
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Разработка технологического процесса сборки стволов ружья ТОЗ-34
Курсовая работа: Разработка технологического процесса сборки стволов ружья ТОЗ-34
Министерство образования Российской Федерации
Тульский государственный университет
Факультет механики и систем управления
Кафедра робототехники и автоматизации производства
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ СТВОЛОВ РУЖЬЯ ТОЗ-34.
расчетно-пояснительная записка
к курсовому проекту по дисциплине
«Технология автоматизации»
Тула 2004
Разработка технологического процесса сборки стволов ружья
ТОЗ-34
Темой курсового проекта является проектирование технологического процесса сборки стволов ружья ТОЗ-34, а также разработка приспособления для контроля изделия. Проект носит исследовательский характер, основной его целью является построение технологического процесса сборки, а также внесение предложений по автоматизации данного процесса путем разработки специального приспособления для контроля запрессовки стволов в муфту. В итоге были получены следующие результаты: построена технологическая схема сборки стволов ТОЗ-34, разработано приспособление для автоматизации.
Пояснительная записка объемом 27 страниц. Содержит 3 рисунка.
Ключевые слова: стволы, муфта, технологический процесс сборки, приспособление для автоматизации, маршрутная карта, пневмопривод, рычаг.
Содержание
Введение
Разработка технологического процесса сборки
1.1. Задачи и последовательность технологической
подготовки сборочного производства
1.2. Определение последовательности и построение
схем сборки
1.3. Разработка содержания операций
1.4. Составление маршрутно-операционной
технологии
1.5. Разработка технологической оснастки
1.6. Разработка системы контроля
2.1. Назначение и типы контрольных приспособлений
2.2. Разработка приспособления для контроля
запрессовки стволов в муфту
3. Оценка технологичности изделия
Заключение
Список использованных источников
Введение
Ружье ТО3-34, в состав которого входит рассматриваемая сборка стволов, предназначено для промысловой и любительской охоты во всех макроклиматических районах, кроме районов с влажным тропическим климатом.
Технические характеристики ружья ТОЗ-34:
| Калибр | 28 |
| Длина стволов, мм, в пределах | 620 - 660 |
| Длина патронников, мм | 70 |
| Кучность боя ружья рядового исполнения при стрельбе по мишени диаметром 750 мм на дальность 35 м, %, не менее | |
| для верхнего ствола | 45 |
| для нижнего ствола | 40 |
| То же для ружей штучного и сувенирного исполнения: | |
| для верхнего ствола | 50 |
| для нижнего ствола | 45 |
| Усилие спуска, кгс, в пределах | 1,5-2,5 |
| Масса, кг, не более | 3,0 |
| Габаритные размеры, мм | 1100×55×210 |
Стволы являются съемными, расположены в вертикальной плоскости. В стволах поставлены укороченные соединительные планки. Каналы стволов хромированы и имеют разные дульные сужения.
Соединении е и запирание стволов с коробкой осуществляется кольцевыми шарнирами и рамкой запирания.
Ударно-спусковой механизм с внутренними курками и двумя спусками смонтирован на отдельном основании.
Передний спуск предназначен для производства выстрела из нижнего ствола, задний – из верхнего.
Взведение курков, рабочее поджатие боевых пружин осуществляется в процессе открывания стволов.
Ружья имеют указатели взведения курков.
Для устранения случайных выстрелов имеются перехватыватели курков и неавтоматический предохранитель, запирающий шептала.
Извлечение стреляных гильз из патронников происходит при открывании стволов. В ружье ТОЗ-34 гильзы выдвигаются выталкивателем
Ружье снабжено флажковым механизмом, облегчающим разборку ружья.
Ложа с пистолетной шейкой и с отводом вправо.
Цевье несъемное, крепится на стволах винтами.
Исходными данными для выполнения курсового проекта являются:
1) задание на технологическую практику;
2) сборочный чертеж стволов ружья ТОЗ-34;
3) спецификация к сборочному чертежу;
4) технологический процесс сборки;
Актуальность курсового проекта состоит в необходимости изучения технологического процесса сборки внесения в него специальных операций для обеспечения труда, снижения трудоемкости операций, стоимости изделия. Одной из главных задач курсового проекта является разработка автоматизированного приспособления для контроля, что необходимо для снижения физических затрат и повышения скорости проведения контроля, что в свою очередь обеспечивает возможность снижения стоимости сборочных операций.
В данном курсовом проекте решаются следующие задачи построения технологического процесса сборки и схемы сборочного состава, разработка автоматизированного приспособления.
1. Разработка технологического процесса сборки
1.1. Задачи и последовательность технологической подготовки сборочного производства
Техническая подготовка производства изделий состоит из 3-х основных этапов: конструкторского, технологического и организационного.
Технологическая подготовка сборочного производства является частью технологической подготовки производства всего изделия и включает в себя следующие виды работ:
1) проектирование технологического процесса сборки;
2) разработка системы контроля;
3) освоение технологического процесса;
4) составление нормативов трудовых затрат и расхода материалов;
Первый этап является наиболее ответственным, и он включает в себя следующие этапы:
1) определение сборочного состава изделия;
2) выбор организационной формы сборки;
3) выбор метода сборки;
4) разработка технологического маршрута;
5) подбор оборудования;
6) выбор нормальной и проектирование специальной технологической оснастки;
7) выбор материалов;
8) выбор режимов выполнения операций;
9) определение разряда работы;
10) разработка норм времени на выполнение операций;
11) оформление технологической документации.
Проектирование технологического процесса начинается с изучения и анализа конструкции по чертежам, схемам, техническим условиям и программам испытаний. В результате такого анализа должна быть установлена взаимосвязь отдельных частей изделия, условия их соединения и функционирования, определены процессы, оказывающие наиболее существенное влияние на качество изделия.
После такого анализа разрабатывается последовательность или маршрут сборки, определяется последовательность и содержание каждой операции, оформляется технологическая документация. В заключении технологический процесс оценивается рядом показателей. Основными из них являются удельный вес трудоемкости сборочных работ, длительность цикла сборки, степень разделения сборки на параллельные потоки, удельный вес механизированности и автоматизации операций и рядом других показателей, т.е. проводится оценка технологичности сборочного процесса. По этим показателям можно сравнить несколько вариантов технологического процесса и выбрать наиболее оптимальный.
Исходными данными при проектировании технологического процесса сборки являются конструкторская документация на изделие, технические условия, годовая программа выпуска или размерность партии, руководящие технические документы.
Основными конструкторскими документами являются сборочные чертежи, содержащие изображение изделия, а также технологические условия на сборку и другие данные, необходимые для его сборки и контроля. Кроме сборочного чертежа и схем на изделие необходимо иметь техническое описание, спецификацию, а также другие конструкторские документы, разъясняющие устройство изделия, особенности его сборки, контроля и испытаний.
Технические условия должны содержать следующие данные: назначение, условия эксплуатации, технические требования, технологические характеристики, виды контроля, параметры контроля, методы и средства контроля и испытаний, условия годности, условия приемки, условия хранения, транспортирования и упаковки.
Руководящими техническими документами являются ГОСТы, ЕСТД, ЕСКД, различные стандарты и нормы отрасли, в которой производиться данное изделие, каталоги на оборудование, нормы времени.
1.2. Определение последовательности и построение схем сборки
Разработка технологического процесса сборки ведется в следующем порядке: на основе анализа конструкторской документации устанавливается сборочный состав изделия. Изделие расчленяется на отдельные сборочные единицы, определяются источники комплектования элементов, выделяют базовые детали (сборочные единицы). На основе этого составляется схема сборочного состава, на которой показывают все элементы, входящие в состав изделия и основные этапы (ступени сборки). В геометрических фигурах в виде прямоугольников указывается наименование элемента, номер его по спецификации, а также количество этих элементов. На схеме указываются также источники поступления элементов и сроки готовности различных ступеней сборки и изделия в целом. Следует отметить, что необходимость расчленения изделия на сборочные единицы определяется в первую очередь условиями работы и эксплуатации, а также возможностью изготовления и расчленения деталей. Количество сборочных единиц в изделии определяется возможностью сокращения трудоемкости и длительности цикла сборки за счет разделения процесса на параллельные потоки. Поэтому, изделие разделяется на сборочные единицы еще по технологическим соображениям. При этом, введение дополнительных сборочных единиц целесообразно, если расширяется фронт сборки, а затраты на дополнительно введенные разъемы меньше экономии, получаемой от параллельной сборки. Схема сборочного состава имеет важное значение для работы над технологическим процессом; кроме того, на ее основе заполняются комплектовочные карты.
Рассмотрим построенную схему сборочного состава для рассматриваемого изделия – стволов ружья ТОЗ-34:
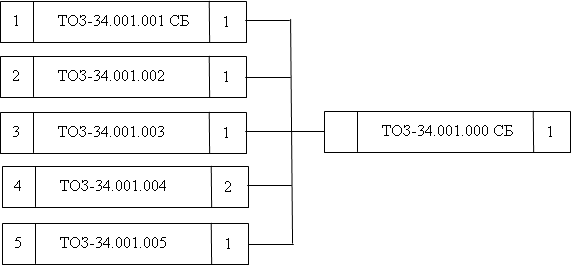
Рис.1. Схема сборочного состава.
Схема сборочного состава не дает представления о последовательности сборки и способе обеспечения соединений. Последовательность сборки, способы обеспечения соединений, периодичность и содержание процессов контроля и испытаний дает технологическая схема сборки. Сборка любого изделия - это дискретный во времени процесс, который состоит из отдельных операций. Каждая операция состоит из ряда переходов. Переход - это наименьшая законченная часть технологического процесса, выполняемая без перерыва во времени. Процесс сборки сложного изделия состоит из переходов, выполняемых не только последовательно, но и параллельно. Маршрут такого процесса можно представить графически в виде схемы. На этой схеме процесс обозначается линией, т.е. осью процесса во времени, а точки - это отдельные переходы на этой линии. При построении схемы сборки рекомендуют придерживаться следующих правил:
1) материалы изображают полукругом, внутри которого указываются наименование, марка, ГОСТ, характерный параметр;
2) детали изображаются в виде круга, разделенного на две части, в нижней части указывается номер позиции детали на спецификации сборочного чертежа, в который она входит;
3) сборочная единица на схеме изображается квадратом, в верхней части которого указывается степень сложности, а в нижней части - номер позиции для сборочного чертежа;
4) детали и сборочные единицы, получаемые с других предприятий, изображаются с заштрихованными верхними частями круга или квадрата;
5) схема сборки начинается с изображения базовой детали или сборочной единицы, а заканчивается изображением готового изделия. Базовой деталью считают основную деталь, с которой начинается общая сборка изделия. В качестве базовой рекомендуется выбирать ту деталь, поверхности которой будут в последствии использованы при установке готового изделия или при креплении сборочной единицы к ранее собранной;
6) сборочные единицы или детали, собираемые между собой, и с собранными ранее составляющими компонентами изделия одновременно присоединяются к сборочной линии в одной точке;
7) детали, и сборочные единицы, которые не могут быть собраны одновременно без перерыва во времени или одновременная сборка которых не является технической необходимостью, присоединяются к линии сборки в разных точках;
8) детали, соединяемые между собой сборочной операцией образуют сборочную единицу первой степени сложности, которая изображается квадратом на одной линии с ее базовой деталью;
9) присоединение хотя бы одной детали к собранной ранее сборочной единице образует новую сборочную единицу следующей степени сложности;
10) несколько деталей или сборочных единиц, устанавливаемых после их предварительной сборки, но без образования сборочной единицы, изображаются на схеме условными значками и присоединяющей к дополнительной линии сборки в последовательности (слева направо) их присоединения; дополнительная линия сборки подводится к основной в точке выполнения установки и крепления этих составляющих компонент;
11) детали, образующие сборочную единицу до установки их в собранную ранее, обозначаются условными обозначениями и образуют дополнительную линию сборки, заканчивающуюся сборочной единицей, которая присоединяется к основной линии сборки;
12) несколько одинаковых деталей или сборочных единиц обозначаются одним условным обозначением, а количество указывается цифрой около знака;
13) приспособления, применяемые вместо деталей или сборочных единиц, без которых не может быть выполнена сборка, указываются на схеме как детали или сборочная единица пунктиром;
14) работы, связанные с частичной разборкой объекта указывается на схемах изображением снимаемых деталей, сборочных единиц или приспособлений со стрелкой, направленной от линии сборки;
15) переходы сборки, связанные с применением материалов (клея, припоя, спирта, бензина, масла, изоляции и т.п. в переходах намотки, электромонтажа, заливки и т.п.), указываются на схемах с присоединением к линии сборки условного обозначения материала;
16) порядок установки одновременно нескольких составляющих компонент определяется обходом по часовой стрелке, начиная с крайнего левого над линией сборки детали или сборочной единицы.
Таким образом, схема наглядно показывает последовательность или маршрут сборки.
Рассмотрим
процесс сборки стволов ружья ТО№-34. В качестве базовой детали, а точнее
сборочной единицы, выберем муфту, так как её поверхность будет использована при
установке готового изделия. Сначала подбирают муфты по группам, ставят в
камерную электропечь и нагревают до температуры t=195º- 260ºС. Затем
переносят детали из камерной электропечи на сборочную позицию. Производят
проверку приспособления для запрессовки стволов в муфту динамометром ДОС-5.
Подбирают по группам стволы и муфты и запрессовывают стволы в муфту. Производят
проверку запрессовки каждого ствола усилием 200±10 кгс. Затем фрезеруют лыски
в дульной части стволов, после чего протирают и правят каналы стволов.
Развертывают каналы верхнего и нижнего стволов с 2-х разверток. Вновь протирают
канал. После чего проверяется толщины стенок стволов (она должна составлять
1.19 min на l=375 мм и 1.24 min на l=300 мм). Чистота обработки должна быть
согласно эталону. Стволы оксидируют. Снова протирают и правят каналы. Сверлят 2
отв. ø ![]() , необходимых для
крепежа соединительных планок. Затем производят приладку прицельной планки и
соединительных планок к стволам. Обезжиривают и лудят стволы и планки. Вновь
протирают и правят каналы стволов. Вяжут стволы с планками, соединительные
планки с помощью штырей ø2.78 1.7030.9279.006, а прицельную планку с
помощью струбцины. Производят контроль прямолинейности канала ствола по методу
теневого треугольника, расположения в вертикальной плоскости, прилегания планок
к стволам, симметричности планки, непрямолинейности боковых и верхних
плоскостей прицельной планки. После чего производят пайку планок к стволам
припоем Л2×6 ПОСС 40-0.5. Вываривают и промывают стволы. Удаляют вязку и
снимают струбцину. Зачищают наплывы припоя на стволах и планках, в каналах
стволов. Припиливают боковые поверхности прицельной планки в случае не
обеспечения прогиба 0.5 мм. Прочищают отверстия ø
, необходимых для
крепежа соединительных планок. Затем производят приладку прицельной планки и
соединительных планок к стволам. Обезжиривают и лудят стволы и планки. Вновь
протирают и правят каналы стволов. Вяжут стволы с планками, соединительные
планки с помощью штырей ø2.78 1.7030.9279.006, а прицельную планку с
помощью струбцины. Производят контроль прямолинейности канала ствола по методу
теневого треугольника, расположения в вертикальной плоскости, прилегания планок
к стволам, симметричности планки, непрямолинейности боковых и верхних
плоскостей прицельной планки. После чего производят пайку планок к стволам
припоем Л2×6 ПОСС 40-0.5. Вываривают и промывают стволы. Удаляют вязку и
снимают струбцину. Зачищают наплывы припоя на стволах и планках, в каналах
стволов. Припиливают боковые поверхности прицельной планки в случае не
обеспечения прогиба 0.5 мм. Прочищают отверстия ø![]() от припоя в прицельной
планке. Зачищают дульный торец.
от припоя в прицельной
планке. Зачищают дульный торец.
Технологическая схема сборки представлена на листе №2.
1.3. Разработка содержания операций
Операция это комплекс переходов в технологическом процессе, выполняемых при данной организации производства одним или группой рабочих. Операция слесарно-сборочная состоит из переходов установки и крепления элементов, регулирования их взаимного расположения и контроля соединения. При составлении операций не следует объединять в одну операцию переходы, относящиеся к различным технологическим процессам соединения, например переходы склеивания и пайки, переходы электромонтажа и сборки, переходы регулирования и испытаний. Такой комплекс переходов более правильно называть рабочим заданием, состоящим из нескольких отдельных операций. Как правило, такие комплексы переходов используются в единичном производстве. Объем операции определяется масштабом производства. Для крупносерийного и массового производства характерна дифференциация технологического процесса, т.е. уменьшение объема работы. Поэтому число переходов в этом случае в каждой операции уменьшается и, естественно, увеличивается число самих операций. Для мелкосерийного производства характерно укрупнение операций по их объему и, соответственно, уменьшение их числа. При определенных условиях на объем операции влияет принятая организационная форма сборки. При сборке на конвейере технологический процесс разделяется на операции так, чтобы время выполнения каждой операции было равно или кратно темпу выпуска изделий. Каждая последующая операция должна быть логическим продолжением предыдущей.
Перечень операций в их технологической последовательности заносится в маршрутные карты технологических процессов сборочных, слесарно-сборочных и электромонтажных работ. Содержание операций технологического процесса оформляется в виде технологических операционных карт, в которых указывается, что и как делать, с помощью какого оборудования, приспособления и инструментов. В картах указывается классификация и специальность исполнителя, норма времени на выполнение операции, сборочные единицы и вспомогательные материалы, которые должны быть поданы на рабочие места.
Содержание операции заносится в маршрутные, маршрутно-операционные и операционные карты. Помимо операционных карт, заполняются комплектовочные карты, ведомости материалов и ряд других документов. Комплектовочная карта предназначена для записи данных о деталях, сборочных единицах и покупных изделиях, входящих в комплект собираемого изделия. Составляется комплектовочная карта на основе спецификации и схемы сборочного состава. Ведомость материалов составляется на материалы, применяемые при составлении данного технологического процесса.
1.4. Составление маршрутно-операционной технологии
1.Операция термическая.
Подобрать по группам муфты. Поставить муфты в камерную электропечь. Нагреть муфты до температуры t=195º - 260ºС. Перенести деталь из камерной электропечи на сборочную позицию.
2.Операция прессовая.
Произвести проверку приспособления динамометром ДОС-5. Подобрать по группам стволы и муфты перед запрессовкой. Запрессовать верхний ствол в муфту. Запрессовать нижний ствол в муфту. Допускается местный зазор не более 0,1 мм.
3.Операция контрольная.
Проверить прочность запрессовки каждого ствола усилием 200±10 кгс.
4.Операция фрезерная.
Фрезеровать лыски в дульной части.
5.Операция правки.
Протереть каналы стволов. Править каналы стволов.
6.Операция разверточная.
Развернуть канал верхнего ствола с 2-х разверток. Протереть канал.
7.Операция разверточная.
Развернуть канал нижнего ствола с 2-х разверток. Протереть канал.
8.Операция контрольная.
Проверить толщины 1.19 min на l=375 мм, 1.24 min на l=300 мм. Чистота обработки согласно эталону.
9.Операция оксидирования.
Оксидировать стволы.
10.Операция правки.
Протереть каналы стволов. Править каналы стволов.
11.Операция сверлильная.
Сверлить 2 отв. ø ![]() .
.
12.Операция слесарная.
Произвести приладку прицельной планки и соединительных планок к стволам. Припилить торцы планок.
13.Операция обезжиривания.
Обезжирить стволы и планки по технологии отдела главного металлурга.
14. Операция лужения.
Облудить горячим способом поверхности стволов и планок.
15.Операция правки.
Протереть каналы стволов. Проверить каналы стволов. Править каналы стволов.
16. Операция слесарная.
Вязать стволы с планками. Планки соединит. монтировать на штырях ø2.78 1.7030.9279.006.
17.Операция контрольная.
Прямолинейность канала ствола контролировать по методу теневого треугольника. Контролировать расположение в вертикальной плоскости. Контролировать прилегание планок к стволам. Контролировать симметричность планки. Контролировать непрямолинейность боковых и верхних плоскостей прицельной планки.
18.Операция пайки.
Припаять планки к стволам.
19.Операция выварки.
Выварить и промыть стволы по технологии отдела главного металлурга.
20.Операция слесарная.
Удалить вязку и снять струбцину.
21.Операция слесарная.
Зачистить наплывы припоя
на стволах и планках. Удалить наплывы припоя в каналах стволов с дульной части.
Зачистить наплывы припоя на боковых поверхностях планки прицельной. Припилить
боковые поверхности планки прицельной в случае не обеспечения прогиба 0.5 мм.
Прочистить отв. ø![]() от
припоя в планке прицельной. Зачистить дульный торец.
от
припоя в планке прицельной. Зачистить дульный торец.
Используемые приспособления:
1. приспособление для запрессовки 1.7823.4061.000.
2. приспособление для контроля запрессовки верхнего ствола 1.7870.4231.000.
3. приспособление для контроля запрессовки нижнего ствола 1.7870.4232.000.
4. струбцина.
5. штырь ø2.78 1.7030.9279.006.
Таким образом, после проведения последней операции получим готовое изделие: стволы ружья ТОЗ-34.
1.5. Разработка технологической оснастки
Следующим этапом проектирования является разработка технологической оснастки, которая включает в себя рабочий и мерительный инструмент, рабочие и контрольные приспособления как для выполнения сборки и регулирования, так и для контрольно-испытательных операций. При этом сначала подбирается нормализованная технологическая оснастка; если она не обеспечивает необходимой производительности, то проектируется и создается специальный инструмент и специальные приспособления. Далее устанавливается режим работы для операций, качество которого зависит от температуры, давления, продолжительности. Затем устанавливается порядок работы, разряд работы и производится нормирование слесарно-сборочных работ; при этом используются нормативные материалы, разработанные для отдельных типов изделий и применительно для отдельных типов производства.
1.6. Разработка системы контроля
Под ней понимается комплекс мероприятий, исключающих выпуск изделий, не отвечающих техническим требованиям. Система контроля разрабатывается технологической службой на базе конструкторской документации, технических условий и технологического процесса сборки.
При этом устанавливают:
1) виды контроля;
2) методы и способы контроля;
3) параметры контроля;
4) последовательность выполнения контрольных операций;
5) средства контроля.
Документация на процессы контроля оформляется в виде ведомости технического контроля. Операционная карта контроля предназначена для описания содержания и последовательности выполнения контрольных переходов с указанием методов и приемов их выполнения, а также описания необходимых средств контроля. Ведомость или протокол предназначены для табличного оформления результатов контроля.
2. Проектирование автоматизированного приспособления
2.1. Назначение и типы контрольных приспособлений
Контроль качества изделий весьма важен в современном машиностроении; в особенности велика роль контроля при производстве изделий по принципу полной взаимозаменяемости. Применение универсальных измерительных инструментов и калибров малопроизводительно, не всегда обеспечивает нужную точность и удобство контроля, а в условиях поточно-автоматизированного производства вообще неприменимо.
Контрольные приспособления повышают производительность труда контроллеров, улучшают условия их работы, повышают качество и объективность контроля. Контрольные приспособления уменьшают попадание брака в годные детали и пропуски годных деталей в брак.
Контрольные приспособления применяют для проверки заготовок, деталей и узлов машин. Приспособления для проверки деталей применяют на промежуточных этапах обработки (межоперационный контроль) и для окончательной приемки, выявляя точность размеров, взаимного положения поверхностей и правильность их геометрической формы.
Высокая точность современных машин обуславливает использование в контрольных приспособлениях измерителей высокой чувствительности и важность правильного выбора принципиальной схемы и конструкции приспособления.
Погрешность измерения, под которой понимают отклонение найденного значения величины от ее истинного значения, должны быть по возможности малой.
Однако чрезмерное повышение точности измерения может привести к усложнению и удорожанию приспособления и снижения его производительности.
Погрешность измерения в зависимости от назначения изделия допускают в пределах 8 – 30% поля допуска на контролируемый объект. Общая (суммарная) погрешность измерения определяется рядом ее составляющих: погрешностью, свойственной самой схеме; погрешность установки контролируемого изделия; погрешностью настройки приспособления по эталону, износам деталей приспособления, а также колебаниям температуры.
При конструировании контрольных приспособлений необходимо изучить условия возникновения первичных погрешностей и выявить пути их уменьшения или полностью устранения. На выбор принципиальной схемы контрольного приспособления большое влияние оказывает заданная производительность контроля. При 100% проверки деталей в поточном производстве время контроля не должно превышать темпа работы поточной линии. Для выборочного контроля деталей при стабильных технологических процессах их изготовления требования к производительности контрольного приспособления могут быть снижены.
Для проверки небольших и средних деталей применяют стационарные контрольные приспособления, а для крупных – переносные. Наряду с одномерными, широкое применение находят многомерные приспособления, где за одну установку проверяют несколько параметров.
Контрольные приспособления делят на активные и пассивные. Пассивные применяют после выполнения операций обработки. Активные устанавливают на станках, они контролируют детали в процессе обработки или изменения условий ее выполнения при появлении брака. Контрольные приспособления из самостоятельных устройств превращаются в составную часть автоматических систем. Это позволяет снизить себестоимость продукции в результате устранения брака и исключения контроля как самостоятельной операции.
Контрольные приспособления, обычные и автоматические, должны обеспечивать заданную точность и производительность контроля, быть удобными в эксплуатации, простыми в изготовлении, надежными при длительной работе и экономичными.
2.2. Разработка приспособления для контроля запрессовки стволов в муфту
Приспособление, используемое для контроля запрессовки верхнего ствола в муфту ружья ТОЗ-34 на предприятии ОАО «ТОЗ» представляет собой базу с зажимными элементами, на которой закрепляются стволы с муфтой. Контрольное усилие передается на ствол от подвешенного груза массой 19±2 кг через рычаг. Подача усилия осуществляется при отпускании рукояти, с помощью которой рабочий отводит толкатель, передающий усилие от рычага к стволу. Недостатками такого приспособления можно назвать большие затраты времени на проведение операции контроля, значительные физические нагрузки, испытываемые рабочим, неточность и неодинаковость операций контроля у разных работников (плавно или рывком отпускает рычаг, неодинаковые физические показатели и др. факторы).
Для устранения названных недостатков можно предложить модернизацию приспособления, основанную на замене источника контрольного усилия. В данном приспособлении усилие, необходимое для контроля изделия будет обеспечивать силовой пневмоцилиндр, воздействующий на изделие через систему рычагов с необходимым усилием.
Давление пневматической линии на предприятии составляет 0,4 МПа, что обеспечивается промышленным компрессором.
Возьмем стандартный заводской
пневмоцилиндр с диаметром поршня ![]() и
диаметром штока
и
диаметром штока ![]() .
.
Усилие, создаваемое этим пневмоцилиндром:
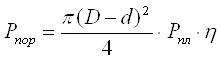 ,
,
где h = 0,8÷0,9 - коэффициент, учитывающий потери
на трение в пневмоцилиндре. Возьмем ![]() .
.
![]()
Таким образом, нам необходима система рычагов, чтобы получить необходимое усилие 1900 Н. Возьмем рычаг, схема которого показана на рисунке 2.
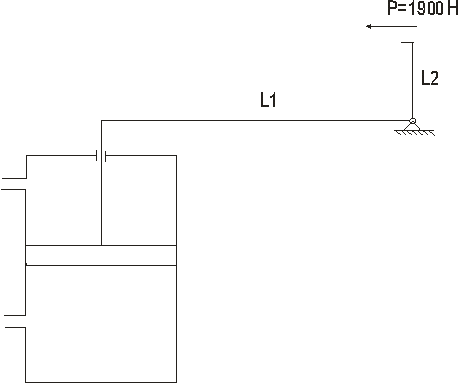
Рис. 2. Схема передачи усилия.
Получаем уравнение моментов
![]() .
.
Откуда получаем
![]() .
.
Исходя из условий
закрепления стволов на приспособлении и размещения его основных элементов
возьмем плечи ![]() и
и ![]() :
:
L1 = 275 мм, L2 =140 мм.
3. Оценка технологичности изделия
Технологичность изделия, необходимая для оценки возможности роботизированной сборки, рассчитаем с помощью программы AST.
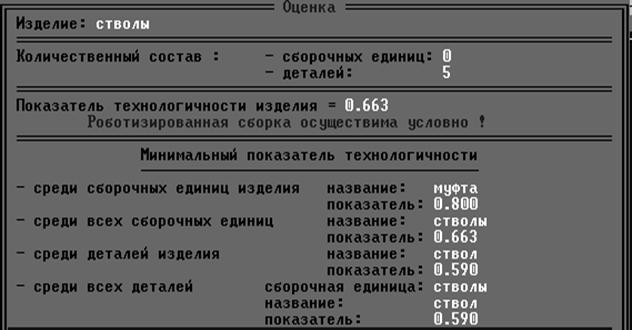
Рис.3. Оценка технологичности с помощью программы AST.
Заключение.
В результате выполнения курсового проекта был построен технологического процесс сборки стволов ружья ТОЗ-34, а также разработано предложение по автоматизации данного процесса путем разработки специального приспособления для контроля запрессовки стволов в муфту. Таким образом, с использованием технологической схемы сборки проведен анализ процесса сборки стволов, а разработанное приспособление является достаточно универсальным для внедрения его в производство.
Список использованных источников
1. Справочник по допускам и посадкам. -М., Энергоиздат, 1978г.- 615 с.
2. Справочное руководство по черчению. Изд. 4-е, перераб. И доп. М., «Машиностроение», 1974г.-696 с.
3. Цудиков М.Б. «Производство и применение мехатронных систем». Лекции, Тула, ТГУ, 1995г.
© 2009 База Рефератов