
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Совершенствование технологического процесса сборки и монтажа блока управления ККМ КАСБИ 02К
Курсовая работа: Совершенствование технологического процесса сборки и монтажа блока управления ККМ КАСБИ 02К
Министерство образования Российской Федерации
Расчетно-пояснительная записка к курсовой работе
по курсу: «Управление качеством РЭС»
на тему:
«Совершенствование технологического процесса сборки и монтажа блока управления ККМ КАСБИ 02К»
Студент Аринушкин А.В.
Группа РПД – 92
Руководители проекта Драч В.Е.
Калуга 2009 г.
Содержание
Описание устройства
Технологический процесс сборки узла
Теоретические сведения о методах управления качеством
Обработка статистических данных
Построение эмпирической кривой плотности вероятности f *(x) по статистическим данным
Определение числовых параметров эмпирического закона распределения
Построение теоретической кривой плотности вероятности f (x) по статистическим данным
Сравнение эмпирической кривой с теоретической
Оценка состояния ТП
Заключение
Список используемой литературы
Введение
В настоящее время к радиоэлектронным устройствам предъявляются высокие требования. К данным требованиям относят: высокая надежность, высокая точность, стабильность, долговечность и т.д. В основном это связано с бурным развитием микроэлектроники и компьютерной техники. Для того чтобы радиоэлектронное устройство было конкурентно способно на рынке оно должно удовлетворять всем этим требованиям. Получить желаемый результат путем использования традиционных способов оптимизации и управления качеством, затрудняется или вообще не возможно. Только применение средств вычислительной техники и автоматизации на всех стадиях технологического процесса позволяет повысить качество выпускаемой продукции. По этому актуальной является задача автоматизации технологических процессов.
Целью данной работы явилось:
1. Провести статистический анализ выбранных контролируемых электрических параметров.
2. На основе статистического анализа, провести оценку качества технологического процесса используя контрольные карты Шухарта.
Контрольно-кассовая машина (ККМ) Касби 02К может применяться в любой торгующей организации или в сфере услуг, для автономного использования или для использования в компьютерных системах учета. ККМ Касби 02К предназначена для регистрации и учета денежных расчетов с населением при выполнении торговых операций или оказании услуг, обеспечения хранения информации и оформления документов по указанным расчетам.
Основным элементом изделия является блок управления, в котором сосредоточено большинство цифровых узлов. Блок управления предназначен для формирования сигналов, управляющих работой узлов и блоков ККМ.
| Разрядность денежных счетчиков (регистров) | 11 |
| Разрядность счетчика (регистра) общего итога | 18 |
| Количество программируемых цен | не менее 500 |
| Разрядность цифрового индикатора | 16 знаков |
| Сохранность информации после выключения сетевого питания в энергонезависимой памяти | не менее 5 000 часов |
| Фискальная память | 4 900 сменных записей |
| Одновременное хранение информации в буфере | до 1 600 (чеков продажи) |
| Программирование наименований товаров, названий отделов и услуг | 15 знаков |
| Программирование клише в начале чека знаков | до 94 знаков |
| Ограничение разрядности вводимых денежных сумм | от 3 до 7 |
| Встроенные часы, календарь | Есть |
| Потребляемая мощность при питании от сети 220В | не более 10 Вт |
Технологический процесс сборки узла
| № оп. | Содержание операции | Оборудование, тех. оснастка, инструмент, тара |
| 000 |
Технические требования 1.Во всех производственных помещениях цеха сборки и монтажа ячеек печатного монтажа должны быть обеспеченны следующие условия ТВОЗДУХА=20(+10;-5)°С; ВлВОЗДУХА= 50 ... 75 %; 2.Помещения, где выполняются операции лужения и пайки, должны обеспечиваться вытяжной вентиляцией. 3.Уборка должна производиться два раза в день с влажной пропиткой пола и рабочих мест. 4.Стол монтажника должен быть оборудован вытяжной вентиляцией. 5. Производственный персонал должен быть обеспечен хлопчатобумажным халатом, шапочкой и тапочками на кожаной подошве с металлической полоской. 6.Не допускается касание руками поверхности плат. Платы брать только за торцы. При выполнении операции с субблоками работающий должен надеть напальчники на участвующие в работе пальцы. 7.Следить за состоянием жала паяльника. Жало паяльника должно быть очищено от нагара, хорошо облужено, иметь ровную поверхность, лишенную раковин. 8. За химическим составом, используемых флюсов, их хранением и расходованием на участках пайки необходимо ввести систематический контроль. Припой в установке пайки "волной" Ersa EWS 400 проверяется на химический состав один раз в три месяца. При несоответствии требуемому химическому составу провести корректировку припоя в ванне. 9. Для взятия проб припоя и флюса необходимо: 9.1 Обеспечить температуру в ванне с припоем не ниже 240°С 9.2 Использовать черпак для взятия проб из нержавеющей стали 9.3 Взятие проб производить при включенных волнообразователях. 10. Зеркало припоя в установке пайки "волной" должно быть защищено от окисления специальными антиоксидантными фосфорсодержащими таблетками Desoxidationstabletten PI фирмы Alpha metals. 11.После распаковки ПП упаковочный материал (пакеты и бумага) возвращаются на склад СГД. |
Антистатический стол монтажника GWB-715 фирмы TRESTON; Коврик антистатический; Дымоуловитель WFE-2S; |
| 005 |
Распаковочная Распаковка печатных плат. 1. Получить упаковки печатных плат в КС центре. 2. Разрезать упаковку платы. 3. Извлечь плату из-под упаковки. 4. Проверить внешним осмотром на наличие печатных проводников, неметаллизированных отверстий, технологических отверстий и контактных площадок согласно разводке платы. 5. Проверить внешним осмотром целостность и качество металлизации. 6. Установить плату в кассету. 7. Для всех плат повторить п.3-6 8. Для всех упаковок повторить п. 1-7 |
Нож цеховой; Линза 8066 с увеличением 3-х кратным; Магазин LP-Magazin Miko-Rack NKAJ 0525; Перчатки трикотажные №10 ГОСТ 1108-74; Напальчник тип 2, вид Б, №2, ТУ38-106-567-80; Халат х/б ГОСТ 621-73; |
| 010 |
Управляющая Разработка управляющих программ для автоматов линии SMD. 1.Включить линейный компьютер. 2.Получить в КС- центре РСВ-файлы, содержащие информацию о центрах компонентов блока для которых требуется разработать управляющие программы и скопировать их в память линейного компьютера. 3.В визуальном режиме просмотреть запрограммированную плату с необходимым увеличением и убедиться в ее соответствии КД (проверить верность расположения компонентов в разных местах платы). В случае несоответствия РСВ-файлы подлежат корректировке. 4.Просмотреть все типы корпусов ПМК, устанавливаемых на плату и убедиться, что стандартные библиотеки содержат их описание, тип головок, номера головок. 5. Привязать элемент к питателю для его установки. 6.Создать файл запуска программы. 7.Автопроверка программ на выполнение. ПРИМЕЧАНИЕ: В режиме программирования оснащения автомата OPAL-X для каждого ПМК выбрать и запрограммировать тип питателя (линейка), номер рабочего места автомата (1 или 2-ое), номер позиции на рабочем месте автомата, на которое данный питатель устанавливается. |
Линейный компьютер линии SMD; |
| 015 |
Комплектовочная Комплектовать радиоэлементы согласно комплектовочному перечню. 1.Получить радиоэлементы от КС центров. 2.Контролировать радиоэлементы на соответствие типам и номиналам согласно комплектовочному перечню. 3.Разложить ЭРЭ в таре. 4.Маркировать тару с ЭРЭ бирками с указанием типа ЭРЭ и его номинала. Закрепить бирку на таре липкой лентой 5.Выдать комплекты на последующие операции. ПРИМЕЧАНИЕ: ПМК в лентах должны быть в катушках с заправочным концом от 40 до 50 мм, микросхемы – в пеналах и ключ сориентирован в одну сторону. |
Антистатический стол монтажника GWB-715 фирмы TRESTON; Браслет антистатический с гарнитурой заземления; Пластина заземления; Пинцет М96890014; Карандаш ГОСТ 4404-78, скотч ГОСТ 12,4,010-78, линейка -150мм ГОСТ 427-75. Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 020 |
