
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Металорізальні верстати
Курсовая работа: Металорізальні верстати
КУРСОВА РОБОТА
«Металорізальн верстати»
1 Класифікація маркування
Металорізальними верстатами називаються технологічні машини ,які можуть виконувати обробку металів різанням. Вони повинні забезпечити задану продуктивність, точність і якість обробки. Парк металообробних верстатів є основою машинобудування. Якість верстатів та їх технічний рівень дуже впливають на продуктивність праці, якість і собівартість продукції, тому верстати постійно удосконалюють.
Металорізальні верстати класифікуються залежно від виду обробки,який визначається прийнятою схемою обробки та застосовуваними нструментами. Верстати поділяються технологічні групи в залежності від характеру виконуваних ними робіт. У практиці машинобудування прийнято металорізальним верстатам присвоювати шифр у вигляді певних букв і цифр. В Україн діє класифікація ЕНІМВ (Експериментальний науково-дослідний інститут металорізальних верстатів), яка діяла в СРСР. Всі металорізальні верстати в залежності від виду обробки поділяються на 9 груп:
1. Токарні верстати. Для них спільною технологічною ознакою є точіння.
2. Свердлильні і розточувальні верстати верстати для обробки отворів.
3. Шліфувальні, полірувальні верстати верстати для заточувальних і доводжувальних робіт, обробка на яких ведеться абразивним інструментом.
4. Комбіновані верстати і верстати на яких обробка ведеться електричним струмом, або зв’язаними з ним фізичними явищами (електроерозія, анодно-механічна обробка, ультразвук…).
5. Включає зубо- різеоброблювальні верстати, на яких здійснюється обробка евольвентних гвинтових поверхонь.
6. Фрезерні верстати, що служать для обробки площин, виступів, пазів і фасонних поверхонь.
7. Стругальні, довбальні і протягувальн верстати.
8. Розрізні верстати, що служать для розрізання прокату на заготовки різними інструментами.
9. Всі інші верстати, що не ввійшли у попередн 8 груп (верстати для балансування, правки...)
Верстати кожної групи в залежності від загальних технологічних ознак, призначення і конструктивних особливостей поділяються на 9 підгруп ( типів). Верстати кожного типу найбільш розповсюджених груп поділяються на типорозміри. Сукупність типорозмірів утворює розмірний ряд. За кожним типорозміром закріплено певний діапазон оброблюваних деталей. Цей діапазон визначає основну робочу характеристику верстата ( для токарних верстатів – максимальний діаметр оброблюваних деталей, для фрезерних верстатів – розмір стола, для свердлильних верстатів – найбільший діаметр просвердлюваного отвору...).
Від розмірів оброблюваних деталей залежить вага (маса) верстата. В залежності від ваги всі металорізальні верстати поділяються на легкі (до 1 тони), середні (1-10 тон), важкі (10-100 тон) і унікальні вагою більше 100 тон.
В залежності від технологічних можливостей вс верстати поділяються на універсальні, підвищено продуктивності, спеціалізовані і спеціальні. Універсальні верстати застосовуються для виготовлення широко номенклатури деталей малими партіями і використовуються в одиничному і серійному (рідше) виробництвах. Вони мають складну будову, широкі технологічні можливост вимагають висококваліфікованого обслуговування. Верстати підвищеної продуктивност простіші по конструкції, але мають значно менші технологічні можливост вимагають попереднього налагодження для обробки конкретних деталей. Спеціалізовані верстати застосовуються для виготовлення великих партій деталей одного типу (зубчасті колеса, колінвали, кільця підшипників..) в середньо серійному і великосерійному виробництвах. Вони вимагають рідкого переналагодження в більшості випадків мають високий рівень автоматизації.
В залежності від точності виконання розмірів оброблюваних деталей всі металорізальні верстати поділяються на 5 класів: Н нормальної точності, П – підвищеної точності, В – високої точності, А особливо високої точності і С- надзвичайно точні верстати. Верстати класів В,А С забезпечують необхідну точність тільки при експлуатації їх в термоконтактних приміщеннях.
Моделі (шифри) верстатів, згідно класифікац ЕНІМВ ( велика їх кількість знаходиться в експлуатації) позначались за єдиною системою: перша цифра - група верстатів, друга – підгрупа, буква за першою чи другою цифрою вказувала на модернізацію верстата. Послідуючі цифри характеризують основний робочий розмір верстата, наприклад 16К20П означає 1- токарний верстат, 6- унірсальний гвинторізний, К –модернізація верстата, 20 висота центрів 200мм, П- підвищеної точності. Верстати з числовим програмним керуванням додатково мали позначення Ф1,Ф2,Ф3,Ф4, що означає Ф1 – верстати з попереднім набором координат і цифровою індикацією, Ф2 –верстати з позиційною системою програмного керування, Ф3- верстати з контурною системою керування, Ф4- верстати з універсальною системою керування. Букви Ц і Т вказували, відповідно, на циклову, або оперативну систему програмного керування. Позначення на спеціальні верстати встановлювали заводи, що випускали верстати. Заграничні фірми мають своє незалежне маркування верстатів, що ними випускаються (кожна фірма своє).
2 Рухи у верстатах
Для здійснення процесу різання кожен верстат має ряд робочих органів які здійснюють певні рухи в залежності від призначення верстата і виконуваної роботи. Робочі органи верстата: шпиндель, супорт, стіл, нструмент, головка та інші. Необхідне відносне переміщення може здійснюватись нструментом, заготовкою, або найчастіше суміщенням цих двох рухів.
