
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Проект автоматической линии для обработки детали "Вал-выходной"
Курсовая работа: Проект автоматической линии для обработки детали "Вал-выходной"
Министерство образования и науки Украины
Донецкий национальный технический университет
Механический факультет
Кафедра МС и инструменты
КУРСОВОЙ ПРОЕКТ
по дисциплине Теория проектирования автоматизированных станочных комплексов”
на тему: Проект автоматической линии для обработки детали "Вал-выходной"
ПК.ПЗ.04.6.09.02.03.31.00.000
Выполнил
ст. гр. МС-04н Володько А. Ю.
Принял Калафатова Л. П.
Нормоконтроль Гусев В. В.
Донецк 2008
Реферат
Работа содержит: страниц 46, таблиц 8 , источников 4, рисунков 9, приложений 2.
Объект проектирования: автоматическая линия для изготовления детали типа вал-выходной.
Цель работы: закрепить знания, полученные при изучении курса «Теория проектирования автоматизированных станочных комплексов», приобрести навыки проектирования автоматических линий.
ПОЗИЦИЯ, ПОТЕРИ ВНЕЦИКЛОВЫЕ, СТАНКИ ДУБЛЕРЫ, АВТОМАТИЧЕСКАЯ ЛИНИЯ, ЦИКЛОГРАММА РАБОТЫ, ТРАНСПОРТНАЯ СИСТЕМА.
Задание
Разработать компоновочную схему автоматической линии для изготовления детали тапа вал. Рассчитать экономические показатели выбранной линии.
Спроектировать шпиндельный узел шпоночно-фрезерного станка для фрезерования шпоночного паза.
Исходными данными к курсовому проекту является заданная производительность изготовления детали в условиях автоматизированного производства равная 55 шт./смену и чертеж детали представленный в приложении А.
Содержание
Введение 5
1. Анализ технологичности конструкции детали 6
2. Технологический процесс изготовления детали для неавтоматизированного производства 8
3.Определение перечня холостых операций 14
4. Анализ базового операционного процесса по критерию обеспечения заданной сменной производительности 15
5. Уточненный расчет производительности автоматической линии 16
6 Выбор транспортно-загрузочной системы 23
7. Расчет затрат для выбранных вариантов автоматических линий 23
8. Описание конструкции и работы автоматической линии и циклограммы 26
9. Описание конструкции и работы станка 27
10. Определение режимов обработки 29
11. Определение усилий и мощности резания 30
12. Расчет клиноременной передачи 31
13. Расчет прогиба шпинделя 32
14. Расчёт жёсткости опор качения 33
15. Расчёт жёсткости шпинделя 35
16. Динамический расчет шпиндельного узла 38
Заключение 41
Список литературы 43
Современное производство отличается сложностью производства и технологических процессов. В этих условиях решаются проблемы повышения продуктивности работы и качества производства изготавливаемой продукции при минимальных затратах автоматизации. Для этого необходимо уметь проектировать и широко использовать автоматизированные системы технологического оборудования, в состав которых входит сами станки – автоматы, автоматизированные загрузочные устройства, транспортно – накопительные системы и др.
1. Анализ технологичности конструкции детали
Деталь является выходным валом трехступенчатого цилиндрического соосного редуктора с уменьшающимися диаметрами от середины к краям детали. Она изготавливается из стали 40Х ГОСТ 4543-71. Это конструкционная легированная сталь, содержащая 0,4 % углерода, до 1,5% хрома. Эта сталь имеет плохие литейные качества, поэтому использовать в качестве заготовки литье в песчаных формах не допустимо. На чертеже указана твёрдость поверхностей детали после термообработки HRB 220…260. В качестве термообработки принято улучшение. В качестве технологической и измерительной базы принята ось центров детали, что является технологичным, так как не нарушается принцип единства баз. На чертеже детали имеются все виды, сечения и разрезы необходимые для того, чтобы представить конструкцию детали.
Заменить деталь сборным узлом представляется нецелесообразным.
Для облегчения установки подшипников на детали выполнены заходные фаски. Жёсткость детали определим по формуле:
![]() ,
,
где l – длина детали, l = 450 мм;
![]() - приведённый диаметр детали:
- приведённый диаметр детали:
 ,
,
где ![]() ,
, ![]() - соответственно, диаметр и длина
i-той ступени детали;
- соответственно, диаметр и длина
i-той ступени детали;
n – количество ступеней детали.
Тогда
![]()
Тогда
Так как жёсткость детали значительна и не превышает критического значения, равного 10, то для обработки детали не требуются люнеты, а режимы резания могут быть максимально возможными.
Все поверхности детали доступны для обработки и измерений. Возможно использование высокопроизводительного оборудования и стандартной технологической оснастки.
Центрирование вала и ступицы муфты осуществляется скользящей посадкой , крутящий момент передается с помощью шпоночного соединения. Это накладывает дополнительные требования к этой поверхности (шероховатость Ra 1,6 мкм), которая выполнена по 9 квалитету. Так как обработка цапф предусматривает шлифование и полирование, на валу предусмотрены канавки для выхода шлифовального круга, выполненные по наружнему цилиндру и торцу ГОСТ 8820-69 исп.4. Деталь имеет хвостовик для соединения со звездочкой цепной передачи посредством муфты. К поверхностям детали ø45k7, ø50js7, ø80k7, ø75n7 предъявляются особые требования по форме цилиндричности и соосности относительно оси детали. Его величина не должна превышать 0,08 мм и 0,02 соответственно. При выдерживании этих требований возникают технологические трудности. Эти поверхности детали являются наиболее точными. Обеспечение этой точности требует обработки абразивным инструментом.
Нетехнологичными элементами являются:
Наличие на поверхности ø80k7 закрытого шпоночного паза, что затруднит его обработку.
Назначение канавок для выхода шлифовального круга, приведет к ослаблению сечения детали и приведет к понижению жесткости на поверхностях ø45k7, ø50js7, ø80k7, ø75n7.
Несмотря на указанные недостатки деталь в целом технологична.
2. Технологический процесс изготовления детали для неавтоматизированного производства
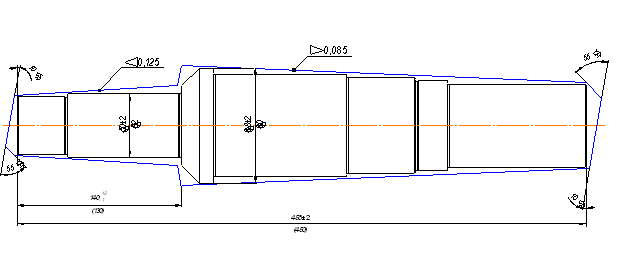
Рис. 2.1 Чертеж заготовки
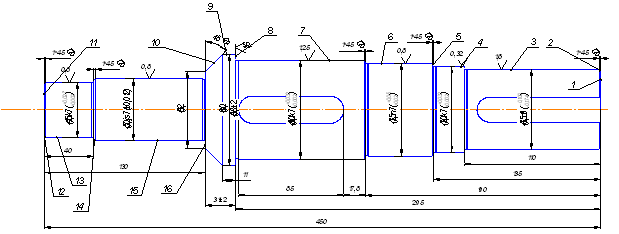
Рис. 2.2 Деталь с позициями
На рисунке 2.1 указан чертеж заготовки. На рисунке 2.2 указаны позиции обрабатываемых поверхностей. Далее приведем технологический процесс обработки детали в условиях неавтоматизированного производства.
1. Цех штамповочный.
010 Фрезерно-центровальная (МР-71).
А. Установить и снять заготовку.
1. Фрезеровать торцы 1;11, выдержав размер 450h12.
2. Сверлить центровые отверстия В5.
015 Токарно-винторезная (16К20).
А. Установить и снять заготовку.
1. Точить начерно ø80k7 поверхности 7 l=295h12.
2. Точить начерно ø75n7 поверхности 6 l=190h12.
3. Точить начерно ø70k7 поверхности 4 l=135h12.
4. Точить начерно ø65d9 поверхности 3 l=110h12.
5. Точить начерно ø90h14 поверхности 9 l=11h12.
Б. Переустановить заготовку.
6. Точить начерно ø50js7 поверхности 15 l=130h12.
7. Точить начерно ø45k7 поверхности 13 l=40h12.
020 Токарно-винторезная (16К20).
А. Установить и снять заготовку.
1. Точить начисто ø65d9 поверхности 3 l=110h12.
2. Точить начисто ø70k7 поверхности 4 l=135h12.
3. Точить начисто ø75n7 поверхности 6 l=190h12.
4. Точить начисто ø80k7 поверхности 7 l=295h12.
5. Точить фаску 1х45º поверхности 2.
6. Точить фаску 1х45º поверхности 5.
7. Точить фаску 1х45º поверхности 17.
8. Точить канавку поверхности 3.
9. Точить канавку поверхности 4.
10. Точить канавку поверхности 6.
11. Точить канавку поверхности 7.
Б. Переустановить заготовку.
12. Точить начисто ø50js7 поверхности 15 l=130h12.
13. Точить начисто ø45k7 поверхности 13 l=40h12.
14. Точить фаску 1х45º поверхности 12.
15. Точить фаску 1х45º поверхности 14.
16. Точить фаску 45º поверхности 10.
17. Точить канавку поверхности 13.
18. Точить канавку поверхности 15.
025 Шпоночно-фрезерная (692М).
А. Установить и снять заготовку.
1. Фрезеровать шпоночный паз ø22x85.
2. Фрезеровать шпоночный паз ø20x100.
030 Термическая.
1. Улучшение до HB 220-260.
035 Круглошлифовальная (ЗУ10В).
А. Установить и снять заготовку.
1. Шлифовать начерно ø65d9 поверхности 3.
2. Шлифовать начерно ø70k7 поверхности 4.
3. Шлифовать начерно ø75n7 поверхности 6.
4. Шлифовать начерно ø80k7 поверхности 7.
5. Шлифовать начисто ø65d9 поверхности 3.
6. Шлифовать начисто ø70k7 поверхности 4.
7. Шлифовать начисто ø75n7 поверхности 6.
8. Шлифовать начисто ø80k7 поверхности 7.
9. Полировать ø70k7 поверхности 4.
040 Круглошлифовальная (ЗУ10В).
А. Установить и снять заготовку.
1. Шлифовать начерно ø45k7 поверхности 13.
2. Шлифовать начерно ø50js7 поверхности 15.
3. Шлифовать начисто ø45k7 поверхности 13.
4. Шлифовать начисто ø50js7 поверхности 15.
045 Контрольная.
Из базового техпроцесса выбираем операции, которые будут выполняться на автоматической линии. Тогда маршрутный техпроцесс будет иметь вид:
010 Фрезерно-центровальная
015 Токарно-винторезная (черновая)
020 Токарно-винторезная (чистовая)
025 Шпоночно-фрезерная
На основании базового техпроцесса обработки произведем расчет машинного времени обработки каждой конкретной поверхности и результат занесем в таблицу 2.1.
Таблица 2.1-Расчет машинного времени выполнения операций
| Наименование | Инструмент | Параметры резания | D, мм | L, мм | tр, мин | |||||
| операции | перехода | t, мм | sоб, мм/об | v, м/мин | n, об/мин | sмин, мм/мин | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Фрезерно-центровальная | Фрезеровать торцы пов. 1,17. | Фрезы торцевые Т15К6 | 3 | 4 | 137 | 220 | 275 | 98 | 300 | 1,09 |
| Сверлить центровочные отверстия | Сверла центровочные комбинированные ГОСТ 14952-75 | 6 | 0,31 | 10 | 255 | 79 | 12,5 | 10,06 | 0,13 | |
| Токарно-винторезная (Черновая) | Точить пов.7 предв. | Резец проходной Т15К6 | 3 | 0,9 | 65 | 225 | 202 | 92 | 295 | 1,46 |
| Точить пов.6 предв. | Резец проходной Т15К6 | 2,2 | 0,9 | 65 | 276 | 248 | 75 | 190 | 0,77 | |
| Точить пов.4 предв. | Резец проходной Т15К6 | 2,2 | 0,9 | 65 | 296 | 266 | 70 | 135 | 0,51 | |
| Точить пов.3 предв. | Резец проходной Т15К6 | 2,3 | 0,9 | 65 | 318 | 286 | 65 | 110 | 0,38 | |
| Токарно-винторезная (Черновая) | Точить пов.9 | Резец проходной Т15К6 | 3 | 0,9 | 65 | 230 | 207 | 90 | 306 | 1,48 |
| Точить пов.15 предв. | Резец проходной Т15К6 | 3 | 0,9 | 65 | 339 | 305 | 61 | 130 | 0,43 | |
| Точить пов.13 предв | Резец проходной Т15К6 | 2,2 | 0,9 | 65 | 460 | 414 | 45 | 40 | 0,1 | |
| Токарно-винторезная (Чистовая) | Точить пов.7 оконч. | Резец проходной Т15К6 | 0,2 | 0,5 | 93 | 370 | 185 | 80 | 295 | 1,59 |
| Точить пов.6 оконч. | Резец проходной Т15К6 | 0,2 | 0,5 | 93 | 395 | 197 | 75 | 190 | 0,96 | |
| Точить пов.4 оконч. | Резец проходной Т15К6 | 0,2 | 0,5 | 93 | 423 | 211 | 70 | 135 | 0,64 | |
| Точить пов.3 оконч. | Резец проходной Т15К6 | 0,2 | 0,5 | 93 | 455 | 278 | 65 | 110 | 0,48 | |
| Токарно-винторезная (Чистовая) | Точить пов.15 оконч. | Резец проходной Т15К6 | 0,2 | 0,5 | 93 | 592 | 296 | 50 | 130 | 0,44 |
| Точить пов.13 оконч. | Резец проходной Т15К6 | 0,2 | 0,5 | 93 | 658 | 329 | 45 | 40 | 0,12 | |
| Точить фаску пов.2 | Резец фасочный Р6М5 | 1 | 0,3 | 115 | 66 | 20 | 65 | 1 | 0,05 | |
| Точить фаску пов.5 | Резец фасочный Р6М5 | 1 | 0,3 | 120 | 57 | 17 | 75 | 1 | 0,06 | |
| Точить фаску пов.17 | Резец фасочный Р6М5 | 1 | 0,3 | 115 | 44 | 13 | 80 | 1 | 0,08 | |
| Точить фаску пов.12 | Резец фасочный Р6М5 | 1 | 0,3 | 120 | 95 | 29 | 45 | 1 | 0,03 | |
| Точить фаску пов.14 | Резец фасочный Р6М5 | 1 | 0,3 | 120 | 86 | 26 | 50 | 1 | 0,04 | |
| Точить фаску пов.10 | Резец фасочный Р6М5 | 1 | 0,3 | 115 | 39 | 12 | 90 | 1 | 0,09 | |
| Точить канавку пов. 3 | Резец специальный Р6М5 | 2,2 | 0,3 | 120 | 66 | 20 | 65 | 0,2 | 0,01 | |
| Точить канавку пов. 4 | Резец специальный Р6М5 | 2,2 | 0,3 | 120 | 61 | 18 | 70 | 0,2 | 0,01 | |
| Точить канавку пов. 6 | Резец специальный Р6М5 | 2,2 | 0,3 | 120 | 57 | 17 | 75 | 0,2 | 0,01 | |
| Точить канавку пов. 7 | Резец специальный Р6М5 | 2,2 | 0,3 | 115 | 44 | 13 | 80 | 0,2 | 0,01 | |
| Точить канавку пов. 13 | Резец специальный Р6М5 | 2,2 | 0,3 | 120 | 95 | 29 | 45 | 0,2 | 0,01 | |
| Точить канавку пов. 15 | Резец специальный Р6М5 | 2,2 | 0,3 | 120 | 86 | 26 | 50 | 0,2 | 0,01 | |
| Вертикально фрезерная | Фрезеровать шпоночный паз Ø22 попер/прод | Фреза шпоночная Т15К6 | 9/22 | 0,017/ 0,006 | 111 | 1600 | 9/27 | 22 | 9/85 | 4,15 |
| Фрезеровать шпоночный паз Ø20 напроход | Фреза шпоночная Т15К6 | 20 | 0,006 | 101 | 1600 | 27 | 20 | 100 | 3,7 | |
| Суммарное значение рабочего времени | 16,5 | |||||||||
3. Определение перечня холостых операций
Перечень холостых операций приведен в таблице 2.
Таблица 3.1– Перечень холостых операций
| Наименование рабочей операции | Наименование холостой (обеспечивающей) операции |
| Фрезерно-центровальная | 1.1 Ориентировать деталь |
| 1.2 Подать деталь в рабочую зону | |
| 1.3 Закрепить деталь | |
| 1.4 Подвести фрезы на быстром ходу | |
| 1.5 Отвести фрезы на быстром ходу | |
| 1.6 Подвести центровочные свёрла на быстром ходу | |
| 1.7 Отвести центровочные свёрла на быстром ходу | |
| 1.8 Раскрепить деталь | |
| 1.9 Удалить деталь из рабочей зоны | |
| Токарно-винторезная | 2.1 Ориентировать деталь |
| 2.2 Подать деталь в рабочую зону | |
| 2.3 Закрепить деталь | |
| 2.4 Подвести резец на быстром ходу | |
| 2.5 Отвести резец на быстром ходу | |
| 2.6 Раскрепить деталь | |
| 2.7 Закрепить деталь | |
| 2.8 Подвести резец на быстром ходу | |
| 2.9 Отвести резец на быстром ходу | |
| 2.10 Раскрепить деталь | |
| 2.11 Удалить деталь из рабочей зоны | |
| Шпоночно-фрезерная | 3.1 Ориентировать деталь |
| 3.2 Подать деталь в рабочую зону | |
| 3.3 Закрепить деталь | |
| 3.4 Подвести инструмент на быстром ходу | |
| 3.5 Отвести инструмент на быстром ходу | |
| 3.10 Раскрепить деталь | |
| 3.11 Удалить деталь из рабочей зоны |
4. Анализ базового операционного процесса по критерию обеспечения заданной сменной производительности
Определим ожидаемую производительность системы технологического оборудования за смену для неавтоматизированного производства:
 шт/см;
шт/см;
где ![]() – коэффициент использования линии,
принимаем
– коэффициент использования линии,
принимаем ![]()
По условию требуемая серийная производительность:
![]() шт/см.
шт/см.
В связи с этим необходимо синтезировать вариант АЛ, которая позволила бы обеспечить заданную производительность.
Рассмотрим два варианта компоновки автоматической линии, в первом из которых используются станки-дублеры, а во втором многопозиционный станок.
Структура линии, состоящей из станков-дублеров, представлена на (рис. 4.1).
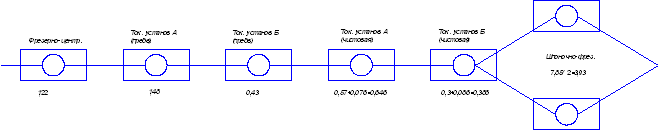 Рисунок 4.1 Компоновка АЛ со
станками-дублерами.
Рисунок 4.1 Компоновка АЛ со
станками-дублерами.
Для этой линии лимитирующим является время ![]() мин. Тогда
производительность такой линии составляет:
мин. Тогда
производительность такой линии составляет:
![]() (шт./смену).
(шт./смену).
Данное количество изделий удовлетворяет требуемой производительности.
Теперь рассчитаем вариант компоновки АЛ с многопозиционным станком, структура которого представлена на рисунке 4.2.
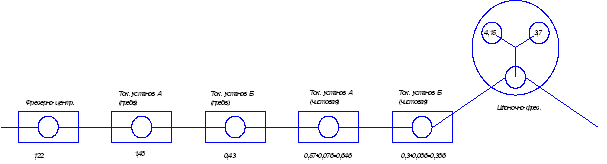
Рисунок 4.2 Компоновка АЛ со станками с многооперационным станком
Для данного варианта АЛ лимитирующей операцией также
является шпоночно-фрезерная со временем ![]() мин. Производительность такой
линии составляет:
мин. Производительность такой
линии составляет:
![]() (шт./смену).
(шт./смену).
Этот вариант также обеспечивает требуемую производительность, используя при этом на один станок меньше, чем предыдущий вариант. Проведем более точный анализ двух последних вариантов АЛ и определим, какой из них является более экономически целесообразным.
5. Уточненный расчет производительности автоматической линии
Уточненный расчет полной производительности автоматической линии с жесткими межагрегатными связями проводится по формуле:
 ,
,
где ![]() - коэффициент загрузки линии,
который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
- коэффициент загрузки линии,
который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
![]() - время не совмещенных холостых
ходов (в условиях дифференциации технологического процесса принимается
- время не совмещенных холостых
ходов (в условиях дифференциации технологического процесса принимается ![]() ;
;
![]() - время суммарных внецикловых
потерь, определяется по формуле:
- время суммарных внецикловых
потерь, определяется по формуле:
![]()
где ![]() - ожидаемые внецикловые потери по
инструменту;
- ожидаемые внецикловые потери по
инструменту;
![]() - ожидаемые внецикловые потери по
оборудованию.
- ожидаемые внецикловые потери по
оборудованию.
Потери по инструменту вычисляются по формуле:
Сведем данные по всем инструментам в таблицу 5.1.
Таблица 5.1 - Расчет времени потерь по инструменту для АЛ со станками-дублерами
| № п\п | Наименование инструмента |
|
|
|
|
|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Фреза торцовая Т15К6 | 1,09 | 100 | 7 | 0,12 | 0,078*2 |
| 2 | Сверло центровочное Р18 | 0,13 | 45 | 1 | 0,12 | 0,0032*2 |
| 3 | Резец Т15К6 (установ А, черновая обработка) | 1,48 | 60 | 1,5 | 0,2 | 0,042 |
| 4 | Резец Т15К6 (установ А, черновая обработка) | 1,46 | 60 | 1,5 | 0,2 | 0,041 |
| 5 | Резец Т15К6 (установ А, черновая обработка) | 0,77 | 60 | 1,5 | 0,2 | 0,022 |
| 6 | Резец Т15К6 (установ А, черновая обработка) | 0,51 | 60 | 1,5 | 0,2 | 0,014 |
| 7 | Резец Т15К6 (установ А, черновая обработка) | 0,38 | 60 | 1,5 | 0,2 | 0,011 |
| 8 | Резец Т15К6 (установ Б, черновая обработка) | 0,43 | 60 | 1,5 | 0,2 | 0,012 |
| 9 | Резец Т15К6 (установ Б, черновая обработка) | 0,097 | 60 | 1,5 | 0,2 | 0,0027 |
| 10 | Резец Т15К6 (установ А, чистовая обработка) | 0,57 | 60 | 3,0 | 0,18 | 0,03 |
| 11 | Резец Т15К6 (установ А, чистовая обработка) | 0,28 | 60 | 3,0 | 0,18 | 0,015 |
| 12 | Резец Т15К6 (установ А, чистовая обработка) | 0,12 | 60 | 3,0 | 0,18 | 0,064 |
| 13 | Резец Т15К6 (установ А, чистовая обработка) | 0,48 | 60 | 3,0 | 0,18 | 0,025 |
| 14 | Резец Т15К6 (установ Б, чистовая обработка) | 0,3 | 60 | 3,0 | 0,18 | 0,016 |
| 15 | Резец Т15К6 (установ Б, чистовая обработка) | 0,12 | 60 | 3,0 | 0,18 | 0,0064 |
| 16 | Резец канавочный Р6М5 (установ А) | 0,01 | 60 | 3,0 | 0,18 | 0,00053 |
| 17 | Резец канавочный Р6М5 (установ А) | 0,01 | 60 | 3,0 | 0,18 | 0,00053 |
| 18 | Резец канавочный Р6М5 (установ А) | 0,012 | 60 | 3,0 | 0,18 | 0,00064 |
| 19 | Резец канавочный Р6М5 (установ А) | 0,015 | 60 | 3,0 | 0,18 | 0,0008 |
| 20 | Резец канавочный Р6М5 (установ Б) | 0,007 | 60 | 3,0 | 0,18 | 0,00037 |
| 21 | Резец канавочный Р6М5 (установ Б) | 0,0078 | 60 | 3,0 | 0,18 | 0,00041 |
| 22 | Резец фасочный Р6М5 (установ А) | 0,05 | 60 | 3,0 | 0,18 | 0,0027 |
| 23 | Резец фасочный Р6М5 (установ А) | 0,058 | 60 | 3,0 | 0,18 | 0,0031 |
| 24 | Резец фасочный Р6М5 (установ А) | 0,076 | 60 | 3,0 | 0,18 | 0,004 |
| 25 | Резец фасочный Р6М5 (установ Б) | 0,035 | 60 | 3,0 | 0,18 | 0,0019 |
| 26 | Резец фасочный Р6М5 (установ Б) | 0,039 | 60 | 3,0 | 0,18 | 0,0021 |
| 27 | Резец фасочный Р6М5 (установ Б) | 0,086 | 60 | 3,0 | 0,18 | 0,0046 |
| 28 | Фреза шпоночная Т15К6 (Ø22х85) | 3,93 | 80 | 5,0 | 0,12 | 0,251 |
| 29 | Фреза шпоночная Т15К6 (Ø20х85) | 3,93 | 80 | 5,0 | 0,12 | 0,251 |
|
|
||||||
Для варианта АЛ с многопозиционным станком на шпоночно-фрезерной операции приведем только отличия по времени в 28 и 29 номере таблицы 5.1.
Таблица 5.2 - Расчет потерь времени по инструменту для АЛ с многопозиционным станком
| № п\п | Наименование инструмента |
|
|
|
|
|
| - | - | - | - | - | - | - |
| 28 | Фреза шпоночная Т15К6 (Ø22х85) | 4,15 | 80 | 5,0 | 0,12 | 0,266 |
| 29 | Фреза шпоночная Т15К6 (Ø20х85) | 3,7 | 80 | 5,0 | 0,12 | 0,237 |
|
|
Расчет внецикловых потерь по оборудованию проводится по формуле:
![]()
где ![]() - среднее время простоев i-го
нормализованного узла.
- среднее время простоев i-го
нормализованного узла.
Рассмотрим вариант компоновки данной линии с применением станков-дублеров. Данные по потерям времени по оборудования сводим в таблицы 5.3 и 5.4.
Таблица 5.3 - Уточненные потери по оборудованию вариант для АЛ с копировальными станками
| Операция | Наименование механизма |
Время простоев на 100 мин. |
Время работы j-ого нормализованного узла |
Простои конкретных механизмов |
| Фрезерно-центровальная х2 | Узел подачи и зажима | 0,55 | 1,21 | 0,0067 |
| Фрезерная бабка | 0,04 | 1,09 | 0,0004 | |
| Сверлильная бабка | 0,03 | 0,12 | 0,00004 | |
| Гидравлическое оборудование | 0,2 | 1,21 | 0,00242 | |
| Электрооборудование | 0,5 | 1,21 | 0,00605 | |
| Система охлаждения | 0,08 | 1,21 | 0,00097 | |
| Транспортер стружки | 0,24 | 1,21 | 0,0029 | |
|
|
||||
| Токарная черновая Установ А | Узел подачи и закрепления заготовки | 0,55 | 1,48 | 0,00814 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 1,48 | 0,002664 | |
| Узел продольных суппортов | 0,06 | 1,48 | 0,000888 | |
| Гидравлическое оборудование | 0,2 | 1,48 | 0,00296 | |
| Электрооборудование | 1,43 | 1,48 | 0,021164 | |
| Система охлаждения | 0,08 | 1,48 | 0,001184 | |
| Транспортер стружки | 0,24 | 1,48 | 0,003552 | |
|
|
||||
| Токарная черновая Установ Б | Узел подачи и закрепления заготовки | 0,55 | 0,43 | 0,002365 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,43 | 0,000774 | |
| Узел продольных суппортов | 0,06 | 0,43 | 0,000258 | |
| Гидравлическое оборудование | 0,2 | 0,43 | 0,00086 | |
| Электрооборудование | 1,43 | 0,43 | 0,006149 | |
| Система охлаждения | 0,08 | 0,43 | 0,000344 | |
| Транспортер стружки | 0,24 | 0,43 | 0,001032 | |
|
|
||||
| Токарная чистовая Установ А | Узел подачи и закрепления заготовки | 0,55 | 0,646 | 0,003553 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,646 | 0,0011628 | |
| Узел поперечных суппортов | 0,07 | 0,076 | 0,0000532 | |
| Узел продольных суппортов | 0,06 | 0,57 | 0,000342 | |
| Гидравлическое оборудование | 0,20 | 0,646 | 0,001292 | |
| Электрооборудование | 1,43 | 0,646 | 0,0092378 | |
| Система охлаждения | 0,08 | 0,646 | 0,0005168 | |
| Транспортер стружки | 0,24 | 0,646 | 0,0015504 | |
|
|
||||
| Токарная чистовая Установ Б | Узел подачи и закрепления заготовки | 0,55 | 0,386 | 0,002123 |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 0,386 | 0,0006948 | |
| Узел поперечных суппортов | 0,07 | 0,086 | 0,0000602 | |
| Узел продольных суппортов | 0,06 | 0,3 | 0,00018 | |
| Гидравлическое оборудование | 0,2 | 0,386 | 0,000772 | |
| Электрооборудование | 1,43 | 0,386 | 0,0055198 | |
| Система охлаждения | 0,08 | 0,386 | 0,0003088 | |
| Транспортер стружки | 0,24 | 0,386 | 0,0009264 | |
|
|
||||
| Вертикально-фрезерная | Узел подачи и зажима | 0,55 | 3,93 | 0,0216 |
| Фрезерная бабка х2 | 0,06 | 3,93 | 0,0024 | |
| Гидравлическое оборудование х2 | 0,23 | 3,93 | 0,009 | |
| Электрооборудование | 1,43 | 3,93 | 0,056 | |
| Система охлаждения х2 | 0,08 | 3,93 | 0,0031 | |
| Транспортер стружки | 0,24 | 3,93 | 0,0094 | |
|
|
||||
| Вертикально-фрезерная | Узел подачи и зажима | 0,55 | 3,93 | 0,0216 |
| Фрезерная бабка х2 | 0,06 | 3,93 | 0,0024 | |
| Гидравлическое оборудование х2 | 0,23 | 3,93 | 0,009 | |
| Электрооборудование | 1,43 | 3,93 | 0,056 | |
| Система охлаждения х2 | 0,08 | 3,93 | 0,0031 | |
| Транспортер стружки | 0,24 | 3,93 | 0,0094 | |
|
|
||||
|
|
0,507 | |||
Тогда производительность такой линии с учетом потерь по инструменту и оборудованию будет составлять:
![]() шт./смену.
шт./смену.
Как видно по расчетам, производительность такой линии удовлетворяет требуемой производительности.
Далее рассмотрим потери времени, связанные с оборудованием для АЛ с многопозиционным станком и данные занесем в таблицу 5.4. Т.к. линия имеет многопозиционный станок вместо двух станков дублеров на последней операции, тогда приведем в таблице 5.4 только отличное от таблицы 5.3 время.
Таблица 5.4 - Уточненные потери по оборудованию вариант для АЛ с многопозиционным станком
| Операция | Наименование механизма |
Время простоев на 100 мин. |
Время работы j-ого нормализованного узла |
Простои конкретных механизмов |
| Вертикально-фрезерная | Узел подачи и зажима | 0,55 | 4,15 | 0,0228 |
| Фрезерная бабка х2 | 0,06 | 4,15 | 0,0025 | |
| Гидравлическое оборудование | 0,23 | 4,15 | 0,01 | |
| Электрооборудование х2 | 1,43 | 4,15 | 0,059 | |
| Система охлаждения х2 | 0,08 | 4,15 | 0,0033 | |
| Транспортер стружки | 0,24 | 4,15 | 0,01 | |
|
|
||||
| Вертикально-фрезерная | Узел подачи и зажима | 0,55 | 3,7 | 0,020 |
| Фрезерная бабка х2 | 0,06 | 3,7 | 0,0022 | |
| Гидравлическое оборудование | 0,23 | 3,7 | 0,0085 | |
| Электрооборудование х2 | 1,43 | 3,7 | 0,0529 | |
| Система охлаждения х2 | 0,08 | 3,7 | 0,003 | |
| Транспортер стружки | 0,24 | 3,7 | 0,0089 | |
|
|
||||
|
|
0,668 | |||
Тогда производительность такой линии с учетом потерь по инструменту и оборудованию будет составлять:
![]() шт./смену.
шт./смену.
Как видно по расчетам, производительности обоих линий удовлетворяют требуемой производительности. Дальнейшее увеличение числа оборудования для повышения производительности будет экономически нецелесообразным.
6 Выбор транспортно-загрузочной системы
В качестве загрузочно-разгрузочной системы в данной линии можно использовать напольные роботы-манипуляторы. Соответственно принимаем промышленные роботы агрегатно-модульный конструкции типа РПМ-25.
В качестве транспортной системы принимаю пластинчатый конвейер и транспортеры стружки.
7. Расчет затрат для выбранных вариантов автоматических линий
Ранее варианты АЛ рассматривались с точки зрения обеспечиваемой ими производительности и оба из них обеспечивают требуемую производительность. Для окончательного выбора компоновки АЛ определим стоимость каждой из них.
Для расчета стоимости того или иного варианта автоматической линии необходимо предварительно определить состав оборудования, которое будет входить в данную линию.
В обеих компоновках будут использоваться транспортеры деталей, стружки, роботы-манипуляторы. Приведенные затраты автоматической линии находятся по формуле:
![]() ;
;
![]() ;
;
где ![]() - стоимость основного
оборудования;
- стоимость основного
оборудования;
![]() - стоимость транспортно
загрузочной системы.
- стоимость транспортно
загрузочной системы.
Основное оборудование АЛ с применением станков-дублеров состоит из:
Фрезерно – центровальный станок - 1шт ×3000у.е.=3000 у.е.
Токарный многорезцовый полуавтомат – 4 шт ×4000у.е.=16000 у.е.
Шпоночно– фрезерный станок – 2шт.×3000у.е.=6000у.е.
Общая стоимость основного оборудования составляет: 25000у.е.
Вспомогательное оборудование для данной схемы:
Транспортер деталей 1 шт. × 1200 у.е.= 1200 у.е.
Транспортер стружки 2 шт. × 320 у.е.= 640 у.е.
Промышленный робот 7 шт.×4500у.е.=31500 у.е.
Общая стоимость вспомогательного оборудования составляет 33340 у.е
Приведенные потери составляют для данного варианта:
![]() у.е
у.е
Аналогично рассчитываем стоимость основного оборудования для варианта компоновки АЛ с многопозиционным станком:
Фрезерно – центровальный станок - 1шт ×3000у.е.=3000 у.е.
Токарный многорезцовый полуавтомат – 4 шт ×4000у.е.=16000 у.е.
Двухпозиционный фрезерный полуавтомат – 1шт.×6000у.е.=6000у.е.
Общая стоимость основного оборудования составляет 25000 у.е.
Определим стоимость вспомогательного оборудования:
Промышленный робот 6шт.×4500у.е.=27000 у.е.
Транспортер деталей 1 шт. × 1200 у.е.= 1200 у.е.
Транспортер стружки 1 шт. ×320 у.е.= 320 у.е.
Стоимость вспомогательного оборудования для данного варианта составляет 28520 у.е.
Как видно из расчетов второй вариант является экономически более целесообразным. Приведенные потери составляют для него:
![]() у.е.
у.е.
Из экономического сравнения двух вариантов видим, что вариант АЛ с применением многопозиционного станка оказался более выгодным.
Все расчеты заносим в таблицу 7.1.
Таблица 7.1 – Стоимость основного и вспомогательного оборудования
| № варианта | Тип оборудования | Стоимость оборудования | Тип ТЗС | Стоимость ТЗС | Приведенные затраты |
| 1 | Транспортер деталей | 1·1200 | 20419 | ||
| Станок фрезерно-центровальный мод. МР-71МФ3 | 1·3000 | Промышленный робот РПМ-25 | 1·4500 | ||
| Транспортер стружки | 320 | ||||
| Станок токарный многорезцовый копировальный полуавтомат мод. 1716Ц | 4·4000 | Промышленный робот РПМ-25 | 4·4500 | ||
| Транспортер стружки | 320 | ||||
| Станок шпоночно-фрезерный 692М | 2·3000 | Промышленный робот РПМ-25 | 2·4500 | ||
| Транспортер стружки | 2·320 | ||||
| 2 | Транспортер деталей | 1·1200 | |||
| Станок фрезерно-центровальный мод. МР-71М | 1·3000 | Промышленный робот РПМ-25 | 1·4500 | 18732 | |
| Транспортер стружки | 320 | ||||
| Станок токарный многорезцовый копировальный полуавтомат мод. 1716Ц | 4·4000 | Промышленный робот РПМ-25 | 4·4500 | ||
| Транспортер стружки | 320 | ||||
| Станок вертикально-фрезерный многопозиционный | 6000 | Промышленный робот РПМ-25 | 1·4500 | ||
| Транспортер стружки | 320 | ||||
Таблица 7.2 – Структура техпроцесса в автоматизированном производстве при совмещении операций
| № поз. | Наименование операции | Инструментальные переходы на данной операции | Инструмент | Время операции, мин. |
| 1 | Фрезерно-центровальная | Фрезеровать торцы 1, 11 Сверлить центровочные отверстия | Фреза торцевая Сверла центровочные комбинированные | 1,22 |
| 2 | Токарная черновая | Точить поверхности 3, 4, 6, 7 | Многорезцовая наладка | 1,48 |
| 3 | Токарная черновая | Точить поверхности 13, 15 | Многорезцовая наладка | 0,43 |
| 4 | Токарная чистовая | Точить поверхности 3, 4, 6, 7 Точить фаски 2, 5, 17 и канавки 3, 4, 6, 7 | Многорезцовая наладка | 0,646 |
| 5 | Токарная чистовая | Точить поверхности 13, 15 Точить фаски 12, 14, 10 и канавки 13, 15 | Многорезцовая наладка | 0,3865 |
| 6 | Вертикально-фрезерная | Фрезеровать шпоночные пазы | Фреза шпоночная | 4,15 |
8. Описание конструкции и работы автоматической линии и циклограммы
В состав АЛ последовательного агрегатирования входит следующее оборудование:
Фрезерно-центровальный станок мод. МР71М 1шт.
Токарный многорезцовый полуавтомат мод. 1Н713 4 шт.
Многопозиционный шпоночно-фрезерный станок 1шт.
Промышленный робот 6 шт.
Конвейер пластинчатый 1шт.
На первом фрезерно-центровальном станке производится фрезерование торцев детали и сверление центровых отверстий с помошью фрезерной и сверлильной бабок. Заготовка устанавливается на станке с помощью станочных призм. На втором и третьем токарном многорезцовом полуавтомате производится черновое точение цилиндрических поверхностей с помощью продольного суппорта и многорезцовых наладок. На четвертом и пятом токарных полуавтоматах производится точение цилиндрических поверхностей, фасок и канавок с помощью многорезцовых наладок на продольные и поперечные суппорта. На всех токарных станках заготовка устанавливается в переднем зубчатом центре и поджимается задней бабкой с установленным в ней вращающимся центром. На многопозиционном шпоночно-фрезерном станке производится фрезерование шпоночного паза шпоночной фрезой, установленной во фрезерной насадке, заготовка, установлена на поворотном столе. Самодействующие фрезерные головки на этом станке совершают движение врезания и продольное движение, а также главное движение резания. Однорукие промышленные роботы используются в качестве загрузочных устройств. Транспортирующим устройством в данной АЛ является пластинчатый конвейер с установленными на нем призмами для ориентирования заготовки.
Работа элементов АЛ происходит следующим образом (см. циклограмму работы АЛ): цикл начинается с подвода руки манипулятора к конвейеру, далее происходит зажим заготовки кистью и отвод манипулятора, его поворот к станку, и подвод руки. При попадании ориентированной заготовки в зажимное приспособление происходит зажим ее на станке после чего манипулятор разжимает кисть и отводит руку от станка, одновременно с отводом руки включается быстрый подвод заготовки вместе со столом или соответствующих суппортов в рабочую зону далее включается рабочий ход затем быстрый отвод. Одновременно с быстрым отводом включается подвод отведенной руки манипулятора к станку, зажим заготовки манипулятором и разжим зажимного приспособления. Обработанная заготовка отводится вместе с рукой манипулятора от станка, манипулятор поворачивается к конвейеру, подводит руку и устанавливает деталь в призмах на конвейере, разжимает кисть и отводит руку от него. На этом цикл работы АЛ заканчивается.
9. Описание конструкции и работы станка
В рамках данного курсового проекта необходимо сконструировать станочную систему для обработки шпоночного паза вала-выходного.
Компоноваться данная система будет следующим образом: шпоночно-фрезерный станок 692М, пластинчатый конвейер и промышленный робот РПМ-25. Робот захватывает заготовку и поворачивается к станку, для установки заготовки под обработку и ориентации относительно инструмента используем стандартный станочные приспособления – раздвижные призмы, которые крепятся к совершающему движение подачи силовому столу. Для того, чтобы в процессе обработки заготовка находилась неподвижно относительно инструмента и не меняла положение под действием сил резания, будем использовать зажимное приспособление, которое также устанавливается на стол.
Сам процесс обработки будет происходить в следующей последовательности: установка вала на призмы, фиксация вала с помощью зажимного приспособления посредством прижатия его к призмам, подвод заготовки на ускоренном ходу в зону обработки, непосредственная обработка шпоночного паза на рабочем ходу, отвод заготовки из зоны обработки на ускоренном ходу. При этом сам ускоренный подвод и отвод осуществляется посредством перемещения платформы стола по направляющим при вращении электродвигателя быстрых перемещений, изменение направления осуществляется реверсированием электродвигателя. Рабочий ход осуществляется посредством движения стола с заготовкой за счет вращения ходового винта от электродвигателя рабочей подачи. Скорость рабочей подачи настраивается сменяемыми зубчатыми колесами, величина усилия подачи стола регулируется фрикционной предохранительной муфтой, сжатие дисков которой производится винтом и планкой через пружину. Шпиндельный узел совершает вертикальное движение от привода конической шестерни, которая вращает винт, на котором накручена гайка, эта гайка с помощью кронштейна опускает шпиндель в зависимости от вращения винта.
10. Определение режимов обработки
Расчет режимов резания при обработке шпоночного паза ведем в следующей последовательности:
1) схема обработки паза
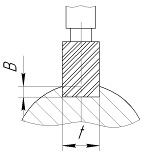
Рисунок 10.1 Обработка шпоночного паза
2) по рис. 10.1 глубина резания ![]() мм и ширина обработки
мм и ширина обработки ![]() мм;
мм;
3) согласно [1, стр. 284, табл. 35] принимаем подачу ![]() ;
;
4) скорость резания рассчитываем по формуле
 ,
,
где ![]() - стойкость инструмента,
- стойкость инструмента, ![]() мин [1, стр.
290, табл. 40];
мин [1, стр.
290, табл. 40];
![]() - число зубьев фрезы,
- число зубьев фрезы, ![]() ;
;
![]() [1, стр. 287, табл. 39];
[1, стр. 287, табл. 39];

где ![]() – коэффициент, характеризующий
группу стали по обрабатываемости,
– коэффициент, характеризующий
группу стали по обрабатываемости,![]() =0,85,
=0,85, ![]() =1,45 [1, с. 262, табл.2];
=1,45 [1, с. 262, табл.2];
![]() – коэффициент, учитывающий
состояние поверхности,[1, с. 263, табл.5];
– коэффициент, учитывающий
состояние поверхности,[1, с. 263, табл.5];
![]() – коэффициент, учитывающий
влияние материала инструмента, [1, с. 263, табл.6];
– коэффициент, учитывающий
влияние материала инструмента, [1, с. 263, табл.6];

По рассчитанной скорости резания определяем требуемую частоту вращения фрезы при обработке данной поверхности:
 об/мин.
об/мин.
11. Определение усилий и мощности резания
Определяем главную составляющую силы резания:
![]()
Согласно [1] выбираем значения степеней и коэффициентов:
![]()
![]()
Тогда усилие резания
![]() Н.
Н.
Определяем мощность резания:
![]()
Учитывая коэффициенты при затуплении – 1,7 и при неравномерности припуска – 1,4, получим мощность станка:
![]()
12. Расчет клиноременной передачи.
Исходные данные:
P1=2,43 кВт, n=1440об/мин, i=2.
В зависимости от n выбираем сечение ремня А.
Принимаю dшк=150 мм,P0≈3 кВт.
Пусть а≈450мм. Тогда lp=2·450+0.5·р·(150+300)=2042 мм. Принимаю lp=2100 мм.
Уточняем межосевое
![]() .
.
Ср=1,3, Сi=1,14, Cl=0,95, Cб=0,89.
Pp=P0×Сi×Cl×Cб/ Ср=3·1,14·0,95·0,89/1,3=2,22 кВт.
6) Число ремней z=3/2,22/0,95≈3 ремня.
Находим предварительное натяжение одного ремня при
v=р·dшкn/60=3,14·0,2·1440/60=15,072м/с и Fv=1250·81·10-6·15,07=23H
равно
F0=0.85·P·Cp·Cl/(zvCбCi)+Fv=0.85·3·1.3·0.95/(3·13.08·0,89×0,95)+23=91,6H
Сила, действующая на вал
F=2·F0·z·cosβ/2=2·96,4·3·cos12,6=537H.
Ресурс наработки
Т=ТсрК1К2=2000·2,5·1=5000ч.
13. Расчет прогиба шпинделя
Для расчета будем использовать программу автоматического расчета прогиба шпнделя. Исходными данными расчета являются:
- номер расчетной схемы (5);
- составляюшие усилий резания:
Pz=200H;
Py=1157H;
Po=2313H;
- диаметр конца шпинделя Dm=90мм;
- диаметр отверстия в шпинделе Dot=30мм;
- диаметр шпинделя между опорами Dk=70мм;
- угол между усилием резания и окружным усилием Gm=0-6,28 Рад.
Выходными данными программы являются:
- FR1, FR2 – реакции в передней и задней опорах, Н;
- У – прогиб рабочего конца шпинделя, мкм;
- θ – угол поворота шпинделя в передней опоре, Рад.
После расчета программа выдала следующие значения:
Минимальный прогиб и угол поворота будет при угле:
Gm =3,14рад;
FR1=4423Н;
FR2=-5793Н;
У=335мкм;
θ=-0,000003Рад.
14. Расчёт жёсткости опор качения
Жёсткость опоры:
 ;
;
где ![]() - упругое сближение тел качения и
колец подшипника, мм;
- упругое сближение тел качения и
колец подшипника, мм;
![]() - контактные деформации на
посадочных поверхностях подшипника, шпинделя и корпуса, мм.
- контактные деформации на
посадочных поверхностях подшипника, шпинделя и корпуса, мм.
Для расчета подшипника на передней опоре, а именно
духрядного роликоподшипника типа 3182118 вначале определяют податливость
подшипника по графику (МУ№125 рис. 3.2) - ![]() .
.
Коэффициент податливости ![]() определяют по графику (МУ№125 рис.
3.3) -
определяют по графику (МУ№125 рис.
3.3) - ![]() ,
С=60мм, l=3·C=180мм.
,
С=60мм, l=3·C=180мм.
Относительный зазор-натяг = 0.
![]() - податливость подшипника;
- податливость подшипника;
![]()
Податливость посадочных поверхностей:
![]()
![]()
![]()
![]()
Суммарная жесткость на ПО:
![]()
![]()
Для ЗО или дуплекса (пары) радиально-упорных шарикоподшипников жесткость определяется в такой последовательности:
![]()
![]()
По (МУ№125 рис. 3.4) - ![]()
![]() по (МУ№125 рис. 3.5);
по (МУ№125 рис. 3.5);
![]()
где ![]() =10мм – диаметр шариков шарикового
радиально-упорного подшипника 36214;
=10мм – диаметр шариков шарикового
радиально-упорного подшипника 36214;
КR - вспомогательный коэффициент податливости.
Податливость посадочных поверхностей:

где k=0,01 – коэффициент податливости;
d – диаметр внутреннего кольца подшипника, d=70 мм;
D - диаметр наружного кольца подшипника D=125 мм;
В – ширина подшипника, В=44 мм.
Окончательная жесткость для ЗО:

Анализируя полученные данные, делаем вывод, что хотя подшипники передней опоры более жёсткие по сравнению с подшипниками задней опоры, прогибы в передней опоре всё равно на порядок выше из-за больших сил, возникающих на торце шпинделя при фрезеровании.
Радиальное перемещение переднего конца шпинделя:
![]() ;
;
где ![]() - перемещение, вызванное изгибом
тела шпинделя;
- перемещение, вызванное изгибом
тела шпинделя;
![]() - перемещение, вызванное
податливостью (нежёсткостью опор);
- перемещение, вызванное
податливостью (нежёсткостью опор);
![]() - перемещение, вызванное сдвигом
от действия поперечных сил.
- перемещение, вызванное сдвигом
от действия поперечных сил.
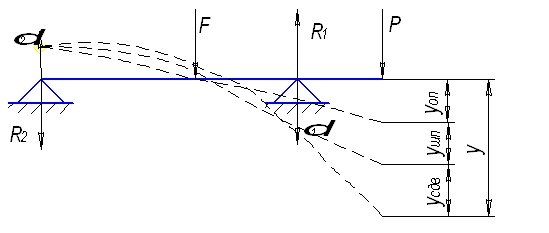
Рисунок 15.1 – Перемещения переднего конца шпинделя
Применим известные формулы сопромата и пренебрегая
величиной ![]() ,
которая для реальных размеров шпинделей, имеющих центральное отверстие, не
превышает 3-6 процентов, запишем:
,
которая для реальных размеров шпинделей, имеющих центральное отверстие, не
превышает 3-6 процентов, запишем:

где Е – модуль упругости материала шпинделя, Е=2·![]() Па;
Па;
![]() - осевые моменты инерции сечения
шпинделя соответственно на консольной части и между опорами;
- осевые моменты инерции сечения
шпинделя соответственно на консольной части и между опорами;
![]()
![]()
![]() и
и ![]() - соответственно податливость
передней и задней опор шпинделя;
- соответственно податливость
передней и задней опор шпинделя;


![]() - коэффициент, учитывающий
наличие в передней опоре защемляющего момента,
- коэффициент, учитывающий
наличие в передней опоре защемляющего момента, ![]() =0,1….0,2. Принимаем
=0,1….0,2. Принимаем ![]() =0,5;
=0,5;
а – длина вылета (консольной части) шпинделя, а=60 мм;
l – расстояние между опорами шпинделя, используя программу принимаем оптимальное l=250 мм;
F=Pу=1291,5 Н.

Определим суммарный угол поворота от статической и динамической нагрузки:
![]() .
.
Таким образом при диаметре фрезы 22мм и глубине
шпоночного паза 9мм, данный ШУ может применятся на данном фрезерном станке при
обработке шпоночного паза, исходя из допуска на глубину шпоночного паза ![]() , углубление
(увод) оси фрезы при фрезеровании не должен превышать
, углубление
(увод) оси фрезы при фрезеровании не должен превышать ![]() , в данном случае углубление
составит:
, в данном случае углубление
составит:
![]() , что меньше допустимого значения.
, что меньше допустимого значения.
16. Динамический расчет шпиндельного узла
Для получения частотных характеристик шпиндельного узла разобьем его на участки и рассчитаем их осевые моменты инерции и массу:
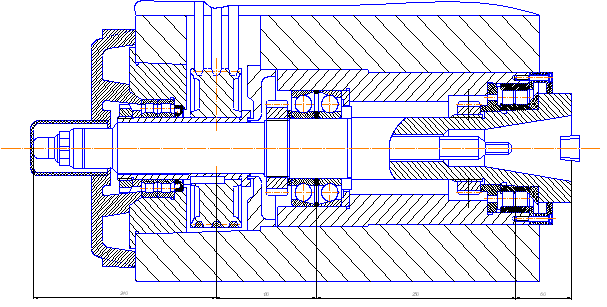
Рисунок 16.1 – Чертеж шпиндельного узла
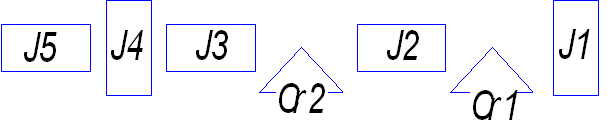
Рисунок 16.2 Разбиение шпиндельного узла на участки
Используя пакет КОМПАС-3D V8 и 3D модель данного узла рассчитаем необходимые параметры:
![]()
![]()
![]()
![]()
![]()
Жесткость Cr и коэффициент демпфирования h опор (согласно пункту 15):
Cr1=635000 Н/мм
Cr2=508000 Н/мм
![]()
где ![]() – относительное рассеивание
энергии на шариковой радиально-упорной сдвоенной опоре;
– относительное рассеивание
энергии на шариковой радиально-упорной сдвоенной опоре; ![]() – относительное
рассеивание энергии на роликовой радиально сдвоенной опоре; а=60 мм – вылет; l=250
мм – межопорное расстояние h1,2=0,11
– относительное
рассеивание энергии на роликовой радиально сдвоенной опоре; а=60 мм – вылет; l=250
мм – межопорное расстояние h1,2=0,11
Полученные данные заносим в программу и на основании нижеперечисленных формул получаем графики частотных характеристики узла. Передаточная функция УС шпинделя
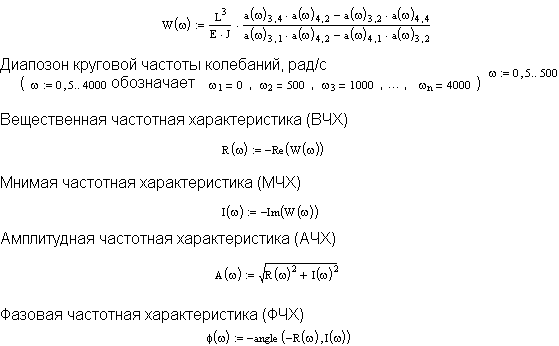
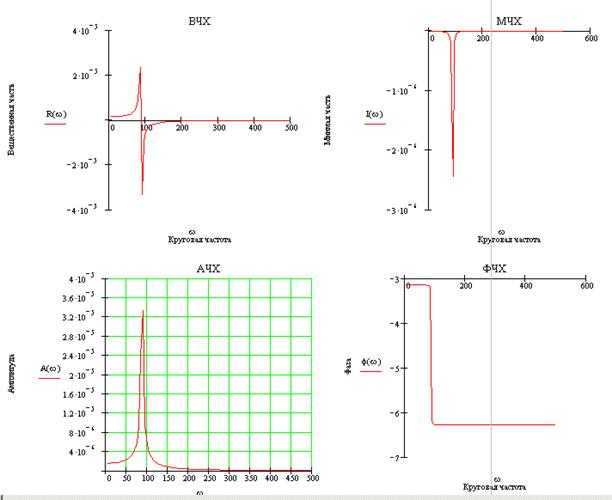
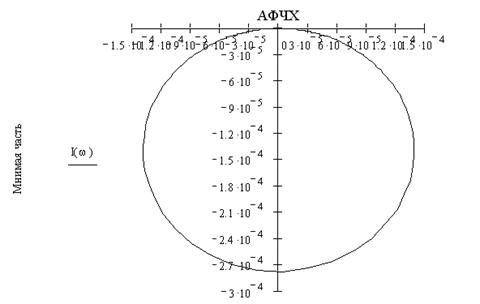
Рисунок 16.3 – Графики амплитудно-частотных характеристик
Таким образом собственная частота 90 с-1, что входит в интервал 63-117рад/с рабочей частоты шпиндельного узла, поэтому использовать эту частоту вращения шпинделя и близкие к ней не рекомендуется. Для этого следует увеличить рабочую частоту привода.
Заключение
В курсовой проекте исследован технологический процесс обработки детали в неавтоматизированном производстве, произведен синтез и анализ двух компоновок автоматических линий, выбран наиболее рациональный вариант автоматической линии по критерию обеспечения заданной производительности и минимума приведенных затрат, разработана циклограмма работы выбранного варианта автоматической линии.
Также была спроектирована станочная система на базе шпоночно-фрезерного станка. Спроектирован шпиндельный узел данного станка. Произведен динамический расчет шпиндельного узла, режимов и мощности резания, в условиях фрезерования данного шпоночного паза.
1. Справочник технолога машиностроителя. В 2-х т. Т2/ Под. ред. А.Г. Косиловой и Р.К. Мещерякова 4-е изд-. М.: Машиностроение, 1985.-496с.
2. Методические указания по выполнению курсовых работ по дисциплине «Теория проектирования автоматизированных станочных комплексов» №774.Сост.:Л.П. Калафатова, А. Д. Молчанов Донецк ДонНТУ 2003. 47с.
3. Шаумян Г.А. Комплексная автоматизация производственных поцессов.-М.: Машиностроение, 1987. -288с.
4. Анурьев В.И. Справочник конструктора-машиностроителя В 3-х т. Т1./ Под. Ред. И.Н. Жестковой: М. Машиностроение 2001.-920с.
© 2009 База Рефератов