Отмывочная Отмыть платы от консервирующего флюса. 1.Включить вентиляцию. 2.Залить в три ванны установки вибропромывки свежий растворитель СНС. СНС должна полностью закрывать плату. 3.Включить вибратор. Амплитуда колебаний 0,5-1 мм. 4.Вынуть плату из кассеты. 5.Опустить плату в первую ванну. Удалить консервирующее покрытие с помощью кисти. Время отмывки 1 мин. 6.Перенести плату во вторую ванну. Удалить консервирующее покрытие с помощью кисти. Время отмывки 1 мин. 7.Перенести плату в третью ванну. Промыть ополаскиванием. Время отмывки 1 мин. 8.Сушить плату на воздухе 10-15 мин. 9.Установить плату в кассету. 10.Для всех плат повторить п.4-9. ПРИМЕЧАНИЕ: 1.При промывке на дно ванны положить гетинаксовую прокладку. 2.Не допускать разбрызгивания СНС из ванночки. Замену СНС в ванночках производить через шесть субблоков. |
Установка вибропромывки НО-2919; Магазин LP-Magazin Miko-Rack NKAJ 0525; Халат х/б ГОСТ 621-73; Кисть флейцевая КФ-25 ТУ 17-1507-89; Кисть КХЖК №20 ТУ 17-1507-89; |
| 025 |
Контрольная Рабочий контроль отмывки. 1. Вынуть плату из кассеты. 2. Произвести внешний осмотр. На плате не должно оставаться следов флюса. При легком надавливании пальцем в напальчнике, не должно ощущаться прилипание. 3. Удалить подтеки бязевым тампоном, смоченным в СНС. 4. В случае несоответствия отправить плату на операцию 020. 5. Установить плату в кассету. 6. Для всех плат повторить п.1-5 |
Антистатический стол монтажника GWB-715 фирмы TRESTON; Магазин LP-Magazin Miko-Rack NKAJ 0525; Линза 8066 с увеличением 3-х кратным; Напальчник тип 2, вид Б, №2, ТУ38-106-567-80; |
| 030 |
Сушильная Сушить платы в шкафу сушильном КП-4506. 1. Вынуть плату из кассеты. 2. Платы установить в тару (лоток для печатных плат) и поместить в шкаф сушильный. 3. Сушить платы в шкафу сушильном при температуре (100±10)°С в течение 1,5 - 2 часов, непосредственно перед сборкой. 4. Извлечь лотки с печатными платами из шкафа сушильного 5. Установить плату в кассету. 6. Для всех плат повторить п.5 |
Шкаф сушильный КП- 4506; Магазин LP-Magazin Miko-Rack NKAJ 0525; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 035 |
Подготовительная Резать трубки поз.50 305 ТВ-40 диаметром Ø1мм, длиной 6 мм (2 шт.) 1.Взять трубку Ø1мм из тары. 2.Отмерить и отрезать трубку длиной l - 6 мм. 3.Убрать трубку в тару 4. Для всех повторить п.1-3. |
Антистатический стол монтажника GWB-715 фирмы TRESTON; Нож цеховой; Карандаш ГОСТ 4404-78, линейка -150мм ГОСТ 427-75, Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 040 |
Лужение Лудить выводы ЭРЭ и выводы соединителей методом погружения в расплавленный припой: поз.3...поз.14, поз.20, поз.41 и поз.42. Общее кол-во элементов —10, Общее кол-во выводов — 105, 2-х выводные элементы (всего 2 шт., общ. кол-во выводов 4): поз.6-1шт., поз.10-1шт. 4-х выводные элементы (всего 1 шт., общ. кол-во выводов 4): поз.8- 1шт., 5-ти выводные элементы (всего 1 шт., общ. кол-во выводов 5): поз.9 — 1 шт., 6-ти выводные элементы (всего 1 шт., общ. кол-во выводов 6): поз.7 – 1шт., 9-ти выводные элементы (всего 2 шт., общ. кол-во выводов 18): поз.40 — 1 шт., поз.41 – 1шт. 10-ти выводные элементы (всего 1 шт., общ. кол-во выводов 10): поз.5 — 1 шт. 14-ти выводные элементы (всего 1 шт., общ. кол-во выводов 14): поз.3 — 1 шт., 16-ти выводные элементы (всего 3 шт., общ. кол-во выводов 48): поз.4 — 2 шт., 1. Изъять ЭРЭ из тары пинцетом. 2. Опустить ЭРЭ в ванну. 3. Вынуть ЭРЭ из ванны. 4. Контролировать качество лужения внешним осмотром. 5. Уложить ЭРЭ в тару. 6. Для всех ЭРЭ повторить п.1-5. ПРИМЕЧАНИЕ: 1.Контакты должны хорошо смачиваться припоем. 2.Температура лужения 250-270° С. 3.Время лужения 4-7сек. 4.На облуженной поверхности не допустимо следов коррозии, окисной пленки и собирания припоя в капли. |
Установка для пайки погружением НС 1542 или УПДВ; Антистатический стол монтажника GWB-715 фирмы TRESTON; Паяльник ЭПСН 40/36 ГОСТ 7219-88; Термометр П72 24066 ГОСТ 2823-73; Пинцет М96890014; Лупа RLL122/122Т; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 045 |
Контрольная Визуальный контроль качества лужения (100%). 1. Вынуть ЭРЭ из тары. 2. Оценить качество лужения. При хорошей паяемости поверхность вывода должна быть покрыта гладким непрерывным слоем припоя. 3. Для изделий, не удовлетворяющим требованиям к лужению, повторить операцию 040. 4. Уложить ЭРЭ в тару. 5. Для всех ЭРЭ повторить п.1-4. |
Антистатический стол монтажника GWB-715 фирмы TRESTON; Лупа RLL122/122Т; Пинцет М96890014; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 050 |
Трафаретная Нанести паяльную пасту MP218 ракелем в соответствии с рисунком трафарета на сторону А. 1.Включить автомат и настроить его согласно техническому описанию. На управляющем компьютере выбрать программу для данного собираемого блока. 2.Установить трафарет, предварительно проверив его состояние (чистоту и качество поверхности). 3.Установить ракели, проверив их состояние. Механические повреждения поверхностей не допускаются. 4.Подать платы в зону нанесения пасты. Совместить ее с трафаретом. Проверить точность расположения платы относительно трафарета, при необходимости провести корректировку. 5.Нанести паяльную пасту ракелем и рисунком трафарета. Пасты должно быть достаточное количество. Шов из пасты должен выходить за пределы рисунка примерно на 20 мм. 6.Запустить платы на линию и нанести пасту. 7.Промежуточную очистку трафарета производить через 10-15 циклов. Для очистки использовать специальную бумагу, не оставляющую пыли и ворсинок, с использованием промывочной жидкости (спирт "Прозой"). Дополнительно провести очистку трафарета сжатым воздухом. ПРИМЕЧАНИЕ: 1.Пропустить первую плату через установку, проверить качество нанесения паяльной пасты. 2.Паста должна использоваться согласно сроку годности, храниться в холодильнике при температуре не более +5 С. Перед употреблением ее необходимо постепенно нагреть до комнатной температуры во избежание накопления влаги из воздуха. |
Автомат нанесения припойной пасты HORIZON-03; Набор имбусов 62731 Gr.9; Трафарет на рамке металлический для нанесения припойной пасты; Паяльная паста MP218; Халат х/б ГОСТ 621-73; Перчатки резиновые технические тип 11, №10 ГОСТ 20.010-93 |
| 055 |
Контрольная Визуальный контроль нанесения паяльной пасты MP218 на печатную плату. 1.Проверить рисунок нанесения пасты на соответствие чертежу или эталонной плате. Печать должна быть полной и равномерной по всей зоне контактных площадок. Загрязнения паяльной пасты не допустимы. 2.Толщина слоя пасты 15 ... 30 мкм в зависимости от толщины фольги трафарета. Для максимальной точности измерений в качестве нулевого уровня отсчета брать поверхность печатных проводников. 3.Допустимо смещение печати max 0,1 мм относительно края контактной площадки. 4.Ошибки печати нельзя исправлять повторной печатью (мокрым по мокрому) это ведет к неопределенной и невоспроизводимой далее толщине влажного слоя пасты. Предыдущий дефектный слой снять салфеткой смоченной в спирте. 5.Контролировать образование припойных перемычек. 6.При невыполнении условий п1..5 вернуть платы на операцию 050. |
Электронный микроскоп MITUTOYO тип IOС-10128; Лупа RLL 122/122Т; Линза с 3х увеличением; Набор щупов №2 ТУ 2-034-225-87; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 060 |
Отмывочная Отмывка трафарета от паяльной пасты. 1.Включить и настроить установку промывки согласно техническому описанию. 2.Через отверстия заливки заполнить установку моющим средством (смесь "Прозона" с дистиллированной водой 1:1). 3.Закрыть и заблокировать крышку отверстия для заливки моющего средства. 4.Вручную снять остатки пасты с трафарета ракелем. Поместить остатки пасты обратно в ее собственную тару. 5.Снять трафарет, задвинуть его в несущую раму установки. Опустить раму с трафаретом в установку промывки. Закрыть крышку установки и заблокировать ее с помощью винта. 6.Переключением выключателя на головке двигателя запустить процесс промывки. Время промывки в зависимости от степени загрязнения от 2 до 5 минут. 7.С помощью 3-х позиционного крана запустить процесс дополнительной промывки (чистовое полоскание) через наружный фильтр с меньшим давлением. 8.После отключения установки открыть крышку, выдвинуть раму с трафаретом и снять трафарет с рамы. 9. Установить трафарет в тару. ПРИМЕЧАНИЕ: После каждого процесса отмывки необходимо контролировать ящик для отходов (осадка) и при необходимости почистить его. Отходы и отработанные патроны требуют утилизации. |