Рухи на верстатах діляться на дві категорії: основні (рухи формоутворення) до них відносяться головний рух, рух подачі і в деяких верстатах рух огибання, додаткове обертання заготовки і друга категорія рухів-допоміжні рухи.
Під головним рухом розуміють рух, що визнача швидкість різання. Інколи цей рух називають рухом різання. В металорізальних верстатах цей рух може бути круговим, або прямолінійним і надається він заготовці, або інструменту. У токарних, свердлильних, фрезерних верстатах головний рух- обертовий. У токарних верстатах обертається заготовка, а у свердлильних і фрезерних нструмент. А у стругальних, довбальних і протягувальних верстатах головний рух зворотно-поступовий.
Під рухом подачі розуміють той рух, що визнача один з параметрів знімаємої стружки. Цей рух може бути безперервним, або періодичним. У деяких верстатах рухів подачі може бути два (круглошліфувальн верстати: круговий і поздовжні рухи заготовки). Крім того в кінці робочого ходу шліфувальному кругу надається поперечна подача. Головний рух (рух різання) і рух подачі є обов’язковими для всіх верстатів, крім протягувальних.
Допоміжними (установочними) рухами називаються ті рухи, які не беруть безпосередньої участі в різанні, але необхідні для переміщення, закріплення заготовки, або інструменту, підведення і відведення робочих органів, встановлення частоти обертання, величини подачі...
Для аналізу рухів різних органів верстатів застосовують упрощені умовні схеми механізмів, які дають інформацію про кінематику верстатів та їх будову. Такі схеми називаються кінематичними і для х побудови застосовують умовні позначення згідно ГОСТ2770-68.
Кінематична схема верстата складається з окремих ланцюгів. Під кінематичним ланцюгом розуміють ряд передач (пасових, зубчастих, реєчних, гвинтових...), які забезпечують передачу рухів від ведучої ланки (електродвигуна) до виконавчої (шпинделя, супорта...). Кінематичні ланцюги характеризуються передаточними відношеннями. Передаточним відношенням називають відношення частоти обертання веденого вала до частоти обертання ведучого вала. При і>1 передача прискорювальна (ведений вал обертається швидше ніж ведучий), а при і<1 передача сповільнююча. Кінематичні ланцюги можуть мати постійні і змінні елементи. Група змінних елементів – це вузом настроювання. Рівняння, які з’єднують розрахунков переміщення кінцевих ланок кінематичного ланцюга, називаються рівняннями кінематичного балансу.
В сучасних верстатах найбільш розповсюдженими змінними елементами є зубчасті колеса. Вузол настроювання кінематичного ланцюга через змінні зубчасті колеса називається гітарою.
3 Приводи верстатів
Привід верстата – це сукупність елементів що передають рух від джерела (двигуна) до робочих органів верстата. Сучасн верстати мають індивідуальні приводи, кожен верстат приводиться в дію від одного, або декількох двигунів. Розрізняють привід головного руху, привід подачі, привід прискорених переміщень, привід механізму заміни інструменту... Двигун може розміщатись рядом з верстатом, кріпитись на верстаті (фланцеве кріплення) бути вмонтованим у верстат (вал двигуна являється одночасно шпинделем верстата).
Передавальний механізм, що є сукупністю пристроїв для передачі руху від двигуна до виконавчих органів (шпинделю, супорту, столу) називають приводом верстата. Спрощене графічне зображення рушійних, передавальних і виконавчих механізмів верстата називається кінематичною схемою верстата. Кінематичні схеми складаються з кінематичних ланцюгів, констуктивно виконаних у вигляді різних кінематичних ланок і пар.
За характером регулювання швидкості руху робочих органів розрізняють ступінчасті безступінчасті приводи. Ступінчасті приводи позволяють одержати в заданих границях певний ряд частот обертання, величин подач... Системи безступінчастого регулювання позволяють встановити на верстат найбільш вигідні режими обробки і проводити на ходу зміну режиму обробки. В сучасних верстатах використовують, в основному, безступінчасті приводи.
3.1Ступінчасті приводи виконуються у вигляд шестирінчастих коробок передач і гітар. Вони прості по конструкції, надійні у експлуатації тому одержали широке застосування. Так як верстати загального призначення повинні забезпечити обробку заготовок різних розмірів і з різних матеріалів, то вони повинні забезпечити широкий діапазон швидкостей різання, то вони повинні мати можливість в широкому діапазоні міняти числа обертів шпинделя від макс до мін. А оскільки коробка ступінчаста, то виникає питання як найбільш раціонально заповнити проміжок від макс до мін. Тут зміна частот обертання ведеться по геометричній прогресії п2=n1φ, n3=n2φ і т.д., де φ знаменник геометричної прогресії. На практиці застосовуються стандартн значення знаменника прогресії: 1,06; 1,12; 1,26; 1,41; 1,58; 1,78; 2. У більшост металорізальних верстатів загального призначення знаменник ряду 1,26 і 1,41.
У невеликих верстатах з малими діаметрами обробки φ= 1,58 і 1,76, а у великих верстатах φ= 1,26, 1,12 і 1,06. Число ступеней частот 3;4;6;8;12;18 і 24.
Механізми ступінчастого регулювання це коробки швидкостей (привід головного руху) і коробки подач верстатів. Коробки швидкостей вмонтовані в шпиндельні бабки, тумби, станини; коробки подач – у консолі, траверси…І перш другі можуть бути змонтовані у спеціальних корпусах.
У металорізальних верстатах застосовуються нижчепроведен механізми для ступінчастого регулювання швидкості:
3.1.1.Парнозмінні колеса (рис.2.1а) встановлюються за допомогою шпонок, або шліцьових з’єднань на ведучому І і веденому ІІ валах. Для зміни швидкості колеса знімають, міняють місцями, або встановлюють інші колеса з комплекту. Так як міжосьова віддаль залишається незмінною, то сума зубів змінних коліс при одному і тому ж модул повинна бути постійною. Перестановка змінних коліс вимагає значних затрат часу, тому використовується вона в тих випадках, коли регулювання проводиться рідко. Перевага – простота і надійність, діапазон регулювання – до 10, число швидкостей веденого вала при незмінній частоті ведучого К=2-12 (переважно 2-4).
3.1.2.Блоки пересувних коліс (рис.2.1г). Цей механізм більш поширений в універсальних верстатах, тому що він забезпечу швидке регулювання швидкостей. Блоки монтують на шліцьових валах, преважно 3 колеса, може бути 2 і рідко 4. Число передач у групі (на рис.2.1б) три і1=z1/z2; i2=z3/z4; i3=z5/z6. В одній коробц може бути послідовно зєднано декілька груп, що зумовлює видовження кінематичного ланцюга. Діапазон регулювання в одній групі може досягати 10.
3.1.3.Механізми з кулачковими і фрикційними муфтами (рис.2.1б і 2.1д) дають можливість застосовувати косозубі і шевронн колеса, які забезпечують більш плавну роботу. Колеса z1 і z3 жорстко сидять на валу І і постійно перебувають в зчепленні з колесами z2 і z4 . Передача включається при включенні муфти М, яка при включенні переміщається по шліцьовому валу до коліс z2 або z4 , що вільно сидять на валу ІІ. За допомогою фрикційних муфт переключення може здійснюватись на ходу, застосовується таке переключення на швидкохідних валах малих та середніх верстатів.
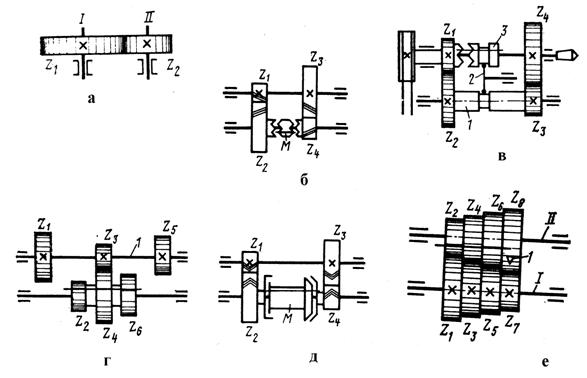
Рис. 2.1
3.1.4.Механізм перебору забезпечує редукцію (зменшення) кількості обертів (рис.2.1в). При включеному переборі передаточне відношення становить in=z1/z2*z3/z4 , а при виключеному іп=1.Переважно у верстатах іп=1/8-1/16. При виключеному переборі муфта М виключена, а колеса z2 і z3 зсунуті вліво. Для включення перебору тягу 2 зсувають вправо, цим самим виключають муфту М і включають зачеплення зубчастих коліс. Механізм перебору застосовується на токарно-гвинторізних і консольно-фрезерних верстатах.
3.1.5.Механізм з зустрічними ступінчастими конічними колесами (рис.2.1е). Колеса на вал І посаджені жорстко, а на шпонковий вал ІІ –вільно. Пари коліс постійно перебувають у зачепленні. На семі рис.2.6 механізм забезпечує 4 передачі. Максимальне число передач по такій схемі до 10. Щоб переключити передачу шпонку 1 пересувають вздовж паза. Положення шпонки визначає передаточне відношення механізму (на схемі і=z7/z8). Механізм компактний, але не може передавати значних крутних моментів, часто використовується на вертикально-свердлильних верстах.
3.1.6.Механізм Нортона (рис.2.2) має конус зубчастих коліс (до 12 шт) жорстко посаджених на вал ІІ колесо z1, яке може пересуватись по шпонковому, або шліцьовому валу І. Колесо z1 постійно знаходиться в зачепленні з накидним колесом zн, яке може бути в зачепленні з одним із коліс конуса. Такий механізм забезпечує кількість передач, яка дорівнює числу коліс конуса. Механізм компактний, але не може передавати значних зусиль, використовується у механізм подач на токарно-гвинторізних верстатах.
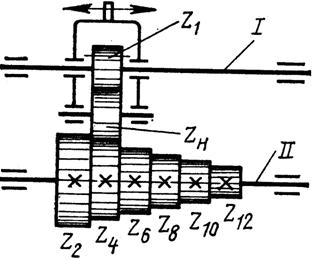
Рис. 2.2
3.1.7.Механізм (рис.2.8) складається з
однотипних блоків по 2 колеса в кожному, надітих на вали І і ІІ, причому тільки
лівий блок насаджено на вал І жорстко, а решта блоків обертається вільно.
Колесо z1 насаджено на шліцьовий
вал ІІІ і за допомогою накидного колеса zo може одержувати передачу від будь-якого колеса
вала ІІ. Як правило у блоках z1=2z2 I z1=z1. тоді при
крайньому лівому положенні каретки передаточне відношення буде i=(z1/z2)*(z1/z1) =2/1*1/1=2. При
положенні каретки, що відповідає рис.2.8 і=![]() =
=![]() . а у положенні 8 і= 1/64. Тоді разом діапазон регулювання буде R=і1/і8 = 128 . Такі механізми використовуються
у коробках подач
. а у положенні 8 і= 1/64. Тоді разом діапазон регулювання буде R=і1/і8 = 128 . Такі механізми використовуються
у коробках подач
3.1.8. Механізм гітари змінних зубчастих коліс дає можливість настроюватись з будь-яким передаточним відношенням. Гітара може бути виконана у одну пару зубчастих коліс (рис.2.9а), тоді іг=z1/z2,, у дві пари іг=(z1*z3)/(z2*z4) (рис.2.9.б) і рідко у три пари коліс.
При передачі в одну пару коліс змінне зубчасте колесо z1 встановлюється на ведучому валу, а колесо z2 на веденому з використанням шпонкового з’єднання. Між собою вони зв’язуються проміжним колесом z пр , яке на передаточне відношення не впливає, а лише міняє напрям руху. При передачі в дв пари колесо z1 встановлюється на ведучий вал7 (рис 2.9.б), а z4 на ведений вал 5, z2 і z3 надіваються на спільну втулку 8 з шпонкою. Втулка вільно обертається на пальці 6, закріпленому в прорізі 4 прислона 2. При настроюванні механізму палець переміщають по радіальному пазу 4 приклону до зчеплення колеса z3 з колесом z4 після чого положення приклону фіксують гайкою 3. До кожного верстата з гітарою додається комплект змінних зубчастих коліс. Після підбору зубчастих коліс для гітар у дві-три пари проводиться перевірка на зчіплюваність.
3.2. Приводи для безступінчастого регулювання. Ці приводи забезпечують оптимальну швидкість руху робочих органів верстатів. Вони бувають механічні, гідравлічні і електричні.
3.2.1.З механічних безступінчастих приводів найбільш розповсюджені варіатори з розсувними шківами (рис.2.10.а). Розсувн шківи ведучого вала 1і2 з’вязані з аналогічними шківами 3 4 веденого вала клиновим пасом 5. Зміна передаточного відношення здійснюється при обертанні гвинта 6 ( з правою і лівою різзю) від якого повертаються важел 7 і 8 та зміцнюється положення паса в жолобі.
У тороїдному варіаторі (рис.2.10.б) ведучий 1 ведений 2 диски з’вязані роликами 3, при обертанні яких змінюється передаточне відношення. Рідше використовуються конічні і роликов варіатори. Механічні приводи безступінчастого регулювання мають нескладну будову, але не забезпечують постійного передаточного відношення (через проковзування пар тертя) тому використовуються рідко (у деяких моделях вертикально-свердлильних і токарних верстатів).
3.2.2.Електричні приводи безступінчастого регулювання.
У верстатах старих випусків найбільш широко поширеною є система: двигун змінного струму, що приводить в рух генератор постійного струму і двигун постійного струму (рис.2.11). Тут ДЗС – двигун змінного струму, ГПС – генератор постійного струму, ДПС – двигун постійного струму і З – генератор постійного струму для живлення обмоток збудження ГПС ДПС. Такі приводи застосовують у поздовжньо-стругальних верстатах 7231 і 724. Такі системи досить потужні і дозволяють регулювати швидкість в певних діапазонах, але вони дорогі , складні і мають низький ККД.
У сучасних верстатах широко використовуються двигуни постійного струму в парі з теристорними перетворювачами, що позволяє одержувати частоту обертання до 4000об/хв. К.К.Д. таких систем на 5-7% вище ніж у пари двигун-генератор. Широкий діапазон регулювання частоти обертання шпинделя позволяє забезпечити наобхідні робочі і швидкі (холості) переміщення робочих органів.Теристор – це півпровідниковий прилад.Теристорн перетворювачі забезпечують силу струму до 100 а і напругу біля1000 в. можуть працувати при температурі від -60 оС до +60 оС. Недолік цих систем - висока чутливість до перевантаження, особливо на низьких частотах обертання шпинделя, тому необхідна редукція (спрощена коробка швидкостей з електромагнітним приводом переключення).
3.2.3 Гідравлічні приводи. У сучасних металорізальних верстатах ці приводи одержання досить широке застосування і використовуються головним чином для здійснення прямолінійних рухів і в меншій мірі для обертових рухів. Гідроприводи застосовують як в механізмах головного руху (протягувальні, стругальні, довбальні верстати) так і в механізмах подач (шліфувальних, копіювальних, агрегатних…) Переваги гідроприводу: можливість бузсту-пінчастого регулювання швидкості в широкому діапазоні, забезпечує значні зусилля при невеликих габаритах і значний термін роботи; мала вага і обєм, що припадає на щдиницю потужності у порівнянні з електроприводом. Недоліки: можливість витікання робочої рідини через зазори в ущільненнях, можливість попадання повітря в робочу ріджину, нежорстка характеристика, зміна властивостей робочо рідини під дією тиску і температури.
У гідроприводах верстатів в якості робочої рідини застосовують мінеральні масла різних марок з кінематичною вязкістю (0,1-0,2)104 м2/сек Гідропивід включає в себе насос для перетворення механічної енерг двигуна в енергію потоку рідини, гідродвигун, що перетворює напір орідини в механічну роботу, розпридільчу і регулюючу аппаратуру.Схема гідроприводу механізму поступального руху показана на рис.2.12. З резервуара 1 через фільтр 2 масло засмоктується насосом 3 і через дросель 4 поступає під тиском у розпридільчий золотник 5. При крайньому лівому положенні плунжера золотника масло під тиском буде поступати в ліву порожнину силового циліндра 6, а з правої порожнини – у резервуар. Тоді поршень 7 разом з штоком і столом 8 буде переміщатись в право. Лівий упор 9, закріплений на столі, перемістить важіль 10 в крайнє праве положення і при цьому плунжер золотника 5 також займе крайнє праве положення і масло під тиском буде поступати в праву порожнину циліндра, а з лівої – буде зливатись в резервуар. Стіл одержить рух в протилежному напрямку. У випадку надлишкової кількості масла, або підвищення тиску в систем масло буде зливатись у бак через дросель з зворотним клапаном 11. Для забезпечення більш плавного руху і попередження всмоктування повітря в систему на зливному трубопроводі встановлюється підпірний клапан 12, який пропуска масло на злив.
Зміна швидкості робочого ходу стола регулюється кількістю масла, що поступає в циліндр і, відповідно , швидкість переміщення регулюється дроселем на вході 14
Кількість масла, що проходить через дросель Q=kfдр![]() (м3/сек) Тут к
коефіцієнт дроселя к=7*10-6; f-
площа поперечного перетину дроселя м2; Р1 і Р2 – тиск масла перед і після
дроселя Па. При площі поршня F м2
одержимо
(м3/сек) Тут к
коефіцієнт дроселя к=7*10-6; f-
площа поперечного перетину дроселя м2; Р1 і Р2 – тиск масла перед і після
дроселя Па. При площі поршня F м2
одержимо
V=![]() (м/сек).
(м/сек).
В схемах з дросельним регулюванням застосовують редукційні клапани, які разом з дроселем становлять регулятор швидкості. Через простоту і невисоку вартість схеми дросельного регулювання одержали широке застосування в металорізальних верстатах.
Поряд з дросельним регулюванням застосовуються схеми з об’ємним регулюванням (рис.2.13). Привід складається з насоса 1 і гідромотора 2. Масло насосом 1 нагнітається в гідромотор 2 і вихідний вал одержує оберти, а відпрацьоване масло зливається в резервуар. Для обмеження величини крутного моменту встановлено запобіжний клапан 4. Частото обертання гідромотора n=Q/q об/сек. Тут Q –об’єм масла, що подається в мотор м3/сек; q- об’єм масла необхідного для здійснення одного оберту гідромотора м3/об.
Регулювання обертів може здійснюватись шляхом зміни Q при постійному значенні q, або зміною q (регулювання гідромотором) при постійному розход Q. Перший спосіб застосовують при невеликих потужностях, а другий – при великих.
Для подачі робочої і створення необхідного її тиску в гідроприводах застосовують різні консторукціії насосів: шестерінчасті, пластинчасті (лопастні), радіально-поршневі і аксіально-поршневі. Їх робота характеризується продуктивністю, тиском масла і потужністю. В багатьох випадках насоси мають властивість зворотності. Якщо обертати ротор, то агрегат працює як насос, а якщо подавати струмінь масла під тиском, то він стає гідромотором.
3.2.4 Пневматичні приводи і механгіми. Поряд з розглянутими видами приводів у металорізальних верстатах використовуються приводи у яких робочим тілом є стиснене повітря (тиск 0,5-0,6 мПа) –це пневмоприводи. Часто вони використовуються для подачі і закріплення заготовок (патрони з пневмоприводом), різального інструмента, прискореного переміщення робочих органів... Перевага таких приводів – швидкодія, простота конструкції, дешевизна робочого тіла, а недоліки – це нерівномірна швидкість переміщення і невелик зусилля. Інколи вони використовуються в комбінації з гідроприводом. Тод робочий хід здійснюється під тиском масла, яке подається в одну порожнину циліндра, а холостий хід під дією стисненого повітря, що подається в другу порожнину циліндра.
4 Типові механізми проводів верстатів
В металорізальних верстатах для здійснення прямолінійних переміщень широко використовуються реєчні механізми (рис.2.14а) Вони мають високий ККД. Велоке передаточне відношення і прсті у виготовленні, але трудно забезпечити переміщення у вертикальному напрямку, тому що вони не самогальмівні. Передача червяк-гайка (рис.2.14б) забезпечує більшу плавність ходу, високий ступінь редукції,але має нижчий ККД ніж попередня передача.
Поряд з реєчними механізмами широке розповсюдження набули гвинтові передачі, особливо в механізмах подач верстатів. Вони забезпечують високу точність переміщень і плавність роботи. При наявност на верстаті поряд з ходовим гвинтом іншого передаточного механізму (реєчного, як у токарних верстатах) гайку ходового гвинта роблять роз’ємною з двох половинок, які можуть замикатись на ходовому гвинті, або звільняти його.
Пари гвинт-гайка це пари ковзання, вони мають низький ККД і швидко зношуються і втрачають точність. Для збільшення довговічності і підвищення точності переміщення робочого органа застосовують гвинтові пари кочення. Вони мають високий ККД, в них відсутні зазори використовуються вони, в основному у верстатах з числовим програмним управлінням.
Кривошипні і кулісні механізми використовуються для перетворення обертового руху в зворотно-поступовий (в основному у поперечно-стругальних і довбальних верстатах).
Кулачкові механізми, що перетворюють обертовий рух у зворотно-поступовий при певній строго заданій траєкторії, використовуються у верстатах-автоматах. Бувають кулачкові механізми з плоскими, циліндричними і торцьовими кулачками (рис.2.15).
Для здійснення періодичних переривистих рухів на металорізальних верстатах застосовуються храпові і мальтійські механізми (рис.2.16). Храпові механізми використовуються в механізмах подачі на шліфувальних і стругальних верстатах. Регулювання здійснюється зміною числа зубів, через які проскакує храповик. Мальтійські механізми використовуються для періодично повертання робочого органа верстата (шпиндельного блока, револьверної головки, стола...)
Реверсивні механізми служать для зміни напрямку руху окремих елементів верстата при незмінному напрямку руху ведучої ланки. Часто реверсування здійснюється за допомогою циліндричних, або конічних зубчастих коліс. На рис.2.16 показано основні схеми реверсивних механізмів, що використовуються на металорізаних верстатах. Всі вони при незмінному напрямку руху вала І забезпечують обертання вала ІІ у двох напрямках. Зміна напрямку обертання вала ІІ відбувається завдяки включенню в роботу паразитного кола а, або за допомогою конічних коліс, які з різних сторін підключаються до ведучого колеса. Переключення здійснюється муфтою М, або пересуванням коліс на шпонці по валу.
В деяких верстатах для забезпечення точно заданого відносного руху інструмента і заготовки (зубофрезерні верстати) необхідно здійснити додавання двох рухів. Для цього використовуються сумуючі механізми ( планетарні і диференціальні). На рис.2.17а подана схема планетарного механізма. На валах І і ІІІ закріплені зубчасті колеса 1 і 4. Полий вал ІІ з колесом 5 ма водило 6, в якому вмонтований сателітарний вал 7 з колесами 2 і 3. Рухи від валів І і ІІ сумуються на валі ІІІ. Цей рух можна уявити собі як суму рухів, що складаються з руху вала І при нерухомому валі ІІ і руху вала ІІ при нерухому волу І. На рис.2.19б показано аналогічний механізм, який відрізняється тільки формою водила 6 і наявністю проміжного вколеса 2 і видовженого колеса 3.
Диференціальні механізми показані на рис.2.17в,г. У випадку нерухомого зубчастого кола 3 (рис.2.17в) і провертанні кола 1 сателіти 2 будуть обкочуватись навколо кола 3 і обертати Т-подібний вал. У випадку нерухомого кола 1 і обертання кола 3 від черв ячної передачі 4-5 Т-подібний вал також одержить рух. Надаючи одночасно рух колесам 1 і 3 Т-подібний вал одержить сумарний рух. В диференціалі на рис 2.17г водилом корпус диференціала 6 на якому змонтовані сателіти 2.
У тому випадку коли валу, що має повільний (робочий) рух необхідно надати прискорене (холосте) переміщення застосовують обгінну муфту , або храпові колеса. Обгінна муфта працює за принципом муфти заднього кола дорожнього велосипеда. Коли крутити педалі рух передається на коло (повільний робочий рух в верстаті). А коли їхати велосипедом з гірки, то можна педалів не крутити (прискорене переміщення на верстаті). Тільки на верстатах муфта надійніша і, відповідно, складніша (з підпружиненими роликами). Використовуються такі муфти на токарних верстатах у механізмах прискореного переміщення стола.
5. Токарні верстати
5.1 Призначення і основні види точіння
Точіння – широко розповсюджений вид обробки тіл обертання різанням. Розрізняють слідуючи види точіння:
1Чорнове точіння («обдирка») – знімання
дефектних шарів заготовок, розрізання, підрізання торців. Знімається ![]() 70% припуску на
обробку.
70% припуску на
обробку.
2.Півчистове точіння – знімається 20![]() 25% припуску на
обробку, позволяє одержати шорсткість поверхні 40...20 Rz. І точність 10-11 квалітети. Заготовка одержує форму близьку до
деталі.
25% припуску на
обробку, позволяє одержати шорсткість поверхні 40...20 Rz. І точність 10-11 квалітети. Заготовка одержує форму близьку до
деталі.
3. Чистове точіння – забезпечує шорсткість поверхні 20Rz – 1,25Ra і точність обробки 7-9 квалітети. Деталь одержує остаточні розміри.
4. Тонке точіння – позволяє при зрізанні дуже тонких стружок одержувати поверхні деталей шорсткістю 0.65-0.32Ra і точність обробки 5-7 квалітети.
При точінні труднооброблюваних матеріалів нколи використовують штучне нагрівання або глибоке охолодження заготовок; віброточіння – з накладанням на різець високочастотних коливань; точіння у вакуумі...
Процес точіння здійснюється токарними різцями на різних токарних верстатах. Заготовка кріпиться в шпинделі і одержує головний рух – обертовий, а різець кріпиться у різцетримачі супорта і здійсню поздовжний або поперечний рух подачі. Основні види токарних робіт: обточування, відрізання, підрізання торців,розточування внутрішних поверхонь, проточування канавок, знімання фасок, нарізання різцем зовнішньої і внутрішньої різі, обточування фасонних поверхонь. Точіння може проводитись відкритим різанням, косокутним закритим різанням і закритим різанням. При точінні найбільше навантаження сприймає та частина леза інструменту, яка утворює головну різальну кромку, яка на протязі всього часу роботи сприймає основні динамічні і теплов навантаження.
5.2 Типи токарних різців
Значна кількість робіт, що виконуються на токарних верстатах вимагає різної конструкції різців. Токарні різці поділяються в залежності від призначення, від напрямку руху, від форми різальної чистини іц за конструкцією. В залежності від призначення (виконуваної роботи) вони бувають (рис.2.18): прохідні 6,8, прохідні упорні 4, підрізні 1, прорізні 5. розточн 8,10, фасонні 2, для нарізання різі зовнішньої 7 і внутрішньої, для чистово обробки 3 і інші. В залежності від напряму подачі різці бувають праві і ліві. В залежності від форми головки вони обувають прямі 6,3, відігнуті 1, 4, 8, 9, 10, відтягнуті 5, 7 і зігнуті З а конструкцією різці бувають цільні (з одного куска металу) і збірні. Цільні різці виготовляють з швидкорізальних сталей. У збірних різців корпус виготовлено з конструкційної сталі на якому кріпиться різальна пластинка з швидкорізальної сталі, твердого сплаву, мінералокераміки або надтвердих матеріалів. Типи конструкції різців вибирають в залежності від комплексу економічних і технологічних показників. Сучасні конструкції токарних різців повинні мати добру працездатність, значну довговічність, надійність, економічність...В більшості випадків токарні різці збірні і розрізняються способом кріплення різальної пластинки і конструктивним оформленням різально частини. Різці з напаяними, привареними і приклеєними пластинками прості у виготовлені, але мають ряд недоліків: в пластинках виникають остаточн напруження і мікротріщини, труно замінити зношені пластинки на нові, великих розхід інструментальних матеріалів...
В останній час широкого розповсюдження набули токарні різці з механічним кріпленням багатогранних пластинок, що не переточуються (рис.2.19). Пластинки розрізняються за формою, типом кріплення вибираються в залежності від умов роботи. Такі різці широко використовуються на верстатах з числовим програмним управлінням.
Форма заточки передньої і задньої поверхонь
токарних різців в значній мірі визначає їх працездатність і стійкість. Передня
поверхня може бути плоскою (рис.2.20 а), плоскою із зміцнючою
фаскою (рис.2.20 б) f=(0,8-1) i γf= -5о...-10о, з фаскою і криволінійною виїмкою (рис.2.20в), що має R=(10-60)s. Задня поверхня переважно укорочена з
подвійною заточкою (α= 6о-8о; α1=10о-12о). Різц
з плоскою передньою поверхнею (а) використовуються для обробки чавуну, бронзи
нших крихких матеріалів. Різці з плоскою поверхнею і відємною фаскою
застосовуються для обробки ковкого чавуну і сталевих заготовок з σв ![]() 800 мПа а також
при недостатній жорсткості технологічної системи. Для відведення і ламання
стружки необхідно застосувати стружко ломи. Різці з передньою поверхнею
виконаною по формі в (рис.2.20) застосовуються при обробці трудно оброблюваних
матеріалів з σв
800 мПа а також
при недостатній жорсткості технологічної системи. Для відведення і ламання
стружки необхідно застосувати стружко ломи. Різці з передньою поверхнею
виконаною по формі в (рис.2.20) застосовуються при обробці трудно оброблюваних
матеріалів з σв![]() 800 мПа. І корозостійких сталей.
800 мПа. І корозостійких сталей.
Фасонні різці застосовують для обробки складних поверхонь тіл обертання. Вони використовуються на токарно-револьверних верстатах, автоматах і напівавтоматах. Такі різці спеціально проектуються виготовляються для обробки конкретного профілю, забезпечують високопродуктивну обробку складних фасонних деталей в великосерійному і масовому виробництві. Вони можуть бути круглими і призматичними з радіальною і тангенціальною подачею.
В останні роки у зв’язку з розвитком технології одержання надтвердих синтетичних матеріалів були розроблені спеціальні конструкції різців. Такі конструкції повинні бути жорсткими, вібростійкими і вимагають обладнання підвищеної жорсткості.
5.4 Порядок розрахунку і вибору режиму різання при точінні
Вихідними даними при розрахунку (виборі) режиму різання при точінні є розміри і стан заготовки, матеріал з якого вона виготовлена, його твердість, стан поверхонь, розміри і допуски на готову деталь, вимоги до якості оброблених поверхонь. Крім того необхідно мати інформацію про наявне технологічне обладнання, його характеристики, наявні пристрої і їх характеристики, наявний інструмент (вид, тип, форма різальної частини) реальні можливості виробництва (можливість використання ЗОР). Якщо тако нформації нема, то нею необхідно задатись. Розрахунок вимагає значних затрат часу, вибір простіший, але менш точний.
Як правило режим різання прир обробці конструкційних
матеріалів (сталей) назначають в слідкуючому порядку: t![]()
1.При назначенні глибини різання бажано забезпечити знімання припуску за один прохід. При чорновій обробці визначаючими силові і міцності фактори, а при чистовій обробці визначаючою є точність обробленої поверхні.
2. Подача S мм/об. При чорновій обробці подача обмежується міцністю державки інструменту, його пластинки, можливостями механізму подач верстата і жорсткістю деталі. При чистовій обробці визначними є точність шорсткість обробленої поверхні . Конкретні рекомендації по вибору подачі проведен у /4;8/. Орієнтовно подачу можна назначати в долях від глибини різання. S=(0,15-0,25)t при чорновій обробці і S=(0,05-0,15)t при чистовій обробці. Вибране значення подачі корегується з врахуванням можливостей верстата (приймається ближче менше значення).
3. Стійкість різця Т хв. Залежить від умов роботи, властивостей інструментального матеріалу і приймається з довідників /4;8/. Орієнтовно для твердосплавних різців Т=45-60 хв. А для фасонних різців Т=120хв.
4. Швидкість різання V м/хв визначається по емпіричних формулах ( п.1.4) Вибір швидкост різання можна зробити на основі рекомендацій /4/. На основі прийнятої швидкост різання визначають необхідне число обертів шпинделя і коригують його по можливостях верстата.
5.Сила різання Pz (тангенціальна складова) визначається по емпіричній формулі, приведеній в п.1.5 стор 34.
6. Ефективна потужність різання Ne=![]() кВт. Тут Vф – фактична
швидкість різання.
кВт. Тут Vф – фактична
швидкість різання.
7. Основний технологічний час на обробку поверхні to є складовою частиною штучного часу на обробку Tшт= to+tдоп+tо.обс.+tт.обсл.+tф , тут tдоп – допоміжний час на виконання допоміжних робіт (встановлення і знімання деталі, керування верстатом, контроль розмірів); tо.обс. tт.обсю - - час на організаційне технічне обслуговування робочого місця віднесений на 1 дуталь; tф – час на фізичні потреби робітника.
To=![]() (хв).
Тут L – довжина ходу різця; і-
число проходів.
(хв).
Тут L – довжина ходу різця; і-
число проходів.
При обробці трудно оброблюваних матеріалів гартованих сталей (HRC62÷64) нструментами з надтвердих матеріалів розрахуное режиму починається з вибору швидкості різання (V=80-100 м/хв ы быльше). Виходячи з вибраної швидкості різання назначають глибину різання подачу, яку узгоджують з необхідною шорсткістю обробки. Для реалізац можливостей надтвердих матеріалів необхідно мати жорстке високоточне обладнання з високими частотами обертання шпиндельних вузлів.
Перевірки:
1. Перевірка потужності. Ne≤ Nb·η , тут Nв – встановлена потужність головного приводу верстата; η=0,75-0,85 – ККД механізму приводу верстата.
2. Перевірка подачі. Зусилля, що забезпечу механізм подачі верстата повинно бути більшим осьового зусилля Рх.
3. Перевірка різця на міцність Pz≤![]() , тут В – ширина
тіла різця мм; Н – висота тіла різця мм; І – виліт різця в різцетримачі мм;
, тут В – ширина
тіла різця мм; Н – висота тіла різця мм; І – виліт різця в різцетримачі мм; ![]() = 200мПа (20
кГ/мм2) – допустимі напруження на згин державок різців з конструкційної сталі.
= 200мПа (20
кГ/мм2) – допустимі напруження на згин державок різців з конструкційної сталі.
4. Перевірка на жорсткість різця P=![]()
![]() Pz
Pz![]() Тут f=0,25δ
(δ- поле допуску на оброблюваний розмір
деталі); Е – модуль Юнга матеріала корпуса різця кГс/мм2; І=
Тут f=0,25δ
(δ- поле допуску на оброблюваний розмір
деталі); Е – модуль Юнга матеріала корпуса різця кГс/мм2; І=![]() -осьовий момент інерц
корпуса різця.
-осьовий момент інерц
корпуса різця.
5. Первірка деталі на жорсткість. При
консольному закріплення деталі в патроні P=![]()
![]() Ру , а якщо деталь закріплена в патроні і підперта центром, то P=
Ру , а якщо деталь закріплена в патроні і підперта центром, то P=![]()
![]() Ру. Тут I=
Ру. Тут I=![]() -осьовий
момент інерції тіла заготовки; l
величина, на яку виступає заготовка з патрона ( при обробці заготовки в
патроні) і віддаль від патронга до центра якщо довга деталь підперта центром.
-осьовий
момент інерції тіла заготовки; l
величина, на яку виступає заготовка з патрона ( при обробці заготовки в
патроні) і віддаль від патронга до центра якщо довга деталь підперта центром.
Якщо проведено всі перевірки і умови витримано, то обробка можлива. Якщо якась умова не витримана, то необхідно міняти режим обробки (змінити величину подачі, глибину різання, або швидкість).
5.5 Конструкції токарних верстатів
Всі токарні верстати відносяться до першо групи металорізальних верстатів і в залежності від призначення і конструкц поділяються на 9 підгруп:
1.1 токарні одношпиндельні автомати.
1.2 токарні багатошпиндельні автомати.
1.3 токарно-револьверні верстати.
1.4 токарно-свердлильно-відрізні верстати.
1.5 токарні карусельні верстати.
1.6 універсальні токарні і лоботокарн верстати.
1.7 токарні гідрокопіювальні і багаторізцев верстати.
1.8 токарно-затилувальні верстати (спеціалізовані).
1.9 всі інші токарні верстати, що не ввійшли в підгрупи 1-8.
Найбільш розповсюджені універсальн токарно-гвинторізні верстати, характерним представником яких є 16К20, на баз якого виконано 16к20П, 16К20Г 9з виїмкою на станині) і 16К25 – облегшений, нормальної точності з збільшеним діаметром обробки.
Верстат16К20 використовується для виконання різноманітних токарних робіт в одиничному і малосерійному виробництвах а також в інструментальних і ремонтних цехах. Основні вузли і частини верстата показан на рис.2.21. Станина має коробчасту форму і шліфовані напрямні. Справа розміщена коробка подач 2 і передня бабка3, в якій змонтована коробка швидкостей з шпинделем. За передньою бабкою розміщено шафа з електрообладнанням 4. Щиток 5 служить для захисту токаря від викидів стружки і емульсії. Справа на напрямних змонтована задня бабака 6 , яка служить для підтримки з допомогою центра заготовки, обо для закріплення осьових інструментів (свердел, зенкерів, розверток...) По напрямних стании7 переміщаються поздовжні салазки супорта 8 до яких з переді прикріплений фартук супорта 11 в середині якого розміщений механізм подачі. Салазки 10 забезпечують переміщення верхнього супорта разом з різцетримачем в поперечному напрямку. Передача руху з коробки подач в механізм фартука здійснюється ходовим валом 13, або ходовим гвинтом 12 (при нарізанн різей). Кінематична схема верстата 16К20 подана на рис.2.22. Головним рухом на даному верстаті є обертання шпинделя, яке одержує рух від електродвигуна М1. На валу І знаходиться двохстороння фрикційна муфта М1. При включенні її в ліво рух через колеса z56-34,або z51-39 передається на вал ІІ. При включенн муфти в право рух буде передаватись через паразитний блок z24-50 i z36-38Б тоді вал ІІ буде обертатись в протилежному напрямку.
© 2009 База Рефератов