомендуемый состав помола: муки – 20-30%, крупки – 50-60%, шелухи – 20%. При таком соотношении обеспечиваются нормальный режим затирания и фильтрации сусла.
Кукурузная крупка и рисовая сечка чаще всего поступают на предприятие уже в раздробленном виде. Ячмень дробят вместе с солодом, добавляя его небольшими порциями в общую массу солода.
2.1.3 Затирание по одноотварочному совместному способу
При этом способе затирания солода и несоложенного сырья, все сырье затирают одновременно при температуре 40 °С в заторном аппарате 3.
Для того чтобы в период разваривания густой части затора сохранить активность ферментов жидкую часть затора снимают с помощью декантационного устройства и насосом 8 перекачивают в заторный аппарат 5. Для расслоения затора перед декантацией жидкой части мешалку выключают после 20-ти минутной выдержки при температуре 63°С.
Отобранную жидкую часть затора выдерживают отдельно в заторном аппарате 5 до соединения ее с прокипяченной густой частью.
Разваривание густой части затора и клейстеризацию крахмала, оставшихся после отбора жидкой части, осуществляют только после окончания действия имеющихся в заторе ферментов.
После разваривания густая часть затора соединяется с ранее отобранной жидкой частью в заторном аппарате 5 для воздействия ферментов, сохранившихся в жидкой части затора.
Затирание ведут по следующему режиму:
Таблица 2.1 - Режим затирания по одноотварочному совместному способу
| Наименование операции | Температура, °С | Продолжительность, мин. | Примечание |
| Выдержка | при 40 | 20 | |
| Подогрев | до 52 | 10 | |
| Выдержка | при 52 | 30 | |
| Подогрев | до 63 | 10 | |
| Выдержка | при 63 | 30-40 | |
| Откачка жидкой части | 10 | ||
| Подогрев гущи | до 70 | 10 | |
| Выдержка | при 70 | 15-20 | |
| Подогрев | до 100 (быстро) | 20-25 | |
| Кипячение | 30 | ||
| Наименование операции | Температура, °С | Продолжительность, мин. | Примечание |
| Объединение густой части затора с жидкой | 70 | 10 | |
| Выдержка | при 70 | до 30 | Уточняется проверкой на осахаривание в процессе осахаривания |
| Подогрев | до 72-73 | 5 | |
| Выдержка | при 72-73 | до полного осахаривания | |
| Подогрев | до 76 | перекачка затора на фильтрование |
2.1.4 Фильтрование затора
В фильтровании затора различают две стадии: отделение первого сусла и вымывание экстрактивных веществ, содержащихся в дробине (промывание дробины). Сусло и промывная вода должны стекать максимально прозрачными, в противном случае осветление сусла и пива в последующих операциях значительно затрудняется, а готовое пиво может иметь грубый вкус и не свойственную пиву горечь.
Перед перекачиванием затора вымытый фильтрационный аппарат 9 с тщательно уложенными фильтрационными ситами ополаскивают горячей водой. Затем закрывают краны фильтрационной батареи и проверяют плотность закрытия люка для дробины. Для вытеснения воздуха из труб батареи и подситового пространства чана, их заполняют горячей водой снизу так, чтобы вода на 1-1,5 см покрыла сита. При снижении температуры фильтруемого затора вязкость сусла возрастает, поэтому вода для промывания дробины поступает из водонагревателя 2 с температурой 78-80°С.
При непрерывной работе мешалки заторного чана 5 затор быстро перекачивают насосом 8 в фильтрационный аппарат 9 (после освобождения заторного аппарата его промывают от остатков затора, промывную воду также направляют в фильтрационный аппарат). Для предотвращения попадания частиц дробины под сита необходимо следить за тем, чтобы струя затора не была направлена непосредственно на сито.
Далее оставляют затор в полном покое на 25-30 мин для расслаивания до осветления слоя сусла над дробиной. После расслаивания затора следует освободить подситовое пространство и трубки фильтрационной батареи от попавших туда при перекачке частиц дробины. Для этого по одному или попарно быстро открывают и закрывают краны фильтрационной батареи, чтобы вызвать движение жидкости под ситами. Вытекающее мутное сусло возвращают обратно в чан; это повторяют до тех пор, пока из кранов не потечет прозрачное сусло.
Обычно процесс фильтрования затора начинают путем открывания кранов через 5-15 мин после начала перекачивания затора в фильтрационный аппарат. Следует следить, чтобы возврат мутного сусла в фильтрационный аппарат не нарушал фильтрационного слоя. Для этого струя возвращаемого в чан мутного сусла должна направляться на стенку фильтрчана по касательной.
Вытекающее из кранов в приемник фильтрационной батареи прозрачное сусло направляют в сусловарочный аппарат 10.
При фильтровании первого сусла краны фильтрационной батареи открывать полностью не следует. Степень их открытия устанавливается в зависимости от скорости фильтрования с тем, чтобы под ситами не образовалось вакуума и в слой дробины не втягивались верхние, более легкие слои, а также, чтобы под сита не мог попасть воздух, так как все это может значительно замедлять процесс. При фильтровании затора следует стремиться к тому, чтобы первое сусло было отфильтровано наиболее полно для возможности снижения концентрации общего сусла при наборе возможно большего количества промывных вод и снижения потерь экстракта в дробине.
Промывание ведут до массовой доли сухих веществ в промывной воде 0,5%. Если в силу каких-либо причин набор сусла в сусловарочный аппарат закончен при более высокой массовой доле сухих веществ в промывной воде, то промывную воду надо собирать в сборник промывной. Температуру промывной воды в сборнике следует поддерживать не ниже 70 °С.
2.1.5 Кипячение сусла с хмелем
Собранное в сусловарочном аппарате пивное сусло подвергается кипячению с добавлением хмеля. Для охмеления сусла применяют гранулированный хмель или прессованный хмель в виде хмелевых шишек.
В процессе набора в сусле, стекающем из фильтрационного аппарата 9 в сусловарочный аппарат 10, (соответственно и в промывной воде) во избежание инфицирования поддерживают температуру на уровне 63-75 °С. Выше 75°С температуру поднимать не следует в целях сохранения возможно дольше части ферментов в активном состоянии.
Начинать кипячение сусла необходимо после набора всего количества сусла. Сусло должно интенсивно кипеть в течение двух часов. Рекомендуется процесс кипячения проводить с таким расчетом, чтобы количество испаряемой воды составило не менее 5-6% в час.
Норму внесения хмеля или продуктов его переработки (гранулированный хмель, экстракты и т.д.) на 1 дал горячего сусла определяют с учетом величины их горечи (содержанием альфа-кислот) и установленной нормы горьких веществ на 1 дал горячего пивного сусла для данного сорта пива.
Общая продолжительность кипячения сусла с хмелепродуктами должна быть не менее 1,5-2 часов. Конец кипячения сусла определяется по массовой доле сухих веществ в нем, свертыванию белково-дубильных веществ в крупные хлопья и прозрачности горячего сусла. Хорошо прокипяченное сусло в стаканчике при просматривании на яркий свет (на электролампочку) должно быть прозрачным. В нем должны плавать крупные хлопья свернувшихся белков, быстрооседающие на дно стаканчика. Отобранную в цилиндр пробу сусла, помешивая, быстро охлаждают до 20 °С, поместив цилиндр в проточную воду, затем в цилиндр опускают сахарометр и определяют массовую долю сухих веществ. Показание сахарометра должно соответствовать требуемой массовой доле сухих веществ в начальном сусле изготовляемого сорта пива. Если эта величина еще не достигнута, то кипячение сусла продолжают до требуемой массовой доли сухих веществ.
2.1.6 Осветление сусла в гидроциклонном аппарате
Для осветления сусла используют гидроциклонный аппарат, который обеспечивает быстрое отделение от сусла белково-дубильных веществ и размельченной хмелевой дробины, попадающей в гидроциклонный аппарат при использовании брикетированного, гранулированного или другого дробленого хмеля.
Сусло подают в гидроциклонный аппарат 11 насосом 8 через входной патрубок, в котором установлено сопло. Скорость сусла на выходе из сопла 15-20 м/сек. Так как струя сусла направлена тангенциально, создается вращение сусла внутри аппарата, в результате чего взвешенные частицы собираются в центре днища, образуя осадочный конус.
В случае, если по каким-либо причинам не была обеспечена требуемая для осаждения взвесей скорость вращения сусла в аппарате, производят повторную рециркуляцию сусла с помощью насоса в течение 15-20 мин.
Время заполнения гидроциклонного аппарата обычно в пределах 15-20 мин.
После осветления (ориентировочно через 20 мин) сусло перекачивают на охлаждение. Образовавшийся в центре аппарата конусообразный осадок белкового отстоя и хмелевой дробины удаляют из аппарата.
Далее осветленное сусло из гидроциклонного аппарата 11 насосом 8 перекачивают через теплообменник 12, где сусло охлаждается до начальной температуры брожения 8-10°С, в бродильный аппарат 13.
2.1.7 Брожение сусла и дображивание пива
Пивное сусло после теплообменника при температуре 8-10°С направляют в тщательно вымытый и подготовленный аппарат брожения. Дрожжи вводят в бродильный аппарат из расчета 0,5 - 0,6 л на 10 дал сусла. Конкретная величина нормы введения семенных дрожжей устанавливается технологом в зависимости от состава сусла и других условий предприятия с таким расчетом, чтобы было обеспечено быстрое начало брожения сусла.
Брожение ведется по определенному температурному графику, намечаемому технологом, при ежедневном контроле. Температурный режим может уточняться в зависимости от интенсивности брожения, снижения видимого экстракта за предыдущие сутки, фактической температуры пива в аппарате. На третьи сутки допускается подъем температуры до максимальной (11-12°С). Максимальную температуру поддерживают в течение 24-36 ч и постепенно охлаждают чан с тем, чтобы к концу брожения температура плавно понизилась до 6-7°С.
При сбраживании сусла контролем процесса может служить внешний вид сбраживаемого сусла. В этом случае началу брожения соответствует стадия забела, интенсивному брожению – стадия низких и высоких завитков, а в конце брожения на поверхности пива образуется темно-коричневый плотный слой осевшей пены с включением дрожжей, белков и окислившихся хмелевых смол (так называемая «дека»). В этой стадии дрожжи оседают на дно, наступает осветление пива. Для лучшего оседания и осветления пива температуру перед перекачкой резко снижают. Освобожденный от пены участок пива выглядит почти черным, пузырьки двуокиси углерода выделяются редко. Перед перекачиванием молодого пива в аппарат дображивания деку снимают. Перекачивание проводят насосом 14 в аппарат дображивания 15.
Дображивание пива проводится при температуре от 0 до +2 °С в закрытых аппаратах без контакта с воздухом, под давлением двуокиси углерода 39,2-58,8 кПа. Люк в аппарате герметически закрывают и оставляют открытым только воздушный кран, через который вытесняется пивом воздух из аппарата.
Аппарат дображивания заполняют пивом снизу при помощи насоса. Подачу пива прекращают после появления пены из воздушного крана.
После начала активного дображивания и полного вытеснения воздуха аппарат шпунтуют. Момент шпунтования определяется технологом. При шпунтовании к танку присоединяют шпунтаппарат, отрегулированный на давление от 29,4 до 49 кПа. Чем выше температура при дображивании, тем выше должно быть шпунтовое давление (при этом давление не должно превышать разрешенного для данного вида емкости, обычно не выше 58,8 кПа).
Во время дображивания пива должны постоянно контролироваться температура в помещении цеха дображивания и периодически следующие показатели:
интенсивность дображивания пива по величине шпунтового давления;
осветление пива визуально путем взятия пробы из аппарата дображивания;
органолептические показатели, в том числе насыщенность пива CO2, путем взятия пробы из танка.
2.2 Расчет заторного аппарата
Заторные аппараты предназначены для смешивания (затирания) дробленого солода и несоложеных материалов с водой, нагревания, кипячения и осахаривания заторной массы. Смешивание дробленого солода и несоложеного зернового сырья с водой, нагревание и кипячение заторной массы проводят в заторном аппарате, который представляет собой цилиндрический сосуд с двойным сферическим днищем, образующим водяную рубашку, предназначенную для нагревания и кипячения заторной массы. Нагревание воды в водяной рубашке происходит с помощью ТЭНов, установленных под сферическим днищем. Заторный аппарат снабжен вытяжной трубой. Тягу в вытяжной трубе регулируют поворотной заслонкой с помощью лебедки. Лопастная мешалка приводится в движение от электродвигателя через редуктор. Труба, предназначенная для декантации жидкой части затора шарнирно закреплена у основания, а верхний открытый конец ее поддерживается поплавком на небольшой глубине от поверхности жидкости. Освобождается аппарат через трубу, перекрываемую вентилем.
Для направления перекачиваемой заторной массы в заторный или фильтрационный аппараты предназначен распределительный кран. Из соседнего аппарата заторную массу возвращают по трубе.
Для уменьшения потерь теплоты боковые стенки заторных аппаратов покрывают изоляционным слоем, поверх которого укрепляют защитный кожух из тонкой листовой стали.
Объем заторного аппарат можно также определить по массе затираемого солода, принимая, что на 100 кг сухого солода требуется 0,5-0,7 м3 полного объема заторного аппарата.
Полный объем аппарата (в м3) складывается из объема цилиндрической части и объема сферического днища:
![]() , м3 (2.1)
, м3 (2.1)
где D – диаметр корпуса аппарата, м;
H – высота цилиндрической части, м;
h – высота выпуклой части наружной поверхности днища, м;
R – радиус кривизны в вершине днища, м.
Толщину стенки днища (м) рассчитывают по нормам расчета элементов сосудов на прочность
Эта формула справедлива, если выдержано условие.
Если на 100 кг одновременно перерабатываемого сырья требуется в среднем 0,6 м3 полного объема аппарата, то на G1=42 кг потребуется
Необходимая производительность заторного аппарата
Диаметр корпуса заторного аппарат
Радиус кривизны в вершине днища исходя из условия, что R=D равен 0,780 м.
Высота аппарата H складывается из высоты цилиндрической обечайки h2 и высоты выпуклой части наружной поверхности днища h1. H=R=0,780 м.
Высоту выпуклой части наружной поверхности днища найдем по формуле:
![]() (2.2)
(2.2)
![]()
Высота цилиндрической обечайки
![]() (2.3)
(2.3)
![]()
Объем днища заторного аппарата
![]() , м3 (2.4)
, м3 (2.4)
![]()
Объем цилиндрической части заторного аппарата
![]() , м3 (2.5)
, м3 (2.5)
![]()
Высота цилиндрической обечайки
![]() , м (2.6)
, м (2.6)
![]()
Сопоставляем полученную высоту с конструктивным требованием
Н'=0,50∙D, м (2.7)
Н'=0,50·0,7805=0,3902 м.
Так как H отличается от Н', меняем
высоту выпуклой части наружной поверхности днища. Примем h=0,17 м, тогда ![]() =0,0657 м3;
=0,0657 м3; ![]() ;
; ![]()
Площадь поверхности жидкости в аппарате
![]() , м2 (2.8)
, м2 (2.8)
![]()
Площадь сечения вытяжной трубы рассчитывается
f=0,025∙F, м2 (2.12)
f=0,025·0,4782=0,0119 м2.
Определим диаметр вытяжной трубы
![]() , м (2.9)
, м (2.9)
![]()
Коэффициент формы днища заторного аппарата
![]() , (2.10)
, (2.10)
где ![]() – диаметр отверстия для спуска
затора.
– диаметр отверстия для спуска
затора.
Примем ![]() = 0,0635 м, тогда
= 0,0635 м, тогда
![]()
Находим толщину стенки днища по формуле:
![]() , (2.11)
, (2.11)
где – [σ] – допускаемое напряжение при сжатии, МПа;
φ – коэффициент прочности сварного шва, φ=1;
С – прибавка к расчётной толщине, С=0,002 м.
Обычно оптимальными для заторных аппаратов является допускаемое напряжение при сжатии для стенки, изготовленной из стали; [σ]=10 МПа, тогда:
![]()
Проверяем условие справедливого расчёта толщины стенки днища:
![]() ;
;
![]() ;
;![]() ,
,
значит условие выполняется и расчёт можно считать достоверным.
По рассчитанным размерам для массы перерабатываемого солода G=61,2927 кг/ч выбираем стандартный заторный аппарат АЗ-200, производимый ФГУП "Миасский машиностроительный завод", техническая характеристика которого представлена в табл. 2.2.
Таблица 2.2 - Технические характеристики заторного аппарата АЗ-200
| № | Наименование | Характеристика (численное значение) |
| 1. | Вместимость, м3 | 0,2 |
| 2. | Габариты, мм | Ø=800; Н=750 |
| 3. | Мощность привода мешалки, кВт | 0,5 |
| 4. | Передаточное отношение редуктора | 26 |
| 5. | Частота вращения мешалки, об/мин | 54 |
| 6. | Мощность электронагревателя, кВт | 12 |
3. МАТЕРИАЛЬНЫЙ БАЛАНС
3.1 Расчёт основного сырья для пива «Рецептура №1»
Расчет производят на 100 кг зернопродуктов, с последующим пересчетом полученных данных на 1 дал и на годовой выпуск продукции. В расчете учитывают экстрактивность и влажность зернопродуктов, производственные потери экстракта.
Таблица 3.1 - Рецептура пива «Рецептура №1»
| Наименование сырья | Доля сырья, % от массы | Характеристика сырья | |
| Экстрактивность, % на АСВ | Влажность, % | ||
| Солод ячменный светлый | 85 | 78 | 4,5 |
| Рисовая сечка | 5 | 88 | 14 |
| Ячменная крупа | 10 | 72 | 15 |
Таблица 3.2 - Потери по стадиям производства
| № | Потери | Объем потери |
| 1. | При полировке солода, % к массе сырья | 0,5 |
| 2. | Экстракта в солодовой дробине, % к массе зернопродуктов | 1,75 |
| 3. | В хмелевой дробине, шламе при сепарировании, % к объему горячего сусла | 5,8 |
| 4. | В бродильном цехе (от бродильных танков, до танков дображивания), % к объему холодного сусла | 2,5 |
| 5. | В цехе дображивания, % к объему молодого пива | 2,3 |
| 6. | При розливе, % к объему фильтрованного пива | 2,5 |
| 7. | При дроблении ячменя, % | 0,5 |
| 8. | При дроблении риса, % | 1 |
3.1.1 Определение выхода экстракта в варочном цехе из 100 кг зернового сырья
Масса полированного солода Мпс,:
![]() (3.1)
(3.1)
где Мс – масса солода, кг;
Пп – потери солода при полировке, % к массе сырья.
![]() .
.
Масса рисовой сечки после дробления Мрс:
![]() (3.2)
(3.2)
где Мр – масса риса, кг;
Пдр – потери рисовой сечки при дроблении, % к массе сырья.
![]() .
.
Масса ячменной крупы Мяк:
![]() (3.3)
(3.3)
где Мя – масса ячменя, кг;
![]() – потери ячменя при дроблении, %
к массе сырья.
– потери ячменя при дроблении, %
к массе сырья.
![]() .
.
Масса сухих веществ солода ![]() :
:
![]() (3.4)
(3.4)
где Wс – влажность солода, %.
![]()
Масса сухих веществ рисовой сечки ![]() ,:
,:
![]() (3.5)
(3.5)
где Wрс – влажность рисовой сечки, %.
![]()
Масса сухих веществ ячменной крупы ![]() :
:
![]() (3.6)
(3.6)
где Wяк – влажность ячменной крупы, %.
![]()
Масса экстрактивных веществ солода ![]() :
:
![]() (3.7)
(3.7)
где Эс – экстрактивность солода, %.
![]()
Масса экстрактивных веществ рисовой
сечки ![]() :
:
![]() (3.8)
(3.8)
где Эрс – экстрактивность рисовой сечки, %.
![]()
Масса экстрактивных веществ ячменной
крупы ![]() :
:
![]() (3.9)
(3.9)
где Эяк – экстрактивность ячменной крупы, %.
![]()
Общая масса сухих веществ ![]() :
:
![]() (3.10)
(3.10)
![]()
Общая масса экстрактивных веществ ![]() :
:
![]() (3.11)
(3.11)
![]()
Масса сухих веществ оставшихся в дробине Мпэ:
![]() (3.12)
(3.12)
где М – общая масса зернопродуктов, кг;
Пэ – потери экстракта в дробине, %.
![]()
Количество экстракта в горячем сусле на 100 кг зернопродуктов:
![]() (3.13)
(3.13)
где mc, mрс, mяк – масса солода, рисовой сечки и ячменной крупы соответственно, массовая доля, %;
Ес, Ерс и Еяк – экстрактивность солода, рисовой сечки и ячменной крупы соответственно, %;
k – коэффициент потерь экстрактивных веществ в дробине.
![]() (3.14)
(3.14)
где П – потери экстракта в дробине, % к массе зернопродуктов, П=1,75.
![]()
![]()
Масса экстрактивных веществ, оставшихся в дробине:
![]() (3.15)
(3.15)
![]()
3.1.2 Определение количества промежуточных продуктов
Горячее сусло
Масса горячего сусла Мгс:
![]() (3.16)
(3.16)
где е – массовая доля сухих веществ в начальном сусле, согласно рецептуре равна 11%.
![]()
Объем сусла Vс при 20 ºС:
![]() (3.15)
(3.15)
где d – относительная плотность сусла при 20 ºС согласно справочным данным равна 1,0496 кг/дм3;
10 – коэффициент перевода из л в дал.
![]()
Объем горячего сусла Vгс:
![]() (3.16)
(3.16)
где к – коэффициент объемного расширения при нагревании сусла до 100ºС равен 1,04 согласно справочным данным.
С учетом этого коэффициента:
![]()
3.1.2.2 Холодное сусло
Объем холодного сусла Vхс:
![]() (3.17)
(3.17)
где Пох – потери сусла в хмелевой дробине на стадии осветления и охлаждения, %.
![]() .
.
Молодое пиво
Объем холодного пива при сбраживании Vмп:
![]() (3.18)
(3.18)
где Пбр – потери при брожении, %.
![]() .
.
Фильтрованное пиво
Объем фильтрованного пива Vфп:
![]() (3.19)
(3.19)
где Пдф – потери при дображивании и фильтровании, %.
![]() .
.
Готовое пиво
Объем готового пива Vгот:
![]() (3.20)
(3.20)
где Проз – потери при розливе составляют 2,5 %.
![]() .
.
Общие видимые потери по жидкой фазе
Общие видимые потери по жидкой фазе Пвид:
![]() (3.21)
(3.21)
![]() .
.
Общие видимые потери ![]() :
:
![]() (3.22)
(3.22)
![]() .
.
3.1.3 Определение расхода хмеля
При расчете расхода хмеля исходят из норм горьких веществ хмеля на 1 дал горячего сусла, которые для пива данного типа составляют 1,25-1,30 г/дал.
Расход гранулированного хмеля Н:
![]() (3.23)
(3.23)
где Гх – норма горьких веществ хмеля, примем равной 1,25 г/дал горячего сусла;
αх – содержание α-горьких кислот в хмеле, примем равным 5%;
Wх – влажность хмеля, примем равной 12%;
Пх – потери горьких веществ хмеля в ходе технологического процесса, примем равными 11.41%.
![]() .
.
Расход гранулированного хмеля Нгх:
![]() , (3.24)
, (3.24)
![]() .
.
3.1.4 Определение расхода воды для затирания зернопродуктов
Для определения расхода воды на затирание должна быть задана концентрация первого сусла в зависимости от сорта пива. Расчет количества воды для затирания зернопродуктов производится по следующей формуле:
![]() (3.25)
(3.25)
где В – количество воды, потребляемое для затирания 100 кг зернопродуктов, дм3;
Э – экстракт зернопродуктов, % к массе;
N – потери экстрактивных веществ в дробине, % к массе сырья;
С – концентрация первого сусла, % к массе;
1,05 – коэффициент, учитывающий испарение части воды при кипячении отварок.
![]()
Таблица 3.3 - Сводная таблица расчетов солода, воды и хмеля при производстве пива «Рецептура №1»
| № | Продукты | На 100 кг зернового сырья, кг | На 1 дал пива, кг |
| 1. | Солод ячменный светлый | 85 | 1,407 |
| 2. | Рисовая сечка | 5 | 0,083 |
| 3. | Ячменная крупа | 10 | 0,165 |
| 4. | Хмель | 1,612 | 0,027 |
| 5. | Вода | 525,520 | 8,700 |
3.1.5 Определение количества отходов
Зерновая дробина
Количество зерновой дробины Мзд:
![]() (3.26)
(3.26)
где Мпэ - количество сухих веществ, оставшихся в дробине, кг;
Wзд – влажность дробины, примем равной 80%.
![]() .
.
Хмелевая дробина
Количество влажной дробины Мвд, образующейся при производстве 1 дал пива:
![]() (3.27)
(3.27)
где Вхд – выход безводной хмелевой дробины, при влажности 80% примем равным 3,4%.
![]() .
.
Отстой после дображивания
Установлено, что при выдержке пива данного типа получается 1,33 дм3 отстоя дрожжей.
Дрожжи избыточные
При брожении сусла получается 0,8 дм3 избыточных дрожжей влажностью 88% на 10 дал сбраживаемого сусла.
Количество избыточных дрожжей Мдр на 100 кг зернопродуктов:
![]() (3.28)
(3.28)
![]()
Диоксид углерода
На 1 дал готового пива при главном брожении выделяется 150 г диоксида углерода, который может утилизироваться.
3.1.6 Исправимый брак
Исправимый брак составляет 2%.
В табл. 3.4 приведены данные, полученные при расчете на 100 кг зернового сырья.
Таблица 3.4 - Сводная таблица расчетов промежуточных продуктов и отходов при производстве пива «Рецептура №1»
| № | Продукты | Единица измерения | На 100 кг зернового сырья | На 1 дал пива |
| 1. | Горячее сусло | дал | 68,942 | 1,141 |
| 2. | Холодное сусло | дал | 64,944 | 1,075 |
| 3. | Молодое пиво | дал | 63,320 | 1,048 |
| 4. | Фильтрованное пиво | дал | 61,864 | 1,024 |
| 5. | Готовое пиво | дал | 60,317 | 1,000 |
| 6. | Диоксид углерода | кг | - | 0,150 |
| 7. | Хмелевая дробина | кг | 4,540 | 0,075 |
| 8. | Избыточные дрожжи | дм3 | 5,200 | 0,086 |
| 9. | Отстой в аппаратах для дображивания | дм3 | 1,330 | 0,022 |
3.1.7 Расчет тары и вспомогательных материалов
Пиво «Рецептура №1» разливают в кеги.
Количество оборотных алюминиевых бочек (кеги):
![]() (3.29)
(3.29)
zоб – оборачиваемость бочек, 40 оборотов в год;
Gоб –годовой выпуск пива в бочках, дал;
Vоб – вместимость оборотной бочки, дал.
![]()
Необходимое количество кег с учетом 5% износа рассчитывается:
![]()
3.2 Расчёт основного сырья для пива «Рецептура №2»
Таблица 3.5 - Рецептура пива «Рецептура №2»
| Наименование сырья | Доля сырья, % от массы | Характеристика сырья | |
| Экстрактивность, % на АСВ | Влажность, % | ||
| Солод ячменный светлый | 80 | 78 | 4,5 |
| Солод карамельный | 6 | 75 | 4 |
| Кукурузная крупа | 14 | 84,4 | 12,6 |
Таблица 3.6 - Потери по стадиям производства
| № | Потери | Объем потери |
| 1. | При полировке солода, % к массе сырья | 0,5 |
| 2. | Экстракта в солодовой дробине, % к массе зернопродуктов | 1,75 |
| 3. | В хмелевой дробине, шламе при сепарировании, % к объему горячего сусла | 5,8 |
| 4. | В бродильном цехе (от бродильных танков, до танков дображивания), % к объему холодного сусла | 2,5 |
| 5. | В цехе дображивания, % к объему молодого пива | 2,3 |
| 6. | При розливе, % к объему фильтрованного пива | 2,5 |
| 7. | При полировке карамельного солода, % | 0,5 |
| 8. | При дроблении кукурузы, % | 1 |
3.2.1 Определение выхода экстракта в варочном цехе из 100 кг зернового сырья
Масса полированного солода Мпс:
![]() (3.30)
(3.30)
где Мс – масса солода, кг;
Пп – потери солода при полировке, % к массе сырья.
![]() .
.
Масса карамельного солода после дробления Мкс:
![]() (3.31)
(3.31)
где Мкс – масса карамельного солода, кг;
Пдр – потери карамельного солода при дроблении, % к массе сырья.
![]() .
.
Масса кукурузной крупы Мкк:
![]() (3.32)
(3.32)
где Мкк – масса кукурузы, кг;
![]() – потери при дроблении кукурузы,
% к массе сырья.
– потери при дроблении кукурузы,
% к массе сырья.
![]() .
.
Масса сухих веществ солода ![]() :
:
![]() (3.33)
(3.33)
где Wс – влажность солода, %.
![]()
Масса сухих веществ карамельного
солода ![]() :
:
![]() (3.34)
(3.34)
где Wкс – влажность карамельного солода, %.
![]()
Масса сухих веществ кукурузной крупы ![]() :
:
![]() (3.35)
(3.35)
где Wкк – влажность кукурузной крупы, %.
![]()
Масса экстрактивных веществ солода ![]() :
:
![]() (3.36)
(3.36)
где Эс – экстрактивность солода, %.
![]()
Масса экстрактивных веществ
карамельного солода ![]() :
:
![]() (3.37)
(3.37)
где Экс – экстрактивность карамельного солода, %.
![]()
Масса экстрактивных веществ
кукурузной крупы ![]() :
:
![]() , кг (3.38)
, кг (3.38)
где Экк – экстрактивность кукурузной крупы, %.
![]()
Общая масса сухих веществ ![]() :
:
![]() , кг (3.39)
, кг (3.39)
![]()
Общая масса экстрактивных веществ ![]() :
:
![]() , кг (3.40)
, кг (3.40)
![]()
Масса сухих веществ оставшихся в дробине Мпэ:
![]() , кг (3.41)
, кг (3.41)
где М – общая масса зернопродуктов, кг;
Пэ – потери экстракта в дробине, %.
![]()
Количество экстракта в горячем сусле:
![]() (3.42)
(3.42)
где mc, mкс, mкк – масса ячменного солода, карамельного солода и кукурузной крупы соответственно, массовая доля, %;
Ес, Екс и Екк – экстрактивность ячменного солода, карамельного солода и кукурузной крупы крупы соответственно, %;
k – коэффициент потерь экстрактивных веществ в дробине:
![]() (3.43)
(3.43)
где П – потери экстракта в дробине, % к массе зернопродуктов, П=1,75.
![]()
![]()
Масса экстрактивных веществ, оставшихся в дробине:
![]() , кг (3.44)
, кг (3.44)
![]()
3.2.2 Определение количества промежуточных продуктов
Горячее сусло
Масса горячего сусла Мгс:
![]() , кг (3.45)
, кг (3.45)
где е – массовая доля сухих веществ в начальном сусле, согласно рецептуре равна 14%.
![]()
Объем сусла Vс при 20 ºС:
![]() , дал (3.46)
, дал (3.46)
где d – относительная плотность сусла при 20 ºС согласно справочным данным равна 1,0496 кг/дм3; 10 – коэффициент перевода из л в дал.
![]()
Объем горячего сусла Vгс:
![]() , (3.47)
, (3.47)
где к – коэффициент объемного расширения при нагревании сусла до 100ºС равен 1,04 согласно справочным данным.
С учетом этого коэффициента:
![]()
3.2.2.2 Холодное сусло
Объем холодного сусла Vхс:
![]() , дал (3.48)
, дал (3.48)
где Пох – потери сусла в хмелевой дробине на стадии осветления и охлаждения, %.
![]() .
.
Молодое пиво
Объем холодного пива при сбраживании Vмп:
![]() , дал (3.49)
, дал (3.49)
где Пбр – потери при брожении, %.
![]() .
.
Фильтрованное пиво
Объем фильтрованного пива Vфп:
![]() , дал (3.50)
, дал (3.50)
где Пдф – потери при дображивании и фильтровании, %.
![]() .
.
Готовое пиво
Объем готового пива Vгот:
![]() , дал (3.51)
, дал (3.51)
где Проз – потери при розливе составляют 2,5 %.
![]() .
.
Общие видимые потери по жидкой фазе
Общие видимые потери по жидкой фазе Пвид:
![]() , дал (3.52)
, дал (3.52)
![]() .
.
Общие видимые потери ![]() :
:
![]() , % (3.53)
, % (3.53)
![]() .
.
3.2.3 Определение расхода хмеля
При расчете расхода хмеля исходят из норм горьких веществ хмеля на 1 дал горячего сусла, которые для пива данного типа составляют 1,25-1,30 г/дал.
Расход гранулированного хмеля Н:
![]() , г/дал (3.54)
, г/дал (3.54)
где Гх – норма горьких веществ хмеля, примем равной 1,25 г/дал горячего сусла;
αх – содержание α-горьких кислот в хмеле, примем равным 5%;
Wх – влажность хмеля, примем равной 12%;
Пх – потери горьких веществ хмеля в ходе технологического процесса, примем равными 11.41%.
![]() .
.
Расход гранулированного хмеля Нгх:
![]() , (3.55)
, (3.55)
3.2.4 Определение расхода воды для затирания зернопродуктов
Для определения расхода воды на затирание должна быть задана концентрация первого сусла в зависимости от сорта пива. Расчет количества воды для затирания зернопродуктов производится по следующей формуле:
![]() (3.56)
(3.56)
где В – количество воды, потребляемое для затирания 100 кг зернопродуктов, дм3;
Э – экстракт зернопродуктов, % к массе;
N – потери экстрактивных веществ в дробине, % к массе сырья;
С – концентрация первого сусла, % к массе;
1,05 – коэффициент, учитывающий испарение части воды при кипячении отварок.
![]()
Таблица 3.7 - Сводная таблица расчетов солода, воды и хмеля при производстве пива «Рецептура №2»
| № | Продукты | На 100 кг зернового сырья, кг | На 1 дал пива, кг |
| 1. | Солод ячменный светлый | 80 | 1,6678 |
| 2. | Карамельный солод | 6 | 0,1251 |
| 3. | Кукурузная крупа | 14 | 0,2919 |
| 4. | Хмель | 1,2797 | 0,0267 |
| 5. | Вода | 449,7514 | 9,38 |
3.2.5 Определение количества отходов
Зерновая дробина
Количество зерновой дробины Мзд, кг:
![]() , кг (3.57)
, кг (3.57)
где Мпэ - количество сухих веществ, оставшихся в дробине, кг;
Wзд – влажность дробины, примем равной 80%.
![]() .
.
Хмелевая дробина
Количество влажной дробины Мвд, образующейся при производстве 1 дал пива:
![]() , кг (3.58)
, кг (3.58)
где Вхд – выход безводной хмелевой дробины, при влажности 80% примем равным 3,4%.
![]() .
.
Отстой после дображивания
Установлено, что при выдержке пива данного типа получается 1,33 дм3 отстоя дрожжей.
Дрожжи избыточные
При брожении сусла получается 0,8 дм3 избыточных дрожжей влажностью 88% на 10 дал сбраживаемого сусла.
Количество избыточных дрожжей Мдр на 100 кг зернопродуктов:
![]() (3.59)
(3.59)
![]() .
.
Диоксид углерода
На 1 дал готового пива при главном брожении выделяется 150 г диоксида углерода, который может утилизироваться.
3.2.6 Исправимый брак
Исправимый брак составляет 2%.
В табл. 3.8 приведены данные, полученные при расчете на 100 кг зернового сырья.
Таблица 3.8 - Сводная таблица расчетов промежуточных продуктов и отходов при производстве пива «Рецептура №2»
| № | Продукты | Единица измерения | На 100 кг зернового сырья | На 1 дал пива |
| 1. | Горячее сусло | дал | 54,735 | 1,141 |
| 2. | Холодное сусло | дал | 51,562 | 1,075 |
| 3. | Молодое пиво | дал | 50,273 | 1,048 |
| 4. | Фильтрованное пиво | дал | 49,116 | 1,024 |
| 5. | Готовое пиво | дал | 47,888 | 1,000 |
| 6. | Диоксид углерода | кг | - | 0,15 |
| 7. | Хмелевая дробина | кг | 4,54 | 0,095 |
| 8. | Избыточные дрожжи | дм3 | 0,086 | |
| 9. | Отстой в аппаратах для дображивания | дм3 | 1,33 | 0,028 |
3.2.7 Расчет тары и вспомогательных материалов
Пиво «Рецептура №2» разливают в кеги.
Количество оборотных алюминиевых бочек (кеги) вычисляют:
![]() (3.60)
(3.60)
zоб – оборачиваемость бочек, 40 оборотов в год;
Gоб –годовой выпуск пива в бочках, дал;
Vоб – вместимость оборотной бочки, дал.
![]()
Необходимое количество кег с учетом 5% износа рассчитывается:
![]()
3.3 Расчёт основного сырья для пива «Рецептура №3»
Таблица 3.9 - Рецептура пива «Рецептура №3»
| Наименование сырья | Доля сырья, % от массы | Характеристика сырья | |
| Экстрактивность, % на АСВ | Влажность, % | ||
| Солод ячменный светлый | 85 | 78 | 4,5 |
| Рисовая сечка | 9 | 88 | 14 |
| Кукурузная крупа | 6 | 84,4 | 12,6 |
Таблица 3.10 - Потери по стадиям производства
| № | Потери | Объем потери |
| 1. | При полировке солода, % к массе сырья | 0,5 |
| 2. | Экстракта в солодовой дробине, % к массе зернопродуктов | 1,75 |
| 3. | В хмелевой дробине, шламе при сепарировании, % к объему горячего сусла | 5,8 |
| 4. | В бродильном цехе (от бродильных танков, до танков дображивания), % к объему холодного сусла | 2,5 |
| 5. | В цехе дображивания, % к объему молодого пива | 2,3 |
| 6. | При розливе, % к объему фильтрованного пива | 2,5 |
| 7. | При дроблении кукурузы, % | 1 |
| 8. | При дроблении риса, % | 1 |
3.3.1 Определение выхода экстракта в варочном цехе из 100 кг зернового сырья
Масса полированного солода Мпс:
![]() , кг (3.61)
, кг (3.61)
где Мс – масса солода, кг;
Пп – потери солода при полировке, % к массе сырья.
![]()
Масса рисовой сечки после дробления Мрс:
![]() , кг (3.62)
, кг (3.62)
где Мр – масса риса, кг;
Пдр – потери рисовой сечки при дроблении, % к массе сырья.
![]() .
.
Масса кукурузной крупы Мкк:
![]() , кг (3.63)
, кг (3.63)
где Мкк – масса кукурузы, кг;
![]() – потери кукурузы при
изготовлении крупы, % к массе сырья.
– потери кукурузы при
изготовлении крупы, % к массе сырья.
![]() .
.
Масса сухих веществ солода ![]() :
:
![]() , кг (3.64)
, кг (3.64)
где Wс – влажность солода, %.
![]()
Масса сухих веществ рисовой сечки ![]() :
:
![]() , кг (3.65)
, кг (3.65)
где Wрс – влажность рисовой сечки, %.
![]()
Масса сухих веществ кукурузной крупы ![]() :
:
![]() , кг (3.66)
, кг (3.66)
где Wкк – влажность кукурузной крупы, %.
![]()
Масса экстрактивных веществ солода ![]() :
:
![]() , кг (3.67)
, кг (3.67)
где Эс – экстрактивность солода, %.
![]()
Масса экстрактивных веществ рисовой
сечки ![]() :
:
![]() , кг (3.68)
, кг (3.68)
где Эрс – экстрактивность рисовой сечки, %.
![]()
Масса экстрактивных веществ
кукурузной крупы ![]() :
:
![]() , кг (3.69)
, кг (3.69)
где Экк – экстрактивность кукурузной крупы, %.
![]()
Общая масса сухих веществ ![]() :
:
![]() , (3.70)
, (3.70)
![]()
Общая масса экстрактивных веществ ![]() :
:
![]() , кг (3.71)
, кг (3.71)
![]()
Масса сухих веществ оставшихся в дробине Мпэ:
![]() , кг (3.72)
, кг (3.72)
где М – общая масса зернопродуктов, кг;
Пэ – потери экстракта в дробине, %.
![]()
Масса экстрактивных веществ, оставшихся в дробине:
![]() , кг (3.73)
, кг (3.73)
![]()
3.3.2 Определение количества промежуточных продуктов
Горячее сусло
Масса горячего сусла Мгс:
![]() , кг (3.74)
, кг (3.74)
где е – массовая доля сухих веществ в начальном сусле, согласно рецептуре равна 11%.
![]()
Объем сусла Vс при 20 ºС:
![]() , дал (3.75)
, дал (3.75)
где d – относительная плотность сусла при 20 ºС согласно справочным данным равна 1,0496 кг/дм3;
10 – коэффициент перевода из л в дал.
![]()
Объем горячего сусла Vгс:
![]() , дал (3.76)
, дал (3.76)
где к – коэффициент объемного расширения при нагревании сусла до 100 ºС равен 1,04 согласно справочным данным.
С учетом этого коэффициента:
![]()
Холодное сусло
Объем холодного сусла Vхс:
![]() , дал (3.77)
, дал (3.77)
где Пох – потери сусла в хмелевой дробине на стадии осветления и охлаждения, %.
![]() .
.
Молодое пиво
Объем холодного пива при сбраживании Vмп:
![]() , дал (3.78)
, дал (3.78)
где Пбр – потери при брожении, %.
![]() .
.
Фильтрованное пиво
Объем фильтрованного пива Vфп:
![]() , дал (3.79)
, дал (3.79)
где Пдф – потери при дображивании и фильтровании, %.
![]() .
.
Готовое пиво
Объем готового пива Vгот:
![]() , дал (3.80)
, дал (3.80)
где Проз – потери при розливе составляют 2,5 %.
![]() .
.
Общие видимые потери по жидкой фазе
Общие видимые потери по жидкой фазе Пвид:
![]() , дал (3.81)
, дал (3.81)
![]() .
.
Общие видимые потери ![]() :
:
![]() , % (3.82)
, % (3.82)
![]() .
.
3.3.3 Определение расхода хмеля
При расчете расхода хмеля исходят из норм горьких веществ хмеля на 1 дал горячего сусла, которые для пива данного типа составляют 1,25-1,30 г/дал.
Расход гранулированного хмеля Н:
![]() , г/дал (3.83)
, г/дал (3.83)
где Гх – норма горьких веществ хмеля, примем равной 1,25 г/дал горячего сусла;
αх – содержание α-горьких кислот в хмеле, примем равным 5%;
Wх – влажность хмеля, примем равной 12%;
Пх – потери горьких веществ хмеля в ходе технологического процесса, примем равными 11.41%.
![]() .
.
Расход гранулированного хмеля Нгх:
![]() , г/100 кг (3.84)
, г/100 кг (3.84)
![]() .
.
3.3.4 Определение расхода воды для затирания зернопродуктов
Для определения расхода воды на затирание должна быть задана концентрация первого сусла в зависимости от сорта пива. Расчет количества воды для затирания зернопродуктов производится по следующей формуле:
![]() (3.85)
(3.85)
где В – количество воды, потребляемое для затирания 100 кг зернопродуктов, дм3;
Э – экстракт зернопродуктов, % к массе;
N – потери экстрактивных веществ в дробине, % к массе сырья;
С – концентрация первого сусла, % к массе;
1,05 – коэффициент, учитывающий испарение части воды при кипячении отварок.
![]()
Таблица 3.11 - Сводная таблица расчетов солода, воды и хмеля при производстве пива «Рецептура №3»
| № | Продукты | На 100 кг зернового сырья, кг | На 1 дал пива, кг |
| 1. | Солод ячменный светлый | 85 | 1,508 |
| 2. | Рисовая сечка | 9 | 0,160 |
| 3. | Кукурузная крупа | 6 | 0,106 |
| 4. | Хмель | 1,504 | 0,027 |
| 5. | Вода | 535,076 | 9,490 |
3.3.5 Определение количества отходов
Зерновая дробина
Масса зерновой дробины Мзд:
![]() , кг (3.86)
, кг (3.86)
где Мпэ - количество сухих веществ, оставшихся в дробине, кг;
Wзд – влажность дробины, примем равной 80%.
![]() .
.
Хмелевая дробина
Масса влажной дробины Мвд, образующейся при производстве 1 дал пива:
![]() , кг (3.87)
, кг (3.87)
где Вхд – выход безводной хмелевой дробины, при влажности 80% примем равным 3,4%.
![]() .
.
Отстой после дображивания
Установлено, что при выдержке пива данного типа получается 1,33 дм3 отстоя дрожжей.
Дрожжи избыточные
При брожении сусла получается 0,8 дм3 избыточных дрожжей влажностью 88% на 10 дал сбраживаемого сусла.
Количество избыточных дрожжей Мдр на 100 кг зернопродуктов:
![]() (3.88)
(3.88)
![]() .
.
Диоксид углерода
На 1 дал готового пива при главном брожении выделяется 150 г диоксида углерода, который может утилизироваться.
3.3.6 Исправимый брак
Исправимый брак составляет 2%.
В табл. 3.12 приведены данные, полученные при расчете на 100 кг зернового сырья.
Таблица 3.12 - Сводная таблица расчетов промежуточных продуктов и отходов при производстве пива «Рецептура №3»
| № | Продукты | Единица измерения | На 100 кг зернового сырья | На 1 дал пива |
| 1. | Горячее сусло | дал | 64,320 | 1,141 |
| 2. | Холодное сусло | дал | 60,589 | 1,075 |
| 3. | Молодое пиво | дал | 59,075 | 1,048 |
| 4. | Фильтрованное пиво | дал | 57,716 | 1,024 |
| 5. | Готовое пиво | дал | 56,273 | 1,000 |
| 6. | Диоксид углерода | кг | - | 0,150 |
| 7. | Хмелевая дробина | кг | 4,540 | 0,075 |
| 8. | Избыточные дрожжи | дм3 | 4,850 | 0,086 |
| 9. | Отстой в аппаратах для дображивания | дм3 | 1,330 | 0,024 |
3.3.7 Расчет тары и вспомогательных материалов
Пиво «Рецептура №3» разливают в кеги.
Количество оборотных алюминиевых бочек (кеги) вычисляют:
![]() (3.89)
(3.89)
zоб – оборачиваемость бочек, 40 оборотов в год;
Gоб –годовой выпуск пива в бочках, дал;
Vоб – вместимость оборотной бочки, дал.
![]()
Необходимое количество кег с учетом 5% износа рассчитывается:
![]()
4. АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
4.1 Общие сведения о системах управления в пищевой промышленности
Характерным свойством систем управления, определяющим их как особый класс динамических систем, является использование текущей информации об управляемых и управляющих воздействиях при реализации обратных и компенсирующих связей, предназначенных для обеспечения оптимального качества управления по выбранному критерию. Критерием эффективности пищевых производств принято считать стандартное качество выпускаемых продуктов питания.
4.1.1 Обоснование применения АСУТП в пищевой промышленности
Развитие пищевой промышленности является одной из главных составляющих хозяйственной и производственной программ государства, существенно влияющих на благосостояние трудящихся, так как продукция пищевой промышленности характеризуется широким ассортиментом и массовостью спроса. Реализация этих программ требует системного подхода в целенаправленном изучении различных вопросов метрологии и сертификации, а также контроля и управления технологическими процессами с использованием современных технологий при производстве высококачественных и экологически безопасных продуктов питания.
Для пищевой промышленности характерны непрерывные, дискретные или непрерывно-дискретные производства. Системы их управления должны обеспечить требуемое протекание различных технологических процессов путем поддержания оптимальных режимов работы технологического оборудования, гарантирующих выпуск качественных полуфабрикатов или готовой продукции, что невозможно без использования современных разработок теории и практики автоматического управления, анализа технологических процессов, агрегатов и их комплексов как объектов управления, построения математических моделей и алгоритмов оптимального управления технологическими процессами, создания систем автоматического и автоматизированного управления с использованием вычислительной техники.
Повышение мощности, сложности и стоимости технологических комплексов и систем как объектов управления, ужесточение требований к качеству продукции, охране окружающей среды и безопасности персонала, а также обеспечение длительной работоспособности оборудования являются экономическими и социальными предпосылками к непрерывному совершенствованию систем управления.
Благодаря использованию вычислительной техники, обеспечивающей возможность формирования, хранения и обработки больших массивов информации, созданы условия, позволяющие освободить человека от выполнения однообразных интеллектуальных функций, связанных с получением и обработкой информации, а также принятием решений по управлению производством.
Использование программно-управляемого комплекса упрощает адаптацию к изменяющимся условиям производства и делает реальным эволюционное совершенствование управления технологическими процессами в основном за счет изменения программного обеспечения.
4.1.2 Основные понятия и определения теории автоматического управления
Развитие систем управления технологическими процессами пищевых производств проходит ряд качественных ступеней, связанных с применением соответствующих автоматических средств, которые обеспечивают полное или частичное освобождение обслуживающего персонала от выполнения функций контроля и управления.
На ранней стадии развития автоматические средства обеспечивали формирование различных местных локальных систем автоматизации: автоматического контроля и сигнализации; автоматического регулирования; автоматического пуска и остановки оборудования; автоматической защиты.
В локальных системах автоматизации для крупных аппаратов, технологических агрегатов и линий создаются местные пункты контроля и управления, значительно улучшающие условия работы обслуживающего персонала.
Для управления сложными, территориально распределенными технологическими процессами применяют современные технические средства - микропроцессорную технику и современные экономико-математические методы, обеспечивающие автоматический сбор и обработку информации, необходимой для осуществления управления.
Наука об общих принципах и методах построения автоматически действующих устройств и систем называется автоматикой. Автоматика – это совокупность механизмов и устройств, действующих автоматически. Как известно, эффективность систем контроля и управления зависит от рационального выбора функций и типа технических средств. Функции систем контроля и управления подразделяют по назначению на основные и вспомогательные, а по содержанию – на информационные, вычислительные и управляющие.
К основным функциям относят те, что обеспечивают достижение целей функционирования ОУ и/или обмен информацией со смежными автоматическими системами контроля (АСК) и системами автоматического управления (САУ).
К вспомогательным функциям относят функции, направленные на достижение необходимой точности, надежности и других показателей качества функционирования средств контроля и управления.
Информационные функции – это совокупность операций и процедур, которые обеспечивают получение, обработку и представление информации о состоянии ОУ или систем контроля и управления оперативному персоналу или в смежные системы.
Управляющие функции – это совокупность операций и процедур, которые обеспечивают выработку и реализацию управляющих воздействий на ОУ или САУ.
Состав основных функций системы управления определяется целями ее функционирования.
К основным информационным функциям относят: измерение и контроль технологических параметров; подготовку и передачу информации в смежные системы контроля и управления; вычисление технико-экономических показателей и показателей качества продукции и т.п.
Состав вспомогательных функций определяется обеспечением работоспособности систем контроля и управления.
Работоспособным называют состояние, при котором значения всех параметров, характеризующих способность системы выполнять свои функции, соответствуют требованиям нормативно-технической документации.
Эффективность работы ОУ значительно зависит от материальных и людских ресурсов, необходимых для обеспечения поддержания ОУ и систем контроля и управления в работоспособном состоянии в течение всего срока эксплуатации.
Состояние объекта (системы), при котором значение хотя бы одного параметра не соответствует указанным требованиям, является неработоспособным.
Событие, заключающееся в нарушении работоспособности объекта, называют отказом.
Функции системы, управляющей работоспособностью автоматизированного ОУ, следующие: техническое диагностирование; реконфигурация (изменение) структуры объекта; аварийная защита; управление резервами; техническое обслуживание и ремонт.
Техническое диагностирование является информационной функцией и включает контроль, поиск и оценку глубины изменения технического состояния ОУ.
Реконфигурация структуры системы (объекта) предусматривает сохранение наименьшей скорости снижения ее работоспособности. Эта функция осуществляется путем поиска вариантов допустимой структуры, изменения связей и режимов функционирования элементов системы, использование автоматической защиты, предупреждающей об аварийном состоянии ОУ.
Функция управления резервами обеспечивает ввод дополнительных (резервных) элементов, направленных на сохранение работоспособности объекта и контроль достигнутых результатов. В зависимости от вида резерва различают функциональное, техническое и алгоритмическое резервирование.
Проведение работ по обслуживанию и ремонту объекта определяется выбранной стратегией, под которой следует понимать назначение времени, объема и метода проведения указанных работ. Техническое обслуживание и ремонт производятся с учетом информации о выполнении функций управления резервами.
Автоматизация пищевых производств базируется на развитии систем двух видов. Первый – местные (локальные) системы автоматизации аппаратов, агрегатов, установок, механизмов, линий, реализующих для части технологического процесса функции автоматического контроля и сигнализации, автоматического регулирования, автоматического пуска и остановки технологического оборудования, автоматической защиты.
Автоматический контроль и сигнализация предназначены для выполнения непрерывного измерения, записи параметров, характеризующих состояние и работу технологического оборудования, а также для формирования предупредительных сигналов при отклонении этих величин от допустимых пределов.
Автоматическое регулирование поддерживает постоянство или закономерное изменение регулируемых величин, обеспечивающих безопасность, надежность и эффективность эксплуатации технологического оборудования.
Автоматический пуск и остановка обеспечивают запуск в действие технологического оборудования по сигналу из пункта управления, но при наличии определенной совокупности внешних условий. При этом соблюдаются последовательность операций и координация их между собой.
Автоматическая защита предохраняет действующее оборудование от аварий. Она выводит из действия все технологическое оборудование или его часть, которой непосредственно грозит авария из-за неисправности автоматизированного оборудования, порчи регуляторов или неправильных действий обслуживающего персонала. К автоматической защите относятся также устройства блокировки, допускающие выполнение операции по включению в действие или по отключению элементов оборудования только в заданной последовательности.
В зависимости от степени участия оператора в процессе управления различают следующие режимы:
автоматического управления автоматический режим, при котором управление происходит без участия оператора, но по его заданию и при его контроле;
полуавтоматического управления полуавтоматический режим (автоматизированный режим), при котором реализация основных командных операций по управлению возлагается на оператора;
ручного управления – ручной режим, при котором все операции по управлению осуществляются оператором.
Автоматическое, автоматизированное и ручное управление обеспечивают заданный порядок и последовательность пуска, работы и остановки механизмов и устройств, участвующих в процессе, путем введения соответствующих блокировок.
В зависимости от места расположения командной аппаратуры управление в автоматизированном и ручном режимах может быть местным (аппаратура управления устанавливается непосредственно у оборудования) либо дистанционным. Местное управление необходимо для ввода системы в автоматический режим для проведения проверочных, наладочных и ремонтных работ. При этом блокировка и сигнализация, необходимые для защиты оборудования, должны действовать в местном режиме.
Системы автоматического контроля и сигнализации осуществляют измерение физических величин, т.е. выполняют операцию измерения и устанавливают соответствие между результатом измерения и заданным значением этой величины, а также информируют оперативный персонал о состоянии параметров технологического процесса (технологическая сигнализация) и состоянии оборудования (производственная сигнализация).
По назначению сигнализация подразделяется на рабочую, предупреждающую и аварийную. Выбор вида сигнализации зависит от конкретных условий и характера процесса.
4.1.3 Информация. Виды информации
В общем случае информация – это поток знаков и символов, это сообщение, знания о каком-либо событии, о чьей-либо деятельности и т.п. На основе информации осуществляется функционирование любой управляющей системы (людей, машин, животных).
Информация – это сведения об окружающем мире и протекающих в нем процессах, воспринимаемые человеком или специализированным устройством, например компьютером, для обеспечения целенаправленной деятельности.
Информация возникает в процессе производства и управления. Она присуща лишь организованным системам, способным воспринимать информацию и изменяться под влиянием внешних и внутренних воздействий.
В управлении информация играет главную роль, развиваясь и видоизменяясь под воздействием экономических факторов, научно-технического прогресса, внешней среды, потребностей производства, организации процесса управления.
Поток информации – это совокупность данных, являющаяся частью какой-либо информации, рассматриваемая в процессе ее движения в пространстве и времени в одном направлении' при условии, что у этих данных есть общий источник и общий приемник. Например, в производстве совокупность всех сведений, передаваемых из объекта управления (технологический процесс) источник, а система управления – адресат.
Внутри предприятия (объединения), между его подразделениями циркулирует огромное количество информации о запасах сырья, наличии мощностей (оборудования) и рабочей силы, номенклатуре выпускаемой продукции и т.п.
Информация по своей физической природе может быть числовой, текстовой, графической, звуковой, видео- и др. Она также может быть постоянной (неменяющейся), переменной, случайной, вероятностной. Наибольший интерес для нас представляет переменная информация, так как она позволяет выявлять причинно-следственные связи в процессах и явлениях.
Классификация (систематизация) информации, циркулирующей в любом технологическом объекте, необходима для организации единой системы ее хранения, накопления, отображения и управления.
Всю сформированную информацию можно разделить на входную, выходную и промежуточную.
Входная информация представляет собой совокупность исходных данных, необходимых для решения задач управления. К ним относятся все первичные (оприорные) данные, нормативно-справочная информация, а также промежуточные данные, полученные в результате решения других задач.
К выходной информации относится информация, получаемая как результат решения задач управления, предназначенная для непосредственного использования в формировании управляющего воздействия.
Промежуточная информация содержит результаты решения промежуточных задач (например, результаты состояния полуфабрикатов), используемые в качестве исходных данных при решении задач управления.
По способу обработки данных информация подразделяется на текстовую, алфавитную, цифровую, алфавитно-цифровую и графическую. Большое значение при машинной обработке информации имеет ее разделение по стабильности на переменную и постоянную.
Переменная информация отображает количественные и качественные характеристики производственных процессов и событий. Переменная информация для каждого фиксируемого технологического процесса может изменяться как по значениям параметров данных, так и по их количественной величине. Переменная информация, как правило, участвует в одном цикле обработки сырья, в связи с чем ее иногда называют разовой.
Постоянная информация остается неизменной в течение длительного периода времени и многократно используется в операциях.
В условиях функционирования систем управления постоянная информация должна быть записана на машинном носителе. Это позволит создавать постоянно действующие массивы (банк) данных, участвующие в решении многих задач управления.
Из всей совокупности информации, используемой при автоматизированной обработке данных, особенно выделяются нормативно-справочные данные (например, пищевая и энергетическая ценность сырья и продукта), которые в течение длительного времени остаются постоянными и многократно используются при решении различных задач управления.
4.2 Описание системы управления технологическим процессом в производстве пива
При проектировании наряду с подбором оборудования решаются вопросы автоматического контроля и регулирования отдельных операций, создания автоматизированных производственных линий, дистанционного управления технологическим процессом; предусматриваются технические средства связи; автоматическая звуковая и световая сигнализация, диспетчерская телефонная связь и т.д.
Выбору средств автоматизации предшествует анализ технологического процесса с установлением его специализации, непрерывности, устойчивости, допустимых колебаний регулируемых параметров, времени переходного процесса. При этом подбираются оптимальные режимы переходных процессов, позволяющие применить системы автоматического регулирования.
К мероприятиям по разработке новых прогрессивных технологических процессов относится и автоматизация, на ее основе проектируется высокопроизводительное технологическое оборудование, осуществляющее рабочие и вспомогательные процессы без непосредственного участия человека.
Производство пива связано с периодическими и непрерывными процессами. Наличие периодических процессов ограничивает производительность оборудования, затрудняет их управление. Разработка и внедрение непрерывных процессов производства является актуальной задачей.
Одним из основных решений в обеспечении указанных условий является включение в процесс производства пива автоматической системы управления и контроля технологического процесса (АСУТП), что позволяет с оптимальной производительностью, высокой точностью и стабильностью соблюдать технологию приготовления пива на всех этапах, начиная с приёмки солода и заканчивая отпуском готовой продукции на линии розлива, а так же вести учет расхода солода, дрожжей и других расходных материалов.
На пивоваренных предприятиях применяется автоматизация регулирования по следующим параметрам: температура, уровень, количество и плотность жидких продуктов. Для автоматизации контроля и регулирования варки, варочные агрегаты оснащаются пультами управления, на которых сосредоточен комплекс приборов.
Наряду с исполнительными механизмами предусмотрена проверочная блокировочная система.
При использовании бродильных аппаратов и аппаратов для дображивания, устанавливаемые в охлаждаемых помещениях, автоматизации подлежат следующие технологические операции: регулирование и контроль температуры в помещении, в котором установлены аппараты брожения и дображивания. В помещении где размещаются аппараты главного брожения, оптимальные условия технологического процесса обеспечивает холодильная машина CAE 4450\SHS-18; в помещении для аппаратов дображивания холодильная машина CAJ 9480\SHS-18.
В заторно-варочном отделении пивоваренного завода производится пивное сусло, а в бродильном – спиртовое брожение сахаров сусла и превращение его в пиво. Процесс производства пивного сусла состоит из следующих основных операций: смешивание солода с водой, нагрев массы до 50-52°С и выдержка 30 мин (белковая пауза), нагрев массы до 60-62°С и выдержка 20 мин (мальтозная пауза), нагрев до 70-72°С и выдержка 30 мин (осахаривание), нагрев массы до 76 °С и выдержка 10 мин, разделение на твердую и жидкую фракции (фильтрация), кипячение жидкой фракции с хмелем (охмеление), осаждение взвешенных частиц. Отстоявшееся охмеленное сусло охлаждают в охладителе охмеленного сусла до температуры 12°С и перекачивают насосом в аппарат брожения.
Система автоматизации позволяет автоматически контролировать и программно регулировать температуру массы в заторных, варочных котлах и вспомогательных емкостях. Процесс тепловой обработки массы паром состоит из ряда последовательных операций типа «Подъем температуры до заданного значения», «Выдержка времени при фиксировании значения температуры» и др. В табл. 4.1 представлена спецификация основного оборудования для производства пива.
Таблица 4.1 - Спецификация основного оборудования для производства пива
| Поз. | Параметры среды, измеряемые параметры | Наименование и техническая характеристика | Марка | Количество | Примечание |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
1.1 1.2 1.3 |
Температура в аппарате, tmax=105 °C | Преобразователь сопротивления медный, диапазон измеряемых температур от -50 °С до +200 °С | ТСМ-50М «Овен» | 3 | На щите |
| 2.1 | Сусло, вода, моющее средство | Насос центробежный для различных сред, диапазон рабочих температур от -50 °С до +250 °С | П8-ОНЦ 6,3\20 | 1 | На щите |
| 3.1 | Вода | Водонагреватель, диапазон рабочих температур от -10 °С до +110 °С | Ariston | 1 | По месту |
| 4.1 | Пиво, вода моющее средство | Насос поверхностный для различных сред, диапазон рабочих температур от -10 °С до +50 °С | МХНМ-203Е | 1 | По месту |
| 5.1 | Охлаждение отделения брожения | Холодильная машина, 0,7 кВт, 220 В, 50 Гц | CAE 4450\SHS-18 | 1 | На щите |
| 6.1 | Охлаждение отделения дображивания | Холодильная машина, 1 кВт, 220 В, 50 Гц | CAJ 9480\SHS-18 | 1 | На щите |
В приложении 4 представлена технологическая схема автоматизации мини пивоваренного завода, которая обеспечивает поэтапный контроль за ходом процесса с обязательным соблюдением продолжительности выдержек при заданной температуре, исключает возможность подогрева в период выдержки и в интервале между отварками, слежение за температурой во время брожения.
Холодная вода из установки водоподготовки 1 подается в водонагреватель 2, где подогревается до необходимой температуры. Из водонагревателя 2 горячая вода подается в заторный аппарат 3. Сюда же из зернодробилки 4, подается несоложенное сырье и часть солода для проведения отварки. Одновременно с этим в другой заторный аппарат 5 подается холодная вода из системы водоподготовки 1 и солод из зернодробилки 4.
В заторных аппаратах температура контролируется с помощью датчиков температуры (ТЕ 1.1 и ТЕ 1.2). Диапазон измеряемых температур от -50°C до +200°C. Термоэлектрические преобразователи температуры предназначены для измерения температур пищевых продуктов и работают в комплекте с милливольтметрами и потенциометрами. Основная погрешность измерения: не ниже 0,05%. В термометрах сопротивления используется свойство металлических проводников изменять свое сопротивление в определенной зависимости от температуры. Зная эту зависимость и измерив при помощи какого-либо прибора величину сопротивления проводника, можно определить его температуру. Материалы, которые используются для изготовления чувствительных элементов термометров сопротивления, должны обладать, возможно, большим и стабильным температурным коэффициентом сопротивления, химической устойчивостью при нагревании. Этим требованием удовлетворяет платина и медь, реже никель и железо. Термометры сопротивления медные типа ТСМ-50М обладают большой инерционностью, измерение температур в пределах от -50 °С до +200 °С. Управление мешалками в заторных аппаратах 3 и 5 производится кнопками управления, связанными с электродвигателями 6 и 7 соответственно.
После проведения отварки, заторная масса из заторного аппарата 3 центробежным насосом 8 (НСА 2.1) подается в заторный аппарат 5, где выдерживаются необходимые паузы. Далее из заторного аппарата 5 насосом 8 заторная масса перекачивается в фильтрационный аппарат 9. В фильтрационном аппарате затор разделяется на сусло и дробину. Дробина удаляется, а сусло поступает в сусловарочный аппарат 10.
В сусловарочном аппарате температура контролируется с помощью датчика температуры (ТЕ 1.3).
Из сусловарочного аппарата 10 насосом 8 сусло подается в гидроциклонный аппарат 11 и далее насосом 8 (НСА 2.1) в пластинчатый теплообменник 12, где охлаждается до 10 °С. Датчиком температуры является стеклянный ртутный термометр, которым периодически измеряют температуру сусла на линии выхода из теплообменника. Из теплообменника сусло поступает в аппарат брожения 13 центробежным насосом 8 (НСА 2.1).
Из аппарата брожения 13 молодое пиво перекачивается в аппарат дображивания 15 поверхностным насосом 14 (НСА 4.1).
Разработка полной автоматизации процесса на пивоваренном предприятии малой мощности нецелесообразна, поскольку большинство процессов проще вести при ручном регулировании клапанов и задвижек, включении и выключении температуры и т.д. из-за особенностей ведения процесса приготовления пива на таких предприятиях. К тому же установка полностью автоматизированной линии приготовления напитка невыгодна с экономической точки зрения, поскольку это техническое решение неминуемо приведет к удорожанию готового продукта.
5. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
5.1 Опасные и вредные производственные факторы
Основными опасными и вредными производственными факторами на мини-пивоваренном предприятии ООО «Старая телега» являются:
повышенное значение напряжения в электрической цепи (технологическое оборудование на предприятии работает на напряжении 380 В);
повышенная (t=100 °С) или пониженная температура (t=10 °С) поверхностей оборудования (заторные аппараты, сусловарочные аппараты);
повышенная температура (t=30-32 °С) воздуха рабочей зоны (варочное отделение);
повышенное содержание диоксида углерода (более 20 мг/м3) в бродильном отделении;
повышенный уровень шума и вибрации на рабочем месте;
повышенный уровень пыли (отделение дробления солода).
5.2 Характеристика веществ по токсичности
По степени воздействия вредные вещества в пивоваренной промышленности относятся к следующим классам опасности, представленные в табл. 5.1.
Таблица 5.1 - Определение класса опасности вредных веществ
| Наименование вредных веществ | ПДК мг/м3 | Класс опасности |
| Диоксид углерода | 9000 | 4 |
| Пыль зерновая | 4 | 2 |
| Щелочь | 0,5 | 2 |
Диоксид углерода бесцветный, обладающий слегка кисловатым вкусом и запахом, газ. Диоксид углерода не горит и не поддерживает горение. Относительная масса по сравнению с воздухом – 1,529.
Диоксид углерода обладает наркотическим удушающим действием. Атмосферный воздух содержит 0,04% диоксида углерода. При содержании диоксида углерода в воздухе в количестве свыше 4% происходит раздражение дыхательных путей, шум в ушах, головокружение, головная боль.
По степени воздействия диоксид углерода относится к четвертому классу опасности. Это малоопасные вредные вещества, концентрация вредных веществ в воздухе более 10 мг/м3. Согласно Гигиеническим нормативам ГН 2.2.5.2100-06 «Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны» и Дополнению N 2 к ГН 2.2.5.1313-03, ПДК углерода диоксида (двуокиси углерода, углекислого газа) составляет: максимальная разовая - 27000 мг/м3, среднесменная - 9000 мг/м3.
Пыль, образующаяся при измельчении
зернопродуктов, представляет пожаро- и взрывоопасность; витающая в воздухе
взрывоопасна, осевшая на строительные конструкции и оборудование
пожароопасна. Частицы зерновой, мучной пыли во взвешенном состоянии обладают
большой суммарной поверхностью соприкосновения с кислородом воздуха. Это
повышает химическую активность пыли и ускоряет горение.
Взрыву предшествуют воспламенение и горение аэрозоля, которые отличаются от
взрыва меньшей скоростью распространения. Например, если при горении скорость
распространения пламени колеблется в пределах от 5 до 10 м/с, то при взрыве она
достигает 500 м/с. Нижний предел взрывоопасной концентрации для зерновой пыли
от 40 до 90 г/м3. Воспламеняется и горит не только пыль, находящаяся во
взвешенном состоянии, но и пыль осевшая – аэрогель. Аэрогель горит медленнее,
чем аэрозоль, и только с поверхности осевшего слоя. Тем не менее при внезапных
ударах или встряхивании поверхностей, покрытых осевшей пылью, может произойти
взрыв вследствие перехода аэрогеля в аэрозоль со взрывоопасной концентрацией.
Вот почему очень опасна не только взвешенная в воздухе пыль, но и пыль, осевшая
даже тонким слоем на оборудовании, стенах, потолке и строительных конструкциях
зданий. Внутри оборудования и рабочих помещений взрывы пылевоздушных смесей
начинаются с первичных «хлопков» и вспышек. Затем в результате ударной волны
встряхивается и воспламеняется пыль (аэрозоль), находящаяся в помещении, что
влечет за собой повторный взрыв. По степени воздействия относится ко второму
классу опасности. Это опасные вещества, предельно-допустимая концентрация
зерновой пыли составляет 4 мг/м3.
Для мойки и дезинфекции оборудования используют щелочные растворы. Концентрация щелочных растворов (1,5–2%) определяется автоматически с помощью электронного измерения электропроводности. Предельно-допустимая концентрация вредных веществ в щелочи составляет 0,5 мг/м3. По степени воздействия относится ко второму классу опасности. Это опасные вещества, концентрация вредных веществ составляет 0,1-1 мг/м3. Воздействие на организм человека: раздражение дыхательных путей, органов зрения, головокружение, головная боль.
5.3 Безопасное ведение технологического процесса
Солод и зернопродукты, используемые для производства пива, измельчают на зернодробилке. В помещении где установлена зернодробилка необходимо соблюдать следующие требования:
перед началом работы включить приточно-вытяжную вентиляцию;
в случае образования завала солода, зернодробилку необходимо выключить и ликвидировать завал;
удаление посторонних предметов проводить только специальным инструментом.
Запрещается:
оставлять работающую дробилку без надзора;
удалять посторонние предметы при работающей дробилке;
зажигать спички и вносить открытый огонь в запыленное помещение.
Правила техники безопасности в варочном отделении:
перед началом работы необходимо включить приточно-вытяжную вентиляцию;
запрещается включать заторный и сусловарочный аппараты, не проверив наличие воды в парогенераторе;
с целью предупреждения выплеска кипящего сусла, заполнение сусловарочного аппарата проводят не выше установленного уровня.
перед открыванием крышки заторного и сусловарочного аппаратов необходимо выпустить пар через клапан.
Безопасность в отделении брожения и дображивания:
опасными и вредными производственными факторами являются электрический ток и двуокись углерода. Содержание углекислого газа в воздухе рабочей зоны не должно превышать 0,1%. Прежде чем войти в помещение, необходимо проверить функционирование вытяжной вентиляции;
так как температура в отделениях пониженная, то входить в них необходимо только в теплой одежде;
периодически проверяют исправность шпунт-аппаратов и манометров, следят за давлением в аппаратах дображивания;
перед внутренним осмотром емкости, необходимо убедиться в отсутствии углекислого газа в ней.
Использование моющих и дезинфицирующих растворов:
химические вещества для приготовления дезинфицирующих средств хранят в отдельном закрытом помещении;
перед началом работы включают вентиляцию;
при работе используют средства индивидуальной защиты (резиновые перчатки, защитные очки, маски);
после дезинфекции все оборудование, аппаратуру тщательно промывают водой до полного удаления дезинфицирующего раствора.
5.4 Применение систем защиты
Фильтры установки водоподготовки оборудованы манометрами и предохранительными пневматическими клапанами. Для управления работой и обеспечения нормальных и безопасных условий эксплуатации сусловарочный аппарат, заторные аппараты, емкости дображивания снабжены манометрами, предохранительными клапанами, спускными вентилями, термометрами ТСМ-50М «Овен», водомерными устройствами.
Заторные аппараты имеют гладкую поверхность для удобства очистки, а также оборудованы водяной рубашкой, якорными мешалками и термометрами ТСМ-50М «Овен».
На запорной арматуре трубопроводов вывешены таблички с указанием стрелки направления движения пара, горячей воды, продуктов производства.
На электродвигателях центробежного насоса П8-ОНЦ 6,3\20 и поверхностного насоса МХНМ-203Е наносятся указательные стрелки, указывающие направление вращения.
Большую опасность представляет внезапный пуск приводов 6 и 7 (Приложение 1) мешалок в заторных аппаратах 3 и 5 во время ремонта, чистки или смазки. Конструкции пусковых устройств исключают возможность случайного пуска. С этой целью кнопки снабжены подсветкой и расположены так, чтобы исключить случайное нажатие. Кнопки «Стоп» окрашены в красный цвет, «Пуск» – в зеленый.
Зернодробилка имеет опасные зоны места с вращающимися и движущимися частями – вальцы, привод электродвигателя. Эти опасные зоны тщательно ограждены защитным кожухом из нержавеющей стали со специальными дверцами для облегчения осмотра, ремонта и чистки. Вальцы закрыты сверху защитной решеткой.
5.5 Герметизация оборудования, проверка на герметичность
Предупреждение несчастных случаев в значительной степени зависит от правильного пуска установки, поэтому пуску установки должно уделяться большое внимание. Перед пуском тщательно проверяют контрольно-измерительные приборы, герметичность баков, соединений трубопроводов, правильность установки и надежность креплений соединительных шлангов.
Для обеспечения герметичности всего оборудования используют сварные емкости. Трубопроводы подсоединяются к емкостям с помощью резьбового соединения.
Резьбовое соединение – разъёмное соединение деталей машин при помощи винтовой или спиральной поверхности. Это соединение наиболее распространено из-за его многочисленных достоинств. К ним можно отнести надежность, технологичность, взаимозаменяемость, массовость. В простейшем случае для соединения необходимо закрутить две детали, имеющие резьбы с подходящими друг к другу параметрами. Для рассоединения необходимо произвести действия в обратном порядке.
Для уплотнения вращающихся соединений (вращающихся валов) используются сальниковые устройства с уплотнительной набивкой, работающие на принципе осевого напряжения. На производстве применены данные уплотнения на всех насосах.
Для уплотнения вращающихся валов приводом мешалок на заторных аппаратах 3 и 6 применяются манжетные уплотнения, обеспечивающие герметичность узлов машин при различных температурах, давлениях, скоростях. Основное преимущество простота в изготовлении и монтаже.
Для безопасной эксплуатации на производстве важное значение имеют гидравлические и пневматические испытания емкостей и трубопроводов.
При заполнении аппарата дображивания водой принимаются меры, исключающие возможность образования в системе воздушных мешков. С этой целью штуцера в верхней части аппарата оставляют открытыми для выхода воздуха, которые при появлении воды закрываются. Давление в емкости поднимают медленно и равномерно, не допуская при этом ударов и толчков, внимательно наблюдая за показанием приборов и испытываемым оборудованием.
После испытания оборудования давление медленно снижают, и испытываемый аппарат подвергают тщательному осмотру по всем узлам, частям и соединениям.
При проведении пневматических испытаний (аппарат дображивания) значительно увеличивается опасность разрушения емкостей, поэтому запрещено их производить в действующих цехах. Оборудование перевозят на специальную площадку, для испытаний используют воздух от передвижного компрессора.
5.6 Компоновка производственного помещения
При размещении и установке оборудования должно предусматриваться: основные проходы в местах пребывания работающих, а также по фронту обслуживания оборудования шириной не менее 2,0 м; проходы у оконных проемов, доступных с пола или площадки, шириной не менее 1,0 м. Размеры любой площадки должны быть достаточными для разборки и чистки аппаратов и их частей без загромождения рабочих проходов, основных и запасных выходов и площадок лестниц, т.е. не менее 0,8 м; продольные и поперечные проходы для обслуживания машин и механизмов на площадках, галереях шириной не менее 0,8 м. Ширину к одиночным рабочим местам следует принимать не менее 0,7 м.
Площадки, расположенные на высоте 0,5 м от пола, переходные мостики, лестницы к ним, имеют ограждение перилами высотой не менее 1,0 м, сплошную зашивку снизу бортом высотой не менее 0,15 м. Высота от пола площадки обслуживания до низа выступающих конструкций перекрытия должна быть не менее 1,8 м.
Лестницы выполняются шириной не менее 0,7 м, при переносе тяжестей – не менее 1 м. Уклон лестниц не более 45˚. Для подступа к редко обслуживаемому оборудованию допускаются лестницы с уклоном 60˚ или стремянки.
Поверхность металлических площадок и ступеней лестниц должна выполняться из просечно-вытяжной или рифленой листовой стали.
5.7 Пожарная безопасность
5.7.1 Определение категорий помещений по пожарной безопасности
Для предприятия пивоваренной промышленности определение класса опасной зоны по взрывам и пожарной безопасности производится согласно НПБ 105 – 03 «Определение категорий помещений, зданий и наружных установок по взрывопожарной и пожарной безопасности», представлены в табл. 5.2:
Таблица 5.2 - Определение категорий помещений по взрывопожарной и пожарной безопасности
| Наименование помещения | Класс опасной зоны по ПЭУ | Класс пожаробезопасности | Категория зданий по НПБ 105-03 |
| Склад солода | П-IIа | Повышенной опасности | В |
| Отделение дробления солода | П-II | Особо опасное | Б |
| Варочное отделение | П-IIа | Повышенной опасности | В |
| Отделение брожения | П-III | Малоопасное | Д |
| Отделение дображивания | П-III | Малоопасное | Д |
По классу опасной зоны склад солода и варочное отделение относятся к категории П-IIа. Это зоны, расположенные в помещениях, в которых обращаются твердые горючие вещества. Отделение дробления солода относится по классу опасной зоны к категории П-II. Это зоны, расположенные в помещениях, в которых выделяются горючие пыли или волокна с нижним концентрационным пределом воспламенения более 65 г/м3 к объему воздуха.
Отделение брожения и отделение дображивания относятся по классу опасной зоны к категории П-III. Это зоны расположенные вне помещения зоны, в которых обращаются горючие жидкости с температурой вспышки выше 61°С или твердые горючие вещества.
Склад солода и варочное отделение относятся к пожароопасной категории В, согласно НПБ 105-03, т.к. используются горючие и трудногорючие жидкости, твердые горючие и трудногорючие вещества и материалы (в том числе пыли и волокна), вещества и материалы, способные при взаимодействии с водой, кислородом воздуха или друг с другом только гореть, при условии, что помещения, в которых они имеются в наличии или обращаются, не относятся к категориям А или Б. Отделение дробления солода относится к пожароопасной категории Б, это взрывопожароопасное помещение, где находятся горючие пыли или волокна, легковоспламеняющиеся жидкости с температурой вспышки более 28°С, горючие жидкости в таком количестве, что могут образовывать взрывоопасные пылевоздушные или паровоздушные смеси, при воспламенении которых развивается расчетное избыточное давление взрыва в помещении, превышающее 5 кПа.
В пожароопасных отделениях и на оборудовании, представляющем опасность взрыва или воспламенения, должны быть вывешены знаки, запрещающие пользование открытым огнем, а также знаки, предупреждающие об осторожности при наличии воспламеняющихся веществ. Руководитель предприятия, цеха обязан ознакомить всех работающих со знанием таких знаков.
В каждом подразделении должна быть разработана руководителем соответствующего подразделения конкретная инструкция о мерах пожарной безопасности, согласованна с местной пожарной охраной, утверждена руководителем предприятия, изучена в системе производственного обучения и вывешена на видном месте.
5.7.2 Применение средств пожаротушения
Средствами пожаротушения в отделении дробления солода является: огнетушители ОУ-5, ОП-5. Они расположены на стеллажах и стойках в помещениях. Также производственные помещения обеспечены первичными средствами пожаротушения: пожарными кранами. Количество огнетушителей определяется согласно ППБ-01-93 в зависимости от категорий помещений. Огнетушители располагаются на видных местах вблизи от выходов из помещений на высоте не более 1,5 м.
На предприятии необходимо предусматривать подачу звукового и светового сигналов, предупреждающих о превышении в воздушной среде помещений концентраций взрывоопасных веществ, превышающих установленные нормативы.
5.8 Разработка инструкции по охране труда для пивовара
1. Общие требования безопасности
2. Требование безопасности перед началом работы
3. Требования безопасности во время работы
4. Требования безопасности в аварийной ситуации
5. Требования безопасности по окончании работы
5.8.1 Общие требования безопасности
На пивовара могут воздействовать опасные и вредные производственные факторы (подвижные части механического оборудования, повышенная температура поверхностей оборудования, изделий; повышенная температура воздуха рабочей зоны; пониженная влажность воздуха; повышенная или пониженная подвижность воздуха; повышенное значение напряжения в электрической цепи; острые кромки, заусенцы и неровности поверхностей оборудования, инвентаря; вредные вещества в воздухе рабочей зоны; физические перегрузки).
Пивовар извещает своего непосредственного руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, происшедшем на производстве, об ухудшении состояния своего здоровья, в том числе о проявлении признаков острого заболевания.
Пивовару следует:
- оставлять верхнюю одежду, обувь, головной убор, личные вещи в гардеробной;
- перед началом работы мыть руки с мылом, надевать чистую санитарную одежду, подбирать волосы под колпак или косынку или надевать специальную сеточку для волос;
- работать в чистой санитарной одежде, менять ее по мере загрязнения;
- после посещения туалета мыть руки с мылом;
- при производстве пива, изделий снимать ювелирные украшения, коротко стричь ногти;
- не принимать пищу на рабочем месте.
5.8.2 Требование безопасности перед началом работы
Застегнуть одетую санитарную одежду на все пуговицы (завязать завязки), не допуская свисающих концов одежды.
Не закалывать одежду булавками, иголками, не держать в карманах одежды острые, бьющиеся предметы.
Проверить работу местной вытяжной вентиляции, воздушного душирования и оснащенность рабочего места необходимым для работы оборудованием, инвентарем, приспособлениями и инструментом.
Подготовить рабочее место для безопасной работы:
- обеспечить наличие свободных проходов;
- удобно и устойчиво разместить запасы сырья, продуктов, инструмент, приспособления в соответствии с частотой использования и расходования;
- проверить внешним осмотром:
- достаточность освещения рабочей поверхности;
- отсутствие свисающих и оголенных концов электропроводки;
- надежность закрытия всех токоведущих и пусковых устройств оборудования;
- наличие и надежность заземляющих соединений (отсутствие обрывов, прочность контакта между металлическими нетоковедущими частями оборудования и заземляющим проводом);
- наличие, исправность, правильную установку и надежное крепление ограждения движущихся частей оборудования (зубчатых, цепных, клиноременных и других передач, соединительных муфт и т.п.), нагревательных поверхностей;
- отсутствие посторонних предметов внутри и вокруг оборудования;
- наличие и исправность приборов безопасности, регулирования и автоматики (наличие клейма или пломбы; сроки клеймения приборов; даты освидетельствования сосудов, работающих под давлением; нахождение стрелки манометра на нулевой отметке; целостность стекла; отсутствие повреждений, влияющих на показания контрольно-измерительных приборов);
- отсутствие трещин, выпучин, значительных утолщений стенок сосудов, пропусков в сварочных швах, течи в заклепочных и болтовых соединениях, разрывов прокладки и т.п. в варочном и водогрейном оборудовании;
Произвести необходимую сборку оборудования, правильно установить и надежно закрепить съемные детали и механизмы.
Проверить работу механического оборудования, пускорегулирующей аппаратуры на холостом ходу.
5.8.3 Требования безопасности во время работы
Выполнять только ту работу, по которой прошел обучение, инструктаж по охране труда и к которой допущен работником, ответственным за безопасное выполнение работ.
Не допускать к своей работе необученных и посторонних лиц.
Применять необходимые для безопасной работы исправное оборудование, инструмент, приспособления; использовать их только для тех работ, для которых они предназначены.
Соблюдать правила перемещения в помещении и на территории организации, пользоваться только установленными проходами.
Содержать рабочее место в чистоте, своевременно убирать с пола рассыпанные (разлитые) продукты, сырье.
Не загромождать рабочее место, проходы к нему и между оборудованием, столами, стеллажами, проходы к пультам управления, рубильникам, пути эвакуации и другие проходы порожней тарой, инвентарем, излишними запасами продуктов.
Использовать средства защиты рук при соприкосновении с горячими поверхностями инвентаря
Вентили, краны на трубопроводах открывать медленно, без рывков и больших усилий. Не применять для этих целей молотки, гаечные ключи и другие предметы.
Переносить продукты, сырье только в исправной таре. Не загружать тару более номинальной массы брутто.
Не использовать для сидения случайные предметы (ящики, бочки и т.п.), оборудование.
Во время работы с использованием электромеханического оборудования:
- соблюдать требования безопасности, изложенные в эксплуатационной документации заводов-изготовителей оборудования;
- использовать оборудование только для тех работ, которые предусмотрены инструкцией по его эксплуатации;
- перед загрузкой оборудования продуктом убедиться, что приводной вал вращается в направлении, указанном стрелкой на его корпусе;
- предупреждать о предстоящем пуске оборудования работников, находящихся рядом;
- включать и выключать оборудование сухими руками и только при помощи кнопок «пуск» и «стоп»;
- снимать и устанавливать сменные части оборудования осторожно, без больших усилий и рывков;
- надежно закреплять сменные исполнительные механизмы, рабочие органы, инструмент;
- загрузку оборудования продуктом производить через загрузочное устройство равномерно, при включенном электродвигателе, если иное не предусмотрено руководством по эксплуатации завода-изготовителя;
- соблюдать нормы загрузки оборудования;
- проталкивать продукты в загрузочное устройство специальным приспособлением (толкателем, пестиком и т.п.);
- удалять остатки продукта, очищать рабочие органы оборудования при помощи деревянных лопаток, скребков и т.п.;
- осматривать, регулировать, устранять возникшую неисправность оборудования, устанавливать (снимать) рабочие органы, извлекать застрявший продукт, очищать использованное оборудование только после того, как оно остановлено с помощью кнопки "стоп", отключено пусковым устройством, на котором вывешен плакат "Не включать! Работают люди!", и после полной остановки вращающихся и подвижных частей, имеющих опасный инерционный ход.
При использовании электромеханического оборудования:
- не работать со снятыми с оборудования заградительными и предохранительными устройствами, с открытыми дверками, крышками, кожухами;
- не поправлять ремни, цепи привода, не снимать и не устанавливать ограждения во время работы оборудования;
- не превышать допустимые скорости работы;
- не извлекать руками застрявший продукт;
- не переносить (передвигать) включенное в электрическую сеть нестационарное оборудование;
- не оставлять без надзора работающее оборудование, не допускать к его эксплуатации необученных и посторонних лиц;
- не складывать на оборудование инструмент, продукцию.
Соблюдать осторожность при работе с эссенциями, моющим и дезинфицирующим растворами, не допускать их разбрызгивания.
Хранить моющие и дезинфицирующие растворы в промаркированной посуде с закрытой крышкой в специально выделенном месте.
Переносить бачки с дезинфицирующим раствором вдвоем.
5.8.4 Требования безопасности в аварийной ситуации
При возникновении поломки оборудования, угрожающей аварией на рабочем месте или в цехе: прекратить его эксплуатацию, а также подачу к нему электроэнергии, газа, воды, сырья, продукта и т.п.; доложить о принятых мерах непосредственному руководителю (лицу, ответственному за безопасную эксплуатацию оборудования) и действовать в соответствии с полученными указаниями.
В аварийной обстановке: оповестить об опасности окружающих людей, доложить непосредственному руководителю о случившемся и действовать в соответствии с планом ликвидации аварий.
При обнаружении запаха газа в помещении:
- открыть окна и двери, проветрить помещение;
- перекрыть вентили на подводящих газопроводах к жарочным шкафам, пищеварочным котлам, плитам и т.п.;
- не включать и не выключать электроприборы, освещение, вентиляцию;
- исключить пользование открытым огнем.
Если после проветривания и проверки всех газовых кранов запах газа не исчезнет, перекрыть газ на вводе в здание, сообщить об этом администрации организации, а при необходимости - вызвать работников аварийной газовой службы.
Для удаления просыпанных пылящих порошкообразных веществ надеть очки и респиратор. Небольшое их количество осторожно удалить влажной тряпкой или пылесосом.
Пострадавшему при травмировании, отравлении и внезапном заболевании должна быть оказана первая (доврачебная) помощь и, при необходимости, организована его доставка в учреждение здравоохранения.
5.8.5 Требования безопасности по окончании работы
Выключить и надежно обесточить оборудование при помощи рубильника или устройства его заменяющего и предотвращающего случайный пуск. На пусковом устройстве вывесить плакат "Не включать! Работают люди!".
Произвести разборку, чистку и мойку оборудования: механического - после остановки движущихся частей с инерционным ходом, теплового - после полного остывания нагретых поверхностей.
Не производить уборку мусора, отходов непосредственно руками, использовать для этих целей щетки, совки и другие приспособления.
Не охлаждать нагретую поверхность жарочного шкафа, плиты и другого теплового оборудования водой.
Закрыть вентили (краны) на трубопроводах пара, холодной и горячей воды.
6. РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
6.1 «Живое» пиво в России и в мире
«Живое» пиво становится всё более популярным в нашей стране. Как ясно из названия, в таком пиве содержатся живые клетки пивных дрожжей, что обусловливает как вкусовые качества, так и функциональные свойства напитка. Конечно, по-настоящему «живое» пиво в процессе производства не подвергается ни фильтрации, ни пастеризации, ни химической обработке.
В России рынок живого пива находится в стадии становления, как и рынок нефильтрованного пива, который за несколько лет вырос в два раза и составил 0,7%. В некоторых крупных городах доля нефильтрованного пива достигает 10%, и популярность его продолжает бурно расти с распространением осведомленности потребителя. Уже сегодня наличие в ассортименте нефильтрованных сортов считается хорошим тоном среди рестораторов и продавцов.
Совокупный пивной рынок в последние годы показывает устойчивый рост. За 2004 год объём потребления увеличился на 12% и составил 830 млн. дал. Россияне всё больше отдают предпочтение пенному напитку, выпивая в год порядка 51 литра на душу населения. Этот показатель вырос с 1995 года более чем в три раза, и, по прогнозам специалистов, достигнет к 2010 году 80 литров. Не вызывает сомнения то, что с насыщением рынка традиционным европейским пивом потребители переключат свое внимание на уникальные, «штучные» сорта. Заметим также, что, по результатам опросов, покупатели всегда считают местное, производимое у них пиво самым лучшим.
Интересно, что структура потребления пива в России приближается сегодня к европейской, в том числе по соотношению тарированного и разливного напитка. Россияне всё больше тяготеют к барам, поэтому эксперты прогнозируют рост сегмента бочкового пива. Среди тарированного пива наибольшей популярностью пользуются стеклянные бутылки объемом 0,5 л, хотя доля их медленно, но стабильно уменьшается в пользу ПЭТФ-тары даже в премиальном секторе.
Помимо уникальности и высокого качества «живого» пива, на объем его продаж огромное влияние имеет маркетинговая стратегия и сбыт. Развитие малого пивоварения зависит от умения пивоваров грамотно продвинуть свой продукт. По словам представителей некоторых региональных кафе, в которых продается «живое» пиво, посетители не всегда знают, что это такое, и бывают приятно удивлены, попробовав его случайно. В таких заведения примерно четвертая часть всего продаваемого пива нефильтрованное, и эта доля возрастает в разы с повышением пивной грамотности потребителей, когда производители и продавцы разъясняют покупателю интересные нюансы, придумывают необычные маркетинговые ходы.
Грамотная рыночная политика является одной из самых важных составляющих успеха микро-пивоварни. И те производители, которые с фантазией представят свой товар, имеют все шансы на стабильные продажи.
6.2 Исходные данные для экономического обоснования внедрения технологии
Целью экономического расчета является выявление экономической целесообразности получения пива по отварочной технологии, расчет его себестоимости и экономического эффекта, получаемого от внедрения проекта. Для этого необходимо сравнить себестоимость и прибыль до модернизации и после внедрения отварочной технологии.
Мощность заторного аппарата составляет 3000 дал в год. Необходимо рассчитать срок окупаемости оборудования.
6.3 Расчет единовременных затрат для внедрения отварочной технологии
Для определения амортизационных отчислений и затрат на текущий ремонт необходимо знать стоимость оборудования, она представлена в табл. 6.1:
Таблица 6.1 - Расчет технологического оборудования
| Наименование оборудования | Мощность, кВт | Оптовая цена, руб. | Количество | Сумма, руб. | Потребляемая мощность, кВт |
| Аппарат заторный АЗ-200 | 12 | 150000 | 1 | 150000 | 12 |
| Затраты на монтаж | 26250 | ||||
| Затраты на доставку | 18750 | ||||
| ИТОГО | 195000 |
Итоговую сумму стоимости оборудования получаем в результате суммирования затрат:
Сст об = 150000+26250+18750=195000 руб.
Годовые амортизационные отчисления находим по формуле:
![]() , руб. (6.1)
, руб. (6.1)
где Nа – норма амортизации, для технологического оборудования принимаем 12 %;
Ст – стоимость оборудования, руб.
![]()
6.4 Расчет текущих затрат
Под текущими затратами (издержками производства) понимается сумма затрат на сырье, основные и вспомогательные материалы, полуфабрикаты, топливо и все виды энергетических затрат, заработная плата с начислениями (годовой фонд заработной платы рассчитывается исходя из планового количества рабочего времени на год на одного рабочего и штатного расписания цеха или установки), амортизация, затраты на ремонт оборудования, общезаводские и цеховые расходы.
6.4.1 Расчет текущих затрат до модернизации
Расчет затрат по сырью, материалам приведен в табл. 6.2:
Таблица 6.2 - Расчет затрат на сырье и основные материалы до модернизации
| Наименование материала | Единица измерения | Расход на 3000 дал | Цена за единицу изделия, руб. | Сумма, руб. |
| «Старая телега светлое» | ||||
| Солод светлый | кг | 4905,226072 | 50 | 245261,304 |
| Хмель | кг | 81 | 800 | 64800 |
| Дрожжи | л | 150 | 100 | 15000 |
| ИТОГО | 325061,304 | |||
| Транспортно-заготовительные расходы | 16253,0652 | |||
| ИТОГО | 341314,369 | |||
6.4.2 Расчет текущих затрат после модернизации
Расчет затрат по сырью, материалам приведен в табл. 6.3:
Таблица 6.3 - Расчет затрат на сырье и основные материалы после модернизации
| Наименование материала | Единица измерения | Расход на 1000 дал | Цена за единицу изделия, руб. | Сумма, руб. |
| «Рецептура №1» | ||||
| Солод светлый | кг | 1407 | 50 | 70350 |
| Рисовая сечка | кг | 83 | 20 | 1660 |
| Ячменная крупа | кг | 165 | 12 | 1980 |
| Хмель | кг | 27 | 800 | 21600 |
| Дрожжи | л | 50 | 100 | 5000 |
| ИТОГО | 100590 | |||
| Транспортно-заготовительные расходы | 5029,5 | |||
| ИТОГО | 105619,5 | |||
| «Рецептура №2» | ||||
| Солод светлый | кг | 1668 | 50 | 83400 |
| Солод карамельный | кг | 125 | 60 | 7500 |
| Крупа кукурузная | кг | 292 | 14 | 4088 |
| Хмель | кг | 27 | 800 | 21600 |
| Дрожжи | л | 50 | 100 | 5000 |
| ИТОГО | 121588 | |||
| Транспортно-заготовительные расходы | 6079,4 | |||
| ИТОГО | 127667,4 | |||
| «Рецептура №3» | ||||
| Солод светлый | кг | 1508 | 50 | 75400 |
| Рисовая сечка | кг | 160 | 20 | 3200 |
| Крупа кукурузная | кг | 106 | 14 | 1484 |
| Хмель | кг | 27 | 800 | 21600 |
| Дрожжи | л | 50 | 100 | 5000 |
| Наименование материала | Единица измерения | Расход на 1000 дал |
Цена за единицу изделия, руб. |
Сумма, руб. |
| ИТОГО | 106684 | |||
| Транспортно-заготовительные расходы | 5334,2 | |||
| ИТОГО | 112018,2 | |||
6.5 Расчет затрат на энергоресурсы
6.5.1 Расчет затрат на энергоресурсы до модернизации
Годовой фонд времени работы оборудования рассчитывается исходя из количества варок в год. На предприятии ООО «Старая телега» количество варок в год составляет 156. Цена за кВт электроэнергии составляет 2,40 руб. Расчет затрат на электроэнергию для пива «Старая телега светлое» представлен в табл. 6.4:
Таблица 6.4 - Расчет затрат на электроэнергию до модернизации
| Наименование силового оборудования | Количество | Потребляемая мощность, кВт/ч | Мощность, кВт/ч | Годовой фонд времени работы оборудования | Затраты денежных средств на э/энергию, руб./год |
| Аппарат заторный АЗ-200 | 1 | 12 | 12 | 390 | 11232 |
| Аппарат сусловарочный АСВ-200 | 1 | 12,6 | 12,6 | 312 | 9434,88 |
| Зернодробилка | 1 | 0,4 | 0,4 | 78 | 74,88 |
| Насос центробежный | 1 | 2 | 2 | 312 | 1497,6 |
| Насос поверхностный | 1 | 0,6 | 0,6 | 312 | 449,28 |
| Наименование силового оборудования | Количество | Потребляемая мощность, кВт/ч | Мощность, кВт/ч | Годовой фонд времени работы оборудования | Затраты денежных средств на э/энергию, руб./год |
| Холодильная машина | 1 | 0,7 | 0,7 | 8760 | 14716,8 |
| Холодильная машина | 1 | 1 | 1 | 8760 | 21024 |
| Водонагреватель Ariston S-150 | 1 | 1,5 | 1,5 | 468 | 1684,8 |
| Итого | 30,8 | 60114,24 |
Затраты денежных средств на освещение рассчитывают по формуле:
Зосв = Еосв · Ц, руб (6.2)
где Зосв – затраты на освещение, руб;
Еосв – расход электроэнергии на освещение, кВт/ч;
Ц – цена 1 кВт/ч электроэнергии, руб.
Расход электроэнергии на освещение на освещение:
![]() , кВт (6.3)
, кВт (6.3)
где У – норма расхода освещения на 1 м2 площади, кВт/ч (16 кВт/ч);
S – площадь пола освещаемого помещения, м2;
Т – продолжительность осветительного периода в год, час.
![]() ,
,
![]()
Затраты денежных средств на воду на технологические цели рассчитывают по формуле:
![]() руб (6.4)
руб (6.4)
где Вгод – годовой объем производства для данного сорта, дал;
![]() – расход воды на 1 дал пива, м3;
– расход воды на 1 дал пива, м3;
![]() – средняя стоимость 1 м3 воды,
составляет 5 руб.
– средняя стоимость 1 м3 воды,
составляет 5 руб.
![]()
Затраты денежных средств на воду на санитарно – гигиенические нужды в год:
![]() ,руб(6.5)
,руб(6.5)
где Зв.т. – затраты воды на технологические цели, руб.
![]()
6.5.2 Расчет затрат на энергоресурсы после модернизации
Расчет затрат на электроэнергию для сортов пива приготовленных по отварочной технологии представлен в табл. 6.5:
Таблица 6.5 - Расчет затрат на электроэнергию до модернизации
| Наименование силового оборудования | Количество | Потребляемая мощность, кВт/ч | Мощность, кВт/ч | Годовой фонд времени работы оборудования | Затраты денежных средств на э/энергию, руб./год |
| Аппарат заторный АЗ-200 | 2 | 12 | 24 | 468 | 26956,8 |
| Аппарат сусловарочный АСВ-200 | 1 | 12,6 | 12,6 | 312 | 9434,88 |
| Зернодробилка | 1 | 0,4 | 0,4 | 78 | 74,88 |
| Насос центробежный | 1 | 2 | 2 | 312 | 1497,6 |
| Насос поверхностный | 1 | 0,6 | 0,6 | 312 | 449,28 |
| Холодильная машина | 1 | 0,7 | 0,7 | 8760 | 14716,8 |
| Холодильная машина | 1 | 1 | 1 | 8760 | 21024 |
| Водонагреватель Ariston S-150 | 1 | 1,5 | 1,5 | 468 | 1684,8 |
| Итого | 42,8 | 75839,04 |
Затраты денежных средств на освещение рассчитывают по формуле (6.2). Расход электроэнергии на освещение рассчитывают по формуле (6.3).
![]()
Затраты денежных средств на воду на технологические цели для каждого сорта рассчитывают по формуле (6.4). Затраты денежных средств на воду на санитарно – гигиенические нужды в год рассчитывают по формуле (6.5). Результаты расчетов представлены в табл. 6.6:
Таблица 6.6 - Затраты денежных средств на воду после модернизации
| Сорт пива | Затраты денежных средств на воду на технологические цели, руб./год | Затраты денежных средств на воду на санитарно – гигиенические нужды, руб./год |
| "Рецептура №1" | 46,9 | 23,45 |
| "Рецептура №2" | 43,5 | 21,75 |
| "Рецептура №3" | 47,45 | 23,725 |
| ИТОГО | 137,85 | 68,925 |
6.6 Расчет фонда заработной платы
Годовой фонд заработной платы рассчитывается исходя из планового количества рабочего времени на год на одного рабочего и штатного расписания цеха или установки. Штатное расписание основных производственных рабочих приведено в табл. 6.7:
Таблица 6.7 - Штатное расписание основных рабочих
| Должность | Количество | Заработная плата, руб. | Итого, руб. |
| Генеральный директор | 1 | 40000 | 40000 |
| Технолог | 1 | 15000 | 15000 |
| Помощник технолога | 1 | 10000 | 10000 |
| Итого | 3 | 65000 | 65000 |
Месячная зарплата основных рабочих (ФОТ) составляет 65000 руб.
За год зарплата составит: ФЗП =12·65000=780000 руб.
Расходы на социальные нужды определяем по формуле:
З = ![]() , руб. (6.6)
, руб. (6.6)
где Нс.н. – отчисления на социальные нужды (26,2 %).
![]()
Итоговые годовые затраты на зарплату составляют:
780000+ 204360=984360 руб.
Теперь сведем все затраты на годовой объем производства в таблицу. Затраты на производство пива до модернизации представлены в табл. 6.8:
Таблица 6.8 - Затраты на производство пива до модернизации
| Наименование | Единица измерения | Затраты |
| 1. Материальные затраты | ||
| 1.1 Затраты на сырье | руб. | 341314,369 |
| 2. Энергетические затраты | ||
| 2.1 Затраты на электроэнергию: | ||
| технологические цели | руб. | 60114,24 |
| на освещение 150 м2 | руб. | 11340 |
| 2.2 Затраты на воду: | ||
| на технологические цели | руб. | 138 |
| на санитарно-гигиенические цели | руб. | 69 |
| 3. Затраты на зарплату | ||
| основных рабочих | руб. | 780000 |
| Отчисления на социальные нужды | руб. | 204360 |
| 4. ИТОГО | 1397335,61 | |
| 5. Производственная себестоимость 1 дал | руб. | 465,778 |
Затраты на производство пива после модернизации представлены в табл. 6.9:
Таблица 6.9 - Затраты на производство пива после модернизации
| Наименование | Единица измерения | Затраты |
| 1. Материальные затраты | ||
| 1.1 Затраты на сырье | руб. | 345305,1 |
| 1.2 Амортизация | 23400 | |
| 2. Энергетические затраты | ||
| 2.1 Затраты на электроэнергию: | ||
| технологические цели | руб. | 75839,04 |
| на освещение 150 м2 | руб. | 11340 |
| 2.2 Затраты на воду: | ||
| на технологические цели | руб. | 137,85 |
| на санитарно-гигиенические цели | руб. | 68,925 |
| 3. Затраты на зарплату | ||
| основных рабочих | руб. | 780000 |
| Отчисления на социальные нужды | руб. | 204360 |
| 4. ИТОГО | 1440450,92 | |
| 5. Производственная себестоимость 1 дал | руб. | 480,150305 |
6.7 Расчет основных технико-экономических показателей
Цена продукции без акциза и НДС рассчитывается по формуле:
![]() , руб./дал (6.7)
, руб./дал (6.7)
где Ц – средняя рыночная цена продукта, руб./дал;
1,18 – НДС (18%);
90 – акциз (9 руб./л).
Для пива «Старая телега светлое» цена без акциза и НДС составит:
![]()
Для пива «Рецептура №1»:
![]()
Для пива «Рецептура №2»:
![]()
Для пива «Рецептура №3»:
![]()
Чистая прибыль до и после модернизации рассчитывается по формуле:
![]() (6.8)
(6.8)
где С – себестоимость продукции, руб./дал;
V – объем производства, дал/год.
До модернизации:
![]()
После модернизации:
![]()
Рентабельность каждого сорта находим по формуле:
![]() ,% (6.9)
,% (6.9)
где Ц – цена 1 дал продукции, руб./дал; С – себестоимость продукции.
Для пива «Старая телега светлое»:
![]() ,
,
Для пива «Рецептура №1»:
![]() ,
,
Для пива «Рецептура №2»:
![]() ,
,
Для пива «Рецептура №3»:
![]() .
.
Рассчитаем экономический эффект от внедрения отварочной технологии производства пива по формуле:
![]() (6.10)
(6.10)
![]()
Срок окупаемости капиталовложений в модернизацию производства:
![]() (6.11)
(6.11)
где К – капиталовложения в модернизацию производства.
![]()
7. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Самарская область, будучи самой урбанизированной территорией Поволжья, является зоной крайней экологической напряженности. В Самаре находится 105 мощных промышленных предприятий, ежедневно выбрасывающих в воздух десятки тонн загрязняющих веществ, причём, многие из них располагаются вблизи жилых массивов. Атмосферный воздух города перенасыщен окисью углерода, диоксидом азота, сернистым ангидридом, ароматическими углеводородами, фенолом, формальдегидом, хлористым и фтористым водородом, бензапиреном, сажей, пылью. Все эти вещества оказывают неблагоприятное влияние на состояние здоровья горожан.
Производственные процессы должны быть организованы так, чтобы исключить загрязнение воздуха, почвы и водоемов вредными веществами.
7.1 Климатическая и эколого-географическая характеристика района размещения предприятия
Самарская область расположена по среднему течению реки Волги, в излучине, которая известна под названием Самарская Лука. Река Волга крупнейшая река Европы, национальная гордость России, ее длинна равна 3531 км. Географическое положение области определяется координатами 51° 47' и 54° 41' с.ш. и 47 ° 55' и 52 ° 35' в.д.
Характерными особенностями климата являются: континентальность, преобладание в течение года малооблачных и ясных дней, холодная и малоснежная зима, короткая весна, жаркое и сухое лето, непродолжительная осень, сравнительно большая вероятность ранних осенних и поздних весенних заморозков.
Переход суточной температуры воздуха через 10°С (период активной вегетации растений) чаще всего происходит с 28 апреля по 2 мая. Продолжительность перехода с температурой воздуха выше 10°С составляет 141-154 дня.
Годовая сумма осадков в среднем по области:
На юго-востоке 360 мм
На северо-востоке 582 мм
Относительная влажность воздуха низкая, в мае-июне (53-57%)
Максимальная в зимний период (84-87%)
Средняя годовая относительная влажность воздуха находиться в пределах 71-75%
Ветровой режим:
Преобладание в холодную часть года юго-западных и южных ветров, в теплую - западных и северо-западных
Средняя годовая скорость ветра составляет 3,2-4,4 м/с. Очень редко наблюдаются смерчи.
В данном проекте рассматривается ООО «Старая телега».
Данное предприятие расположено в Ленинском районе г. Самара, ул. Чкалова, 100.
Территория, на которой расположено здание ООО «Старая телега», граничит:
- с северо-восточной стороны – с МП ТТУ г. Самара;
- с северо-западной стороны примыкает хозяйственно-бытовое здание ГОУ ВПО Самарского Государственного Медицинского университета;
- с юго-западной стороны – со свободной территорией шириной около 30 м учебный корпус НОУ ВПО Самарского Медицинского Института «РЕАВИЗ»;
- с юго-восточной стороны – со свободной территорией шириной около 25 м ОАО Строительная компания «Берег».
Согласно СанПиН 2.2.1/2.1.1.1200-03 санитарно-защитная зона для данного производства составляет 50 м.
Жилые здания в санитарно-защитной зоне отсутствуют. Ближайшие жилые дома находятся на расстоянии более 150 м в северо-западном направлении от предприятия.
Метеорологическая характеристика рассеивания загрязняющих веществ и коэффициенты, определяющие условия рассеивания загрязняющих веществ в атмосфере, согласно материалам местной природоохранной службы характеризуется данными представленными в табл. 7.1.
Таблица 7.1 - Метеорологическая характеристика рассеивания загрязняющих веществ
| Наименование характеристик | Величина |
| Коэффициент, зависящий от стратификации атмосферы, А | 160,0 |
| Коэффициент рельефа местности в городе | 1,0 |
| Средняя максимальная температура наружного воздуха наиболее жаркого месяца года, °С | 26,2 |
| Средняя температура наиболее холодного месяца, °С | –16,8 |
| Среднегодовая роза ветров, %: | |
| С | 5,0 |
| СВ | 9,0 |
| В | 16,0 |
| ЮВ | 13,0 |
| Ю | 12,0 |
| Наименование характеристик | Величина |
| ЮЗ | 20,0 |
| З | 11,0 |
| СЗ | 14,0 |
| Скорость ветра, повторяемость превышения которой по многолетним данным составляет 5%, м/сек | 7,0 |
Указанные данные приняты в расчетах рассеивания загрязняющих веществ по проектируемому объекту.
Генеральный план предприятия с розой ветров представлены в приложении 3.
7.2 Характеристика образующихся отходов
В пивоваренном производстве при переработке сырья образуются пивная дробина, хмелевая дробина, белковый отстой, остаточные (избыточные) пивные дрожжи, диоксид углерода.
Пивная дробина – отход варочного отделения. Из 100 кг перерабатываемых зернопродуктов получают 14-15 кг сырой дробины с содержанием 20-25% сухих веществ. На пивзаводах дробину не сушат, е реализуют на корм скоту в сыром виде.
Хмелевую дробину из-за высокой горечи на корм скоту не используют, поэтому применения в народном хозяйстве она не находит. Из 1 кг сухого хмеля получают около 4 кг влажной хмелевой дробины.
Белковый отстой получают при охлаждении и осветлении пивного сусла. Из 100 кг перерабатываемых зернопродуктов выходит 2-3 кг белкового отстоя влажностью 80%. Из-за сильной горечи он также на корм скоту не используется.
Остаточные пивные дрожжи являются ценным пищевым продуктом, состоящим из белков, углеводов, жиров, они богаты витаминами. Благодаря высокому содержанию витаминов пивные дрожжи имеют высокую биологическую ценность и применяются для лечебных целей, а также используются в качестве добавок в некоторые пищевые продукты. С 1 дал вырабатываемого пива остается примерно 0,086 л густой массы дрожжей, содержащей 0,012 кг сухих веществ. Выход очищенных дрожжей из 1 л жидких дрожжей составляет 80-85%.
Диоксид углерода образуется в основном при главном брожении. Его можно превратить в товарный продукт - сжиженный и твердый (в виде брикетов) углекислый газ. ПДК диоксида углерода 9000 мг/м3.
В пивоваренной промышленности вода используется как компонент готовой продукции, расходуется на мойку оборудования и кег, а также в качестве теплоносителя. Незагрязненные воды после теплообменников из холодильно-компрессорного отделения используются, как правило, повторно.
Загрязненные воды после мойки оборудования, других технологических операций, а также бытовые стоки собираются отдельно от незагрязненных и отводятся в канализацию.
На ООО «Старая телега» количество сточных вод составляет 7-8 м3 на 100 дал пива. Производство 1 дал пива сопровождается сбросом со сточными водами около 80 г БПК5.
На мойку бродильных и отстойных аппаратов, дрожжанок и т.п. расходуется воды до 25% объема моющегося оборудования. На мойку кег требуется 2-3 л воды.
Загрязняющими компонентами сточных вод обычно являются остатки готовой продукции, дрожжей, дробины, частицы хмеля.
Для отвода сточных вод в производственных помещениях предусматриваются трапы. В цехах и помещениях с залповым сбросом стоков от мойки оборудования предусматривается устройство лотков с трапами. Отвод сточных вод от производственного оборудования осуществляется с разрывом струи в трапы или воронки. Полы выполняются с уклоном в сторону трапов и лотков.
Характеристика сточных вод приведена в табл. 7.2.
Таблица 7.2 - Характеристика сточных вод
| Показатель | Нормативное значение | Фактическое значение |
| рН | 4-7,2 | 6,5-7 |
| Взвешенные вещества | 23-5885 мг/л | 250 мг/л |
| БПК | 24-6080 мг/л | 300 мг/л |
| ХПК | 21,6-1158 мг О2/л | 500 мг О2/л |
Так как фактическое значение не превышает нормативное, то стоки могут быть сброшены в городскую канализационную сеть при условии, что их количество не превысит 5% общегородских сточных вод. Кислые стоки перед сбросом следует нейтрализовать.
7.3 Утилизация отходов производства
Для временного сбора и хранения твердых бытовых отходов установлены контейнеры. Площадка для контейнеров забетонирована.
В результате работы предприятия образуются отходы основного производства:
пивная дробина;
хмелевая дробина;
белковый отстой;
остаточные (избыточные) пивные дрожжи;
Вывоз отходов осуществляется согласно договорам. Пивная дробина реализуется на корм скоту.
Воздействие объекта на атмосферный воздух является допустимым, приземные концентрации по выбрасываемым в атмосферу веществам не превышают ПДК населенных мест.
Бытовые и производственные стоки перекачиваются на очистные сооружения МП "Водоканал", что исключает загрязнение водного бассейна.
ЗАКЛЮЧЕНИЕ
В данной выпускной квалификационной работе:
- разработана технология отварочного производства пива на базе предприятия ООО «Старая телега».
- произведен подбор и расчет оборудования;
- произведен расчет основного и вспомогательного сырья;
- составлена схема автоматизации производства, приведена спецификация технических средств автоматизации;
- выявлены опасные факторы производства, проведен анализ опасности технологического процесса;
- приведена схема утилизации отходов, климатическая характеристика, районное размещение предприятия, характеристика и утилизация отходов;
- выполнен расчет технико-экономических показателей.
В целом проект показывает техническую осуществимость и экономическую целесообразность внедрения технологии отварочного производства пива на базе предприятия ООО «Старая телега».
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Меледина Т.В. Сырье и вспомогательные материалы в пивоварении. СПб.: Профессия, 2003. – 304 с.
2. Главачек Ф., Лхотский А. Пивоварение. М: Пищевая промышленность, 1977. – 623 с.
3. Кунце В., Мит Г. Технология солода и пива. СПб., 2001. – 911 с.
4. Ермолаева Г.А., Колчева Р.А. Технология и оборудование производства пива и безалкогольных напитков. Учеб. Для нач. проф. образования. М.: ИРПО; Изд. центр «Академия», 2000. – 416 с.
5. Кретов И.Т., Антипов С.Т., Шолохов С.В. Инженерные расчеты технологического оборудования предприятий бродильной промышленности. – М: Колос, 2004. – 391 с.
6. Благовещенская М.М., Злобин Л.А. Информационные технологии систем управления технологическими процессами. Учеб. для вузов. – М.: Высшая школа, 2005. – 768 с.
7. Антипов С.Т., Кретов И.Т., Остриков А.Н., Панфилов В.А., Ураков О.А. Машины и аппараты пищевых производств. – М.: Высшая школа, кн.1, 2001. – 697 с.
8. Коробов М.М., Ройтер И.М., Мальцев П.М. Расчет продуктов бродильных производств, ликероводочных и безалкогольных напитков. – М.: Пищевая промышленность, 1973. – 591 с.
9. Кривошеин Д.А., Муравей Л.А., Роева Н.Н. и др.; Под ред. Л.А. Муравья. Экология и безопасность жизнедеятельности – М.: ЮНИТИ-ДАНА, 2000. – 447 с.
© 2009 База Рефератов