Установка отмывки трафарета тип355/Ех; Халат х/б ГОСТ 621-73; Перчатки резиновые технические тип 11, №10 ГОСТ 20.010-93 |
| 065 |
Загрузочная 1 Загрузка ПМК в питатели автомата OPAL-X. 1. Извлечь ПМК из тары. 2.Согласно распечатке файла оснащения автомата OPAL-X ("рюстунг") для данного блока установить на соответствующие позиции рабочего стола автомата необходимое количество питателей. 3.В установленные питатели согласно с "рюстунг" зарядить ЭРЭ : ИС переложить в плоские магазины, соблюдая ориентацию по "ключу". 4.Вытащить заглушки из пеналов, в которых поставляются ИС. 5. Засыпать ИС в линейки ("ключом" назад). 6. Отрегулировать вибрацию питателя с линейкой. |
Автомат OPAL-X, Модуль загрузки линии SMDAES01-V2.6X, Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 070 |
Загрузочная 2 Загрузка плат во входное загрузочное устройство. 1.Включить и настроить загрузочное устройство согласно техническому описанию. 2.Вынуть платы из кассеты. 2.Загрузить платы в магазин стороной А вверх. 3.Установить магазин с платами в загрузочное устройство. 4.Запустить платы на линию SMD. |
Автомат OPAL-X, Модуль загрузки линии SMDAES01-V2.6x; Магазин LP-Magazin Miko-Rack NKAJ 0525; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 075 |
Сборочная Установка ПМК на сторону А печатной платы на автомате OPAL-X Общее кол-во элементов —90, Общее кол-во выводов — 501, 2-х выводные элементы: поз. 12 — 17 шт., поз. 13 — 1 шт., поз. 14 — 16 шт., поз. 15 — 2 шт., поз. 16 — 2 шт., поз. 17 — 1 шт., поз. 32 — 15 шт., поз. 33 — 2 шт., поз. 34 — 9 шт., поз. 35 — 1 шт., поз. 36 — 11 шт., поз. 37 — 4 шт., поз. 39 — 1 шт., поз. 40 — 1 шт 3-х выводные элементы: поз. 38 — 2 шт., поз. 44 — 1 шт., поз. 45 — 6 шт. 6-х выводные элементы: поз. 46 — 1 шт. 8-ми выводные элементы: поз.18 – 1шт., поз. 23 — 1шт. 14-ти выводные элементы: поз. 25 — 1 шт., поз. 26 — 1 шт., поз. 27 — 1 шт. 16-ти выводные элементы: поз. 28 — 1 шт. 20-х выводные элементы: поз. 24 — 1 шт., поз. 29 — 1 шт., поз. 30 — 2 шт. 28-х выводные элементы: поз. 22 — 1 шт. 32-х выводные элементы: поз. 19 — 2 шт., поз. 31 — 1 шт. 44-х выводные элементы: поз. 21 — 1 шт. 1.Включить автомат и линейный компьютер, настроить согласно техническому описанию. 2.Выбрать программу установки ПМК на сторону А для данного собираемого блока из линейного компьютера. 3.Запустить программу на линию. 4.Запустить на линию первую плату. После сборки снять ее с конвейера и проверить правильность установки радиоэлементов на соответствие чертежу. Выводы ПМК должны находиться в пределах площадок При несоответствии собранной платы требованиям КД необходимо сообщить мастеру или технологу об ошибках программы. Проверить правильность заполнения питателей. 5.Запустить на линию остальные платы. 6.Завершить программу установки ПМК 7.Завершить работу автомата. 8.Выключить автомат и линейный компьютер. 9.Выгрузить платы в кассеты. |
Автомат OPAL-X; Модуль выгрузки линии SMD AMS01-V5.6x; Магазин LP-Magazin Miko-Rack NKAJ 0525; Лупа RLL122/122Т; Линза с 3х увеличением; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 080 |
Контрольная Визуальный контроль качества сборки печатных субблоков на ПМК (100%). 1.Вынуть плату из кассеты. 2.Контролировать сборку печатных блоков на соответствие чертежу. 3.Все компоненты и их выводы,не должны иметь видимых трещин, отверстий, полых и иных посторонних включений, сколов и т д. 4.Контролировать симметричность расположения выводов компонентов относительно контактных площадок. Допускаются боковые смещения и отклонения компонента оговоренные в ТУ. 5.При несоответствии требовниям п.2-4 повторить операцию 075. 6.Выгрузить плату в кассету. 7.Для всех плат повторить п.1-6. |
Антистатический стол монтажника GWB-715 фирмы TRESTON; Магазин LP-Magazin Miko-Rack NKAJ 0525; Лупа RLL122/122Т; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 085 |
Оплавление Оплавление нанесенной по трафарету на печатную плату паяльной пасты на установке SM 2000CXE. 1.Вынуть платы из кассет. 2.Включить и подготовить установку SM 2000CXE к работе согласно техническому описанию. 3.На управляющем компьютере выбрать и запустить программу оплавления паяльной пасты для данного собираемого блока. Отрегулировать температурный режим согласно программе. 4.Настроить транспортную линию установки установить поддержку в соответствии с размером и конструкцией платы. 5.Пропустить плату через установку. Проверить качество оплавления. В случае несоответствия повтор п.4. 6.Для всех последующих плат выполнить п. 5. 7.Остановить транспортную линию. 8.Завершить программу оплавления паяльной пасты. 9. Вынуть платы из установки. 10.Выключить установку SM 2000CXE 11.Установить платы в кассеты. ПРИМЕЧАНИЕ: При отрицательных результатах проверить работу предыдущих автоматов линии SMD и сообщить мастеру о необходимости отладки программы оплавления паяльной пасты на установке SM 2000CXE |
Установка SM 2000CXE Магазин LP-Magazin Miko-Rack NKAJ 0525; Лупа RLL122/122Т Линза с 3х увеличением Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 090 |
Контрольная Визуальный контроль качества сборки и пайки блоков на ПМК (100%). 1.Вынуть платы из кассеты. 2.Паяное соединение должно иметь полностью сформированные панели, что говорит о хорошей смачиваемости припоем контактных площадок и компонента. 3.Припойная галтель должна быть гладкой и блестящей (матовый цвет может быть следствием холодной пайки или непропайки). Она не должна иметь трещин, зернистой структуры поверхности. 4.По возможности в паяном соединении не должно быть посторонних вкраплений (окалина, остатки флюса). 5.Сквозь паяное соединение должна просматриваться форма контакта компонента, что является признаком верно подобранного количества паяльной пасты. 6.Отсутствие перемычек припоя между контактными площадками и проводниками. 7.Отсутствие припойного бисера - шариков припоя, разбрызганных по дну компонента или по поверхности печатной платы. Этот дефект следствие неправильно подобранного профиля термопайки. Шарики припоя могут вызывать "короткое замыкание". 8.Отсутствие эффекта опрокидывания, т е отрыва одного контакта пассивного элемента от контактной площадки вследствие неравномерности сил поверхностного натяжения на противоположных концах компонента. Дефект возникает при неверном нанесении припойной пасты или неправильной формовки элемента. 9.При невыполнении п.1-8 вернуть плату на операцию 085 10.Установить платы в кассеты. |
Антистатический стол монтажника GWB-715 фирмы TRESTON; Магазин LP-Magazin Miko-Rack NKAJ 0525; Лупа RLL122/122Т; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 095 |
Монтажная 1 Предохранение мест на стороне Б, не подлежащих пайке с помощью лейкопластыря. Кол-во – 36 шт., под клавиатуру. 1. Изъять плату из кассеты. 2.Установить плату на монтажном столе стороной Б вверх. 3.Изъять из тары завода изготовителя лейкопластырь необходимой ширины (5 мм). 4. Отклеить с помощью пинцета кончик лейкопластыря, отделить и отрезать лейкопластырь длиной 5 мм. 5. Заклеить места, не подлежащие пайке 36 шт. в соответствии с чертежом (поверхность Б). 6.Контроль внешним осмотром. 7. Уложить плату в кассету. 8. Для всех плат повторить п.1-7. |
Антистатический стол монтажника GWB-715 фирмы TRESTON; Магазин LP-Magazin Miko-Rack NKAJ 0525; Ножницы 175 ГОСТ 351268-99; Лупа RLL122/122Т; Пинцет ПС 100*1,5 ТУ 64-1-37-78; Лейкопластырь; Халат х/б ГОСТ 621-73 Перчатки трикотажные №10 ГОСТ 1108-74; |
| 100 |
Монтажная 2 Предохранение мест на стороне Б, не подлежащих пайке с помощью лейкопластыря. Кол-во полос - 4, под элементы поз.6, поз.11, поз.41, поз.42. 1. Изъять плату из кассеты. 2.Установить плату на монтажном столе стороной Б вверх. 3. Изъять из тары завода изготовителя лейкопластырь необходимой ширины (согл. черт.). 4. Отклеить с помощью пинцета кончик липкой ленты, отделить и отрезать ленту необходимой длины (согл. черт.). 5. Заклеить места, не подлежащие пайке (2 отв. под установку элемента поз.6, 2 отв. — поз.11, 9 отв. — поз.41, 9 отв. — поз.42). 6.Контроль внешним осмотром. 7. Уложить плату в кассету. 8. Для всех плат повторить п.1-7. |
Антистатический стол монтажника GWB-715 фирмы TRESTON; Магазин LP-Magazin Miko-Rack NKAJ 0525; Ножницы 175 ГОСТ 351268-99; Лейкопластырь; Пинцет ПС 100*1,5 ТУ 64-1-37-78; Лупа RLL122/122Т; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 105 |
Сборочная Установка многовыводных радиоэлементов со штырьковыми выводами вручную Всего 7 шт., общ. кол-во выводов 89. 4-х выводные элементы (всего 1 шт., общ. кол-во выводов 4): поз. 8 — 1шт., 6-ти выводные элементы (всего 1 шт., общ. кол-во выводов 6): поз. 7 — 1шт. 10-ти выводные элементы (всего 1 шт., общ. кол-во выводов 10): поз.5 — 1шт., 14-ти выводные элементы (всего 1 шт., общ. кол-во выводов 14): поз.3 — 1шт., 23-ти выводные элементы (всего 3 шт., общ. кол-во выводов 48): поз.4 — 1шт., 1.Вынуть плату из кассеты стороной А вверх. 2.Изъять элемент из тары. 3.Проверить маркировку радиоэлемента на соответствие чертежу. 4.Установить компоненты со штырьковыми выводами. 5.Паять выводы паяльником в нескольких местах по диагонали 5.1 Припой ПОС-61 ГОСТ 2193-76. 5.2 Температура жала паяльника 350±10 С. 5.3 Время пайки не более 1с. 5.4 Количество прихватываемых выводов - 2 вывода. 6.Подрезать выводы радиоэлементов с монтажной стороны согласно чертежу. 7.Проверить границу монтажа со стороны выводов согласно чертежу. 8.Контроль внешним осмотром. 9. Для всех элементов повторить п.2-8 10. Для всех плат повторить п.1-9. 11. Уложить платы в кассеты. |
Паяльная станция WS-51 с паяльником LR21; Магазин LP-Magazin Miko-Rack NKAJ 0525; Браслет антистатический с гарнитурой заземления; Пластина заземления; Лупа RLL122/122Т; Линза 8066 3х увеличение; Пинцет прецизионный антистатический 3CSA; Бокорезы 140.7814-4080; Кусачки НГ модель 170М длина 127 мм фирма "Xcelite" ГОСТ 28.037-89; линейка -150мм ГОСТ 427-75; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 110 |
Пайка Пайка "волной" припоя. 1.Настроить установку для пайки "волной" припоя согласно техническому описанию и инструкции по эксплуатации, паспорта на флюсующее устройство. (раб. температура 260±5°С, скорость движения транспортной ленты для с/блоков со штырьковыми выводами 1,25... 1,6 м/мйн) 2.Залить 1-1,5 л флюса в бачок флюсующего устройства перед началом работы, проверив плотность флюса (855...860 г/л). Включить узел флюсования и добиться равномерной мелкой пены флюса. Следить за работой флюсующего устройства. В конце работы залить отработанную СНС. Перед началом работы СНС слить и направить на регенерацию. 3.Извлечь плату из кассеты стороной B вверх. 4.Поместить смонтированную плату в соответствующий держатель, вставленный в каретку. Закрепить крышку держателя так, чтобы пружины плотно прижимали плату. Платы в платодержателе должны располагаться так, чтобы большинство проводников располагалось параллельно движению транспортера. 5.Включить узел подсушки флюса. 6.Включить с помощью рукоятки "волну" припоя и проверить на гребне ее температуру с помощью термометра. Температура припоя должна соответствовать выбранному температурному режиму. 7.Установить каретку с держателем на направляющие установки. 8.Включить транспортер и провести пайку "волной" припоя. 9.Снять каретку с транспортера, установить ее на подставку. 10.Изъять плату из держателя. 11.Снять технологические прокладки 12.Проверить внешним осмотром качество паек. 13.Уложить плату в кассету. 14.Для всех плат повторить 1-13. ПРИМЕЧАНИЕ: 1.Высота волны припоя подбирается предварительно на технологической плате непосредственно перед началом пайки. 2.Высота гребня волны должна обеспечить заполнение припоем зенковок монтажных отверстий в плате со стороны установки радиоэлементов. 3.Допускается повторная пайка субблока с интервалом между пайками не менее 5 мин. 4.При пайке ИС со штырьковыми выводами, расстояние по длине вывода от корпуса до границы подъема расплавленного припоя не менее 1,0мм. 5.Периодически в процессе работы на установке НС-1542 производить контроль температуры пайки по прибору МЗЗЗК и скорости движения транспортера по прибору Ml360. 6.Для заливки флюсующего устройства к установке НС-1542 не допускается использование отработанной СНС смеси после промывки субблоков. 7.По мере загрязнения производить очистку от флюса паяльной рамки и поддержек для пайки. |
Установка Ersa EWS 400; Магазин LP-Magazin Miko-Rack NKAJ 0525; Предохраняющие планки для пайки '"волной"; Ареометр АОН-1 820-880 ГОСТ-18481-81; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 115 |
Монтажная 1. Подправка паек. 1.Извлечь плату из кассеты стороной B вверх. 2.Непропаянные места и некачественные пайки пропаять паяльником. Снять перемычки припоя между выводами и контактными площадками ЭРЭ паяльником. 3.Температура жала паяльника 250-270°С, время пайки не более 2 сек. Припой ПОС-61 ГОСТ 2193-76. Интервал между пайками соседних выводов не менее Зсек. 4.Удалить брызги припоя с корпусов навесных элементов и с поверхности платы механическим способом с помощью жесткой кисти или гетинаксовой палочки. 5.При наличии припоя на проводниках в местах, не допускаемых по чертежу, удалить припой с помощью паяльника. Толщина припоя на контактной площадке не более 0,3 мм. 6.Контроль внешним осмотром. 7. Для всех плат повторить п.1-6. 8. Уложить платы в кассеты. |
Паяльная станция WESP - 20; Магазин LP-Magazin Miko-Rack NKAJ 0525; Наконечник паяльника типа "мини-волна" ЕТ GW SOLDERING 005 41 04599; Микроскоп "Mantis"; Лупа RLL122/122Т; Линза 8066 3х увеличение; Устройство для очистки жала паяльника; Кисть КХЖК №20 щетин. ТУ 17-1507-89; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 120 |
Монтажная 2. Удаление лейкопластыря с мест, не подлежащих пайке Кол-во полос - 4, под элементы поз.6, поз.11, поз.41, поз.42 Кол-во – 36 шт., под клавиатуру. 1.Изъять плату из кассеты. Плата должна быть охлаждена до комнатной температуры. 2.Удалить липкую ленту с мест, не подлежащих пайке, пинцетом. 3.Контроль внешним осмотром. 4.Уложить плату в кассету 5. Повторить п.1-4 для всех плат. |
Магазин LP-Magazin Miko-Rack NKAJ 0525; Пинцет прецизионный антистатический 3CSA; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 125 |
Отмывочная Протирка участков субблока спиртово-бензиновым расствором после пайки "волной" припоя. 1.Изъять плату из касеты. 2.Бязевым тампоном смоченным в спирте, удалить остатки флюса на участках печатной платы в местах соприкосновения платы и предохраняющих планок для пайки "волной" припоя. 3.Контроль внешним осмотром. 4. Для всех плат повторить п.1-4. 5. Уложить платы в кассеты. |
Магазин LP-Magazin Miko-Rack NKAJ 0525; Бязевый тампон; спиртово-бензиновый расствор 1:1; Халат х/б ГОСТ 621-73; Перчатки резиновые технические тип 11, №10 ГОСТ 20.010-93; |
| 130 |
Сборочная 1 Установка радиоэлементов поз. 6, поз.11, поз.41, поз.42 вручную Общее кол-во элементов – 4, общее кол-во выводов – 22 2-х выводные элементы (всего 2 шт., общ. кол-во выводов 4): поз. 6 — 1шт., поз. 11 — 1шт. 9-х выводные элементы (всего 2 шт., общ. кол-во выводов 18): поз. 41 — 1шт., поз. 42 1шт., 1.Изъять плату из кассеты стороной А вверх. 2.Изъять элемент из тары. 3.Установить компонент со штырьковыми выводами поз.11 согласно чертежу, предварительно надев трубки поз.51 на выводы, согласно чертежу. 4.Паять выводы вручную паяльником, припой ПОС-61 ГОСТ 2193-76. Температура жала паяльника 250-260° С. Время пайки не более 2с. Интервалы между пайкой каждого вывода не менее 3 сек. 5.Установить компонент со штырьковыми выводами поз.6, поз.41, поз.42 согласно чертежу. 6.Паять выводы вручную паяльником, припой ПОС-61 ГОСТ 2193-76. Температура жала паяльника 250-260° С. Время пайки не более 2с. Интервалы между пайкой каждого вывода не менее 3 сек. 7.Подрезать выводы радиоэлементов с монтажной стороны согласно чертежу. 8.Проверить границу монтажа со стороны выводов согласно чертежу. 9.Контроль внешним осмотром. 10. Для всех плат повторить п.1-9. 11. Уложить платы в кассеты. |
Паяльная станция WS-51с паяльником LR21; Браслет антистатический с гарнитурой заземления; Пластина заземления; Линза 8066 3х; ЛупаRLL122/122Т; Пинцет прецизионный антистатический 3CSA; Кусачки НГ. модель 170М длина 127 мм, фирма "Xcelite" ГОСТ 28.03 7-89; линейка -150мм ГОСТ 427-75; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 135 |
Контрольная Контроль высоты светодиода 1.Изъять платы из кассет стороной Б вверх. 2. С помощью линейки измерить высоту светодиода поз.11, она должна быть равна h=126 мм. 2.1 В случае несоответствия отправить платы на операцию 140 2.2 В случае соответствия отправить платы на операцию 145 5. Уложить платы в кассеты. |
Линейка 150мм ГОСТ 427-75 Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 140 |
Ремонтная Замена светодиода 1.Изъять платы из кассет стороной А вверх. 2. Отпаять светодиод поз.11 вручную 3. Произвести пайку светодиода поз.11 4. Уложить платы в кассеты. 5. Повторить контрольную операцию 135 |
Паяльная станция WS-51с паяльником LR21; Браслет антистатический с гарнитурой заземления; Пластина заземления; Линза 8066 3х; ЛупаRLL122/122Т; Пинцет прецизионный антистатический 3CSA; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 145 |
Сборочная 2 Установка элемента поз.2 в держатель для батареи поз.10 1.Изъять плату из кассеты стороной А вверх. 2.Установить аккумуляторный элемент поз.2 в держатель для батареи поз.10 согласно чертежу. 3.Контроль внешним осмотром. 4. Для всех плат повторить п.1-3. 5. Уложить платы в кассеты. |
Браслет антистатический с гарнитурой заземления; Пластина заземления; Пинцет прецизионный антистатический 3CSA; Пинцет М96890014; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 150 |
Термоциклирование 1.Изъять плату из кассеты 2.Подвергнуть субблок термоциклированию (3 цикла) по следующему режиму: 2.1.При температуре (+ 40 ± 3)°С время выдержки 2ч. 2.2.При температуре (- 40 ± 3)°С время выдержки 2ч. 3.Время переноса субблоков из камеры в камеру не более 3х минут. 4.Для всех плат повторить п.1-3. 5.Уложить платы в кассеты. |
Шкаф сушильный КП- 4506; Термостат ТС-80М.; Магазин LP-Magazin Miko-Rack NKAJ 0525; Держатель плат; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 155 |
Рихтовочная 1.Изъять плату из касеты 2.Рихтовать радиоэлементы (кроме многовыводных) согласно треб. черт. 3.Поправить по мере надобности некачественные пайки. Правку паек выводов микросхем производить при температуре керна паяльника 250-260° С, время пайки не более 2сек. Правку паек остальных элементов производить при температуре керна паяльника 270-280° С, время пайки не более 2сек. Интервал между пайками 3 сек. 4. Для всех плат повторить п.1-3. 5. Уложить платы в кассеты. |
Паяльная станция WS-51 с паяльником LR21; Микроскоп МБС-9 ТУ 3-3.1210-78; Линза 8066 3х увеличение; Пинцет прецизионный антистатический 3CSA; Щуп набор № 3, Кл 2 ГОСТ 882-75; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 160 |
Контрольная Визуальный контроль (100%) качества сборки субблоков. 1.Изъять элемент из тары 2. Проверить внешним осмотром: 2.1.Отсутствие повреждений (нарушение защитного покрытия, герметизации, трещин и т.д.). При рихтовке не допустить нарушение целостности выводов и корпусов. Допускается наличие следов от инструмента на выводах. 3. При неисправности повтор операции 170. 4. Уложить элементы в тару. |
Линза 8066 3х увелич.; Пинцет 100* 1,5 ТУ 64-1-37-78; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 165 |
Подмаркировочная Подмаркировка знаков. 1.Вынуть плату из кассеты 2.Маркировать знаки, нарушенные в процессе изготовления субблока. 3.Сушить краску при температуре 18-25 ° С в течение 15-30 мин. 4.Установить платы в кассету. 5.Для всех плат повторить п. 1-4. |
Шкаф сушильный КП- 4506; Магазин LP-Magazin Miko-Rack NKAJ 0525; Линза 8066 3х увеличение; Лупа RLL122/122Т; Кисть КХЖП№ 20, КХЖК №2. ТУ 17-1507-89; Халат х/б ГОСТ 621-73; Перчатки резиновые технические тип 11, №10 ГОСТ 20.010-93; |
| 170 |
Настроечная Настройка подстроечного резистора 1. Вынуть плату из кассеты 2. Произвести подстройку резистора поз.38 до величины силы тока 0,25мА на выходе разъема XP9 поз.4 3.Установить платы в кассету. |
Отвертка плоская 10 х 0,4 ГОСТ 17199-88 Халат х/б ГОСТ 621-73; Перчатки резиновые технические тип 11, №10 ГОСТ 20.010-93; |
| 175 |
Контрольная №1 Контроль силы тока на выходе разъема 1. Вынуть плату из кассеты 2. Проверить силу тока 0,25 мА на выходе разъема XP9 поз.4 . 3. В случае несоответствия повторить операцию 170 4.Установить платы в кассету. |
Амперметр М42300 Халат х/б ГОСТ 621-73; Перчатки резиновые технические тип 11, №10 ГОСТ 20.010-93; |
| 180 |
Контрольная №2 Контроль частоты кварцевого резонатора 1. Вынуть плату из кассеты 2. Проверить частоту 18,362МГц на выходе кварцевого резонатора поз.39. Не должно отличаться на 1% от номинального значения. 3. В случае несоответствия отправить плату в брак 4.Установить платы в кассету. |
Осциллограф с1-65 Халат х/б ГОСТ 621-73; Перчатки резиновые технические тип 11, №10 ГОСТ 20.010-93; |
| 185 |
Контрольная №3 Контроль напряжения на выходе разъема 1. Вынуть плату из кассеты 2. Проверить напряжение 5В на выходе разъема XP9 поз.4. Не должно отличаться на 1% от номинального значения. 3. В случае несоответствия отправить плату в брак 4.Установить платы в кассету. |
Вольтметр 830М Халат х/б ГОСТ 621-73; Перчатки резиновые технические тип 11, №10 ГОСТ 20.010-93; |
| 190 |
Испытательная Приемо-сдаточные испытания. 1.Вынуть плату из кассеты 2.Проверить плату на соответствие чертежу. 3.Проверить установку контактов. Выборочно проверить параллельность и перпендикулярность. 4.Проверить качество лужения контактов припой должен покрывать min 2мм длины контакта. Не допускается пористость,непокрытые места, отслоения. 5.Проверить наличие знаков на блоке в соответствие с чертежом платы. 6.Произвести настройку подстроечных резисторов поз.39 согласно паспорту изделия. 7.Поставить клеймо ОТК на монтажную сторону согласно чертежу краской трафаретной серии 45971-84 белой ТУ29-02-889-8. При плотном монтаже клеймо наносить в любом свободном месте в верхней части платы. 9.Клеймо ОТК сушить в термостате при 60-65 ° С. 10.Установить платы в кассету. 11.Для всех плат повторить п. 1-10. |
Шкаф сушильный КП- 4506; Магазин LP-Magazin Miko-Rack NKAJ 0525; Матрица, ракель, желатин, штемпель, Кисть КХЖК № 2. ТУ 17-1507-89; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 195 |
Контроль ОТК 1. Вынуть плату из кассеты. 2. Проверить плату внешним осмотром на соответствие чертежу. 3. Проверить внешним осмотром качество паек. 3.1.Форма паяных соединений должна быть скелетной с вогнутыми галтелями припоя по шву и без избытка припоя. Она должна позволять визуально просматривать через тонкие слои припоя контуры входящих в соединения отдельных электромонтажных элементов. 3.2.Допускается соединения с заливной формой пайки, при которых контуры отдельных электромонтажных соединений, входящих в соединение, полностью скрыты под припоем со стороны пайки соединения. Поверхность галтелей припоя по всему периметру паяного шва должна быть вогнутой гладкой, непрерывной, глянцевой или светло-матовой, без темных пятен. 3.3.На поверхности диэлектрика печатной платы допускается точечное посветление волокон, проявление текстуры материала, на поверхности платы не должно быть перемычек припоя между близлежащими проводниками. 4.Проверить внешним осмотром на отсутствие повреждений корпусов и выводов радиоэлементов, следов излома, задиров, трещин, нарушения покрытий и др. дефектов нарушающих целостность выводов и корпусов. 5.Проверить расстояние в узких местах между проводниками и контактными площадками. Допускается растекание припоя за пределы контактных площадок и проводников, не уменьшающее минимальное допустимое расстояние 0,3 мм. 6.Проверить границу монтажа со стороны установки и пайки ЭРЭ на соответствие чертежу. 7.Произвести 100% контроль функционирования платы. 8.Проверить толщину платы (с 2х сторон). Согласно указаниям в чертеже толщина платы должна быть 1,5мм mах. 9. Платы соответствующие ТУ передать на операцию 170. Платы, не соответствующие ТУ, передать в брак. 10. Уложить плату в кассету. 11. Для всех плат повторить п.1-10. |
Магазин LP-Magazin Miko-Rack NKAJ 0525; Линза 8066 3х увеличение; Лупа RLL 122/122Т; Штангенциркуль ШЦ 1 -125-0,10 ГОСТ 166-89; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 200 |
Маркировочная Маркирование штампа заказчика. 1.Извлечь плату из кассеты. 2.Маркировать технологический номер на платах, прошедших приемку, краской трафаретной серии 45971-84, белая нейтральная ТУ29-02-889-93, один оттиск на блок. 3.Визуально оценить качество маркировки. Маркировка должна быть четкой. 4. Установить плату в кассету. 5. Для всех плат повторить п. 1-4 |
Шкаф сушильный КП- 4506; Магазин LP-Magazin Miko-Rack NKAJ 0525; Матрица, ракель, желатин, штемпель, Кисть КХЖК № 2. ТУ 17-1507-89; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
| 205 |
Упаковочная 1.Изъять плату из кассеты. 2.Уложить плату в упаковочную тару, переложив упаковочным материалом. 3.После заполнения упаковочной тары закрыть ее крышку и заклеить липкой лентой. 4.Повторить п. 1-3 для упаковки всей партии плат. |
Магазин LP-Magazin Miko-Rack NKAJ 0525; Ножницы 175 ГОСТ Р51268-99; Лента липкая; Халат х/б ГОСТ 621-73; Перчатки трикотажные №10 ГОСТ 1108-74; |
Теоретические сведения о методах управления качеством
Статистические методы по степени трудности можно подразделить на 3 категории: 1) Элементарный статистический метод включает так называемые 7 "принципов": * Карта Парето; * Причинно-следственный анализ; * Группировка данных по общим признакам; * Контрольный лист; * Гистограмма. Метод гистограмм является эффективным инструментов обработки данных и предназначен для текущего контроля качества в процессе производства, изучения возможностей технологических процессов, анализа работы отдельных исполнителей и агрегатов. Гистограмма - это графический метод представления данных, сгруппированных на частоте попадания в определенный интервал; * Диаграмма разброса (анализ корреляции через определение медианы); * График и контрольная карта. Контрольные карты графически отражают динамику процесса, т.е. изменение показателей во времени. На карте отмечен диапазон неизбежного рассеивания, который лежит в пределах верхней и нижней границ. С помощью этого метода можно оперативно проследить начало дрейфа параметров по какому либо показателю качества в ходе технологического процесса для того чтобы проводить предупредительные меры и не допускать брака готовой продукции. 2) Промежуточный статистический метод включает: * Теорию выборочных исследований; * Статистический выборочный контроль; * Различные методы проведения статистических оценок и определения критериев; * Метод применения сенсорных проверок; * Метод расчета экспериментов. 3) Передовой (с использованием ЭВМ) статистический метод включает: * Передовые методы расчета экспериментов; * Многофакторный анализ; * Различные методы исследования операций. Такие методы применяются при проведении очень сложных анализов процесса и качества. Технический прогресс нельзя отделить от применения статистических методов, обеспечивающих повышение качества выпускаемой продукции, повышение надежности и снижение расходов на качество.
Основной задачей статистических методов контроля является обеспечение производства пригодной к употреблению продукции и оказание полезных услуг с наименьшими затратами.
Главная задача - не просто увеличить качество продукции, а увеличить количество такой продукции, которая была бы пригодной к употреблению. Два основных понятия в контроле качества - это измерение контролируемых параметров и их распределение. Для того чтобы можно было судить о качестве продукции необязательно измерить такие параметры, как прочность материала, бумаги, масса предмета, качество окраски и т.д.
Классификация типов контрольных карт часто осуществляется согласно типам величин, которые выбраны для отслеживания характеристик качества. Так, различают контрольные карты для непрерывных переменных и контрольные карты по альтернативному признаку. В частности, для контроля по непрерывному признаку обычно строятся следующие контрольные карты:
X-карта. На эту контрольную карту наносятся значения выборочных средних для того, чтобы контролировать отклонение от среднего значения непрерывной переменной (например, диаметров поршневых колец, прочности материала и т.д.).
R-карта. Для контроля за степенью изменчивости непрерывной величины в контрольной карте этого типа строятся значения размахов выборок.
S-карта. Для контроля за степенью изменчивости непрерывной переменной в контрольной карте данного типа рассматриваются значения выборочных стандартных отклонений.
Преимущества контрольных карт для непрерывных переменных: Контрольные карты для непрерывных переменных обладают большей чувствительностью, чем контрольные карты по альтернативному признаку. Благодаря этому, контрольные карты для непрерывных переменных могут указать на существование проблемы ухудшения качества, прежде чем в потоке продукции появятся настоящие бракованные изделия, выделяемые с помощью контрольной карты по альтернативному признаку. Контрольные карты для непрерывных переменных можно назвать основными индикаторами ухудшения качества, которые предупреждают об этих проблемах задолго до того, как в процессе производства резко возрастет доля бракованных изделий.
Зоны A, B, C: Обычно для задания критериев поиска серий область контрольной карты над центральной линией и под ней делится на три "зоны".
По умолчанию, зона А определяется как область, расположенная на расстоянии от 2 до 3 сигма по обе стороны от центральной линии. Зона В определяется как область, отстоящая от центральной линии на расстояние от 1 до 2 сигма, а зона С - как область, расположенная между центральной линией по обе ее стороны и ограниченная прямой, проведенной на расстоянии одной сигма от центральной линии.
Расположение точек на карте: В процессе интерпретации ККШ можно опереться на исходные данные, которыми мы располагаем, — это конфигурация, или структура точек. В них содержатся сведения о значениях измеряемых величин и очень важная информация об их временной последовательности.
Сам У. Шухарт предложил очень простое определение специальных причин вариабельности: выход точки на контрольной карте за границу верхнего или нижнего контрольного предела. В дальнейшем, однако, по мере того, как контрольные карты все шире использовались в промышленности, на практике все чаще возникала ситуация, когда все точки находились в зоне между верхним и нижним пределами, но из картинки было ясно, что с процессом что-то происходит (например, процесс имеет явную тенденцию к росту/снижению, процесс носит периодический характер и т. п.). Вот почему перечень признаков, по которым можно визуально оценить статистическую стабильность (управляемость) процесса со временем был расширен: в него были добавлены так называемые неслучайные (особые) структуры, серии и т. п. Есть несколько подходов к выделению особых структур точек. Вот набор правил (критериев) обнаружения специальных причин вариаций:
1. Выход точек за контрольные пределы (рис. 1).
2. Серия — это такое состояние, когда точки неизменно оказываются по одну сторону от средней линии, причем число таких точек называется длиной серии (рис. 2).
Серия длиной в семь точек рассматривается как ненормальная. Кроме того, ситуацию следует рассматривать как ненормальную, если:
а) не менее 10 из 11 точек оказываются по одну сторону от центральной линии;
б) не менее 12 из 14 точек оказываются по одну сторону от центральной линии;
в) не менее 16 из 20 точек оказываются по одну сторону от центральной линии.
3. Тренд (дрейф). Если точки образуют непрерывно повышающуюся или понижающуюся кривую то говорят, что имеет место тренд (рис. 3).
4. Приближение к контрольным пределам. Рассматриваются точки, которые приближаются к 3-сигмовым контрольным пределам, причем, если из трех последовательных точек две оказываются за 2-сигмовыми линиями, то такой случай надо рассматривать как ненормальный.
5. Приближение к центральной линии. Если на контрольной карте большинство точек концентрируется в пространстве, ограниченном 1,5-сигмовыми линиями, делящими пополам расстояние между центральной линией и каждой из контрольных границ, то причина, скорее всего, в неподходящем способе разбиения данных на подгруппы. Приближение к центральной линии не всегда означает, что достигнуто контролируемое состояние. Зачастую такая карта указывает, что в подгруппах смешиваются данные различных распределений, что делает размах контрольных пределов слишком широким. В этом случае надо изменить способ разбиения данных на подгруппы (рис. 4).
6. Периодичность. Когда кривая имеет периодическую структуру (то подъем, то спад) с примерно одинаковыми интервалами времени, это тоже ненормально (рис. 5).
Если нет признаков, свидетельствующих о возможном существовании специальных причин, то рассматриваемый процесс считается статистически управляемым, или стабильным. Это означает, что его совершенствование, прежде всего, дело руководства. Малейшее подозрение в существовании специальных причин вариабельности мобилизует команду процесса на их поиск, выработку корректирующих воздействий и их реализацию.
Вывод: Наиболее полное и всестороннее оценивание качества обеспечивается, когда учтены все свойства анализируемого объекта, проявляющиеся на всех этапах его жизненного цикла: при изготовлении, транспортировке, хранении, применении, ремонте, тех. обслуживании.
Таким образом, производитель должен контролировать качество продукции и по результатам выборочного контроля судить о состоянии соответствующего технологического процесса. Благодаря этому он своевременно обнаруживает разладку процесса и корректирует его.
Выбор контрольных операций.
В качестве исходного параметра для контрольных операций были выбраны 4 напряжения. Два из них 5В и -5В с известными отклонениями, они заданы нам в ТЗ. И два 12В и -12В с неизвестными отклонениями.
Исходные данные:
Число измерений контролируемого параметра: 100
1 контрольная операция: номинальное значение контролируемого параметра: напряжение 5вольт. Отклонение напряжения по ТЗ не более: 1%
2 контрольная операция: номинальное значение контролируемого параметра: чатота кварцевого резонатора 18362 КГц. Отклонение напряжения по ТЗ не более: 1%
3 контрольная операция: номинальное значение контролируемого параметра: высота светодиода 12,6мм.
4 контрольная операция: номинальное значение контролируемого параметра: сила тока 250 мкА
Обработка статистических данных
Построение эмпирической кривой плотности вероятности f *(x) по статистическим данным.
Таблица №1 содержит измеренные значения контролируемой величины.
| 5,01294899 | 5,038880825 | 4,972660542 | 4,995831966 |
| 5,017353535 | 5,014693737 | 5,007009983 | 4,997692585 |
| 5,005136967 | 5,041037083 | 5,021975994 | 4,979632854 |
| 4,968095779 | 5,000292778 | 5,049066544 | 4,998159885 |
| 5,006467342 | 5,022325039 | 5,00067234 | 4,985868454 |
| 4,999558449 | 4,990217209 | 5,027165413 | 4,993843555 |
| 5,043782711 | 4,974215508 | 4,979571819 | 4,993139744 |
| 4,981480122 | 4,99982357 | 5,021085739 | 5,000460148 |
| 4,961269379 | 4,985668659 | 5,007890701 | 5,011686802 |
| 5,003472805 | 4,978550911 | 4,994334698 | 5,008761406 |
| 5,039111137 | 5,004227638 | 5,039821625 | 4,973172665 |
| 4,996597767 | 5,005493164 | 4,972536564 | 4,969475746 |
| 4,960618496 | 4,976603031 | 5,042702675 | 5,001665115 |
| 5,036611557 | 4,999246597 | 4,976316929 | 5,755468845 |
| 5,007400036 | 5,03208971 | 4,986687183 | 6,126585484 |
| 4,98126173 | 4,977312565 | 5,000431538 | 5,300836563 |
| 4,965380669 | 5,009713173 | 4,994579792 | 5,307900429 |
| 5,0110116 | 5,017133713 | 5,000927925 | 5,301933765 |
| 5,0049119 | 5,026759148 | 5,0361166 | 4,922729015 |
| 5,017196655 | 4,999804974 | 4,996314049 | 4,815627575 |
| 4,966500282 | 5,0281744 | 4,97030735 | 4,94600296 |
| 4,977404594 | 4,992011547 | 4,990848064 | 4,662309647 |
| 5,028085232 | 5,014043808 | 5,03946352 | 4,890702724 |
| 5,025396824 | 5,016650677 | 4,999911785 | 5,068790436 |
| 4,989850998 | 4,973521709 | 4,987818241 | 4,650153637 |
Затем, используя данные таблицы №1 можно составить таблицу №2 количества попаданий пi , измеренных значений в каждый iй интервал и относительных частот.
Таблица №2
| № интервала | Диапазон значений измеряемого параметра | Число попаданий ni | Вероятность Pi | Относительная частота попаданий fi | Суммарная частота попаданий Fi *,% | |
| 1 | 4,65014364 | 4,86106248 | 3 | 0,03 | 3 | 3 |
| 2 | 4,86106248 | 5,07198132 | 92 | 0,92 | 92 | 95 |
| 3 | 5,07198132 | 5,28290016 | 0 | 0 | 0 | 95 |
| 4 | 5,28290016 | 5,493819 | 3 | 0,03 | 3 | 98 |
| 5 | 5,493819 | 5,70473784 | 0 | 0 | 0 | 98 |
| 6 | 5,70473784 | 5,91565668 | 1 | 0,01 | 1 | 99 |
| 7 | 5,91565668 | 6,126585484 | 1 | 0,01 | 1 | 100 |
Таблица №3 содержит измеренные значения контролируемой величины.
| 16804,07617 | 18434,65039 | 18422,02148 | 18347,1875 |
| 17084,10156 | 18443,71289 | 18514,65039 | 18350,88281 |
| 17085,69922 | 18382,97266 | 18362,88281 | 18507,27539 |
| 17647,04883 | 18293,33984 | 18365,69727 | 18364,90039 |
| 17955,64063 | 18386,47266 | 18316,90625 | 18483,92383 |
| 18039,43359 | 18360,66992 | 18317,76758 | 18354,35938 |
| 18157,75 | 18358,23438 | 18361,41602 | 18415,42578 |
| 18166,58203 | 18306,1543 | 18334,99414 | 18372,34961 |
| 18184,53906 | 18309,98047 | 18466,07617 | 18355,88281 |
| 18209,26563 | 18376,00195 | 18380,22656 | 18536,61523 |
| 18219,02344 | 18509,10352 | 18382,96094 | 18358,48438 |
| 18222,92188 | 18349,46875 | 18328,24609 | 18361,64258 |
| 18241,3457 | 18310,43164 | 18359,29102 | 18363,60547 |
| 18243,79492 | 18492,10547 | 18466,25 | 18362,86914 |
| 18247,36133 | 18386,40625 | 18343,11523 | 18365,25 |
| 18258,34961 | 18326,72461 | 18493,45703 | 18488 |
| 18259,36719 | 18531,27344 | 18430,94727 | 18367,98828 |
| 18259,62891 | 18409,45898 | 18458,2207 | 18385,62109 |
| 18270,16602 | 18383,51367 | 18442,82031 | 18399,79492 |
| 18280,79492 | 18423,84375 | 18361,41211 | 18519,09375 |
| 18288,28516 | 18312,50391 | 18360,47656 | 18502,57617 |
| 18288,5293 | 18313,29492 | 18343,39258 | 18617,91992 |
| 18288,63281 | 18433,12109 | 18436,70703 | 19326,76953 |
| 18289,43555 | 18395,15039 | 18432,06055 | 16387,62891 |
| 18290,96289 | 18545,10547 | 18345,44336 | 27100,88867 |
Затем, используя данные таблицы №3 можно составить таблицу №4 количества попаданий пi , измеренных значений в каждый iй интервал и относительных частот.
Таблица №4
| № интервала | Диапазон значений измеряемого параметра | Число попаданий ni | Вероятность Pi | Относительная частота попаданий fi | Суммарная частота попаданий Fi *,% | |
| 1 | 16387,6289 | 17918,09458 | 5 | 0,05 | 5 | 5 |
| 2 | 17918,09458 | 19448,56026 | 94 | 0,94 | 94 | 99 |
| 3 | 19448,56026 | 20979,02594 | 0 | 0 | 0 | 99 |
| 4 | 20979,02594 | 22509,49162 | 0 | 0 | 0 | 99 |
| 5 | 22509,49162 | 24039,9573 | 0 | 0 | 0 | 99 |
| 6 | 24039,9573 | 25570,42298 | 0 | 0 | 0 | 99 |
| 7 | 25570,42298 | 27100,88867 | 1 | 0,01 | 1 | 100 |
Таблица №5 содержит измеренные значения контролируемой величины.
| 17,5655426 | 12,91908264 | 12,60168228 | 12,29406891 |
| 16,84350739 | 12,90687866 | 12,60140305 | 12,26896515 |
| 16,54072266 | 12,88065491 | 12,60076675 | 12,23984604 |
| 15,51877594 | 12,84140167 | 12,59904099 | 12,20574799 |
| 15,29115601 | 12,83997498 | 12,59158478 | 12,12718124 |
| 14,48063965 | 12,83101501 | 12,58284302 | 12,06998749 |
| 14,38693237 | 12,78920212 | 12,57960281 | 11,92361755 |
| 14,34703064 | 12,78880234 | 12,5787796 | 11,9153801 |
| 14,13041077 | 12,74721451 | 12,57258911 | 11,87286072 |
| 14,08235474 | 12,73181534 | 12,560186 | 11,86081009 |
| 13,96730499 | 12,71736679 | 12,55418625 | 11,83131561 |
| 13,94145355 | 12,70586014 | 12,54622803 | 11,66543732 |
| 13,78895569 | 12,66835098 | 12,53690033 | 11,5004837 |
| 13,74785614 | 12,66322632 | 12,52356949 | 11,46199646 |
| 13,69599304 | 12,65589294 | 12,48188782 | 11,4269104 |
| 13,68782654 | 12,63652573 | 12,46956177 | 11,01457062 |
| 13,67565918 | 12,63329163 | 12,43074646 | 10,80286179 |
| 13,6136261 | 12,62872009 | 12,42109146 | 10,65356903 |
| 13,2699646 | 12,62761612 | 12,39459839 | 9,255861664 |
| 13,21478119 | 12,62563095 | 12,38571548 | 9,213624573 |
| 13,18971558 | 12,61626663 | 12,36403885 | 8,776823425 |
| 13,14711609 | 12,61565094 | 12,35075073 | 8,290253448 |
| 13,14548035 | 12,61289825 | 12,34911652 | 8,279734802 |
| 12,95717468 | 12,60575562 | 12,34578705 | 9,892979431 |
| 12,9569519 | 12,60529938 | 12,29797668 | 15,4295929 |
Затем, используя данные таблицы №5 можно составить таблицу №6 количества попаданий пi , измеренных значений в каждый iй интервал и относительных частот.
Таблица №6
| № интервала | Диапазон значений измеряемого параметра | Число попаданий ni | Вероятность Pi | Относительная частота попаданий fi | Суммарная частота попаданий Fi *,% | |
| 1 | 8,2797248 | 9,60626877 | 5 | 0,05 | 5 | 5 |
| 2 | 9,60626877 | 10,93281274 | 3 | 0,03 | 3 | 8 |
| 3 | 10,93281274 | 12,25935671 | 14 | 0,14 | 14 | 22 |
| 4 | 12,25935671 | 13,58590068 | 59 | 0,59 | 59 | 81 |
| 5 | 13,58590068 | 14,91244465 | 13 | 0,13 | 13 | 94 |
| 6 | 14,91244465 | 16,23898862 | 3 | 0,03 | 3 | 97 |
| 7 | 16,23898862 | 17,5655426 | 3 | 0,03 | 3 | 100 |
Таблица №7 содержит измеренные значения контролируемой величины.
| 250,2983093 | 244,5837555 | 205,9579315 | 248,8018799 |
| 250,8720551 | 232,0453186 | 196,5438538 | 222,9201355 |
| 247,7761536 | 250,5163422 | 200,3647156 | 242,5079193 |
| 249,0356293 | 255,3085938 | 176,6270599 | 240,8587189 |
| 250,0843506 | 249,5474548 | 194,0827484 | 249,8479309 |
| 251,4788055 | 230,1451263 | 146,8002319 | 243,1485138 |
| 249,5181122 | 267,1096497 | 163,9713135 | 244,3944244 |
| 250,0989838 | 244,7053833 | 200,7573853 | 253,2803345 |
| 252,986969 | 254,8237152 | 179,1278687 | 249,9518738 |
| 247,5245972 | 250,882019 | 205,8604736 | 249,3835297 |
| 254,8988495 | 261,5131836 | 146,3356476 | 249,3876801 |
| 216,7918243 | 241,4334869 | 136,4343414 | 247,4496765 |
| 358,2638245 | 210,411499 | 206,5396729 | 267,2297363 |
| 243,4319305 | 245,8062897 | 139,7104187 | 242,9562531 |
| 288,9634705 | 197,7644958 | 209,0565186 | 233,8112335 |
| 249,9796753 | 184,3562775 | 162,2723846 | 242,4973907 |
| 238,904068 | 190,164856 | 159,2864685 | 200,9405518 |
| 255,1957092 | 150,3590088 | 199,4673462 | 231,8576508 |
| 251,4129791 | 189,8923798 | 192,3840027 | 263,8157959 |
| 253,9359283 | 204,9264374 | 252,4834747 | 210,4630432 |
| 253,8464966 | 178,1905212 | 224,2230835 | 250,1812134 |
| 245,5845947 | 185,9694214 | 237,5892639 | 233,9590607 |
| 270,2377625 | 166,4340515 | 259,303009 | 210,9345093 |
| 270,2365723 | 163,8283844 | 247,7649384 | 248,4683838 |
| 249,0013275 | 180,8751831 | 247,457428 | 305,9985657 |
Затем, используя данные таблицы №7 можно составить таблицу №8 количества попаданий пi , измеренных значений в каждый iй интервал и относительных частот.
Таблица №8
| № интервала | Диапазон значений измеряемого параметра | Число попаданий ni | Вероятность Pi | Относительная частота попаданий fi | Суммарная частота попаданий Fi *,% | |
| 1 | 136,4343314 | 168,1242576 | 10 | 0,1 | 10 | 10 |
| 2 | 168,1242576 | 199,8141837 | 13 | 0,13 | 13 | 23 |
| 3 | 199,8141837 | 231,5041099 | 15 | 0,15 | 15 | 38 |
| 4 | 231,5041099 | 263,194036 | 54 | 0,54 | 54 | 92 |
| 5 | 263,194036 | 294,8839622 | 6 | 0,06 | 6 | 98 |
| 6 | 294,8839622 | 326,5738883 | 1 | 0,01 | 1 | 99 |
| 7 | 326,5738883 | 358,2638245 | 1 | 0,01 | 1 | 100 |
Определение числовых параметров эмпирического закона распределения
К основным числовым параметрам как правило относят математическое ожидание - mx и среднеквадратичное отклонение σ.
Если число измерений велико, то приближенно можно считать mx ![]()
![]() , где
, где ![]() - среднее значение
случайно величины
- среднее значение
случайно величины
![]() (6)
(6)
Из корня квадратного (6) берется только положительное значение и оно называется стандартным отклонением.
Величины mх и σ характеризуют численные значения параметров нормального распределения. Поэтому их обычно относят к точечным оценкам.
![]()
| Номер контрольной операции | Математическое ожидание mх | Среднеквадратичное отклонение σ |
| 1 | 5,0190 | 0,1563 |
| 2 | 18388,80807 | 944,5917262 |
| 3 | 12,65676441 | 1,455717896 |
| 4 | 228,073994 | 37,77710954 |
Построение теоретической кривой плотности вероятности f (x) по статистическим данным.
1 контрольная операция
Если mх и σ известны, то функция (7) может быть полностью определена и графически построена.
![]()
Совмещение теоретической кривой плотности вероятности f(x) с гистограммой распределения частоты распределения ni.
Таблица 9
| Значение x | Число попаданий ni | Нормированное число попаданий | Значение плотности вероятности f(x) | Нормированная плотность вероятности fнорм(x) |
| 4,815627575 | 3 | 3,260869565 | 1,095053943 | 43,15842016 |
| 5,001665115 | 92 | 100 | 2,537289222 | 100 |
| 0 | 0 | 0 | 3,31E-224 | 1,30E-222 |
| 5,301933765 | 3 | 3,260869565 | 0,496088258 | 19,55190025 |
| 0 | 0 | 0 | 3,3063E-224 | 1,3031E-222 |
| 5,755468845 | 1 | 1,086956522 | 3,85842E-05 | 0,001520684 |
| 6,126585484 | 1 | 1,086956522 | 3,19E-11 | 1,26E-09 |
Совмещение теоретической кривой плотности вероятности f(x) с гистограммой распределения частоты распределения ni.
Таблица 10
| Значение x | Число попаданий ni | Нормированное число попаданий | Значение плотности вероятности f(x) | Нормированная плотность вероятности fнорм(x) |
| 16804,07617 | 5 | 5,319148936 | 0,000103415 | 24,61515354 |
| 18488 | 94 | 100 | 0,000420128 | 100 |
| 0 | 0 | 0 | 2,14E-86 | 5,10E-81 |
| 0 | 0 | 0 | 2,14E-86 | 5,09849E-81 |
| 0 | 0 | 0 | 2,14E-86 | 5,09849E-81 |
| 0 | 0 | 0 | 2,14E-86 | 5,09849E-81 |
| 27100,88867 | 1 | 1,063829787 | 1,43E-22 | 3,39E-17 |
Совмещение теоретической кривой плотности вероятности f(x) с гистограммой распределения частоты распределения ni.
Таблица 11
| Значение x | Число попаданий ni | Нормированное число попаданий | Значение плотности вероятности f(x) | Нормированная плотность вероятности fнорм(x) |
| 8,290253448 | 5 | 8,474576271 | 0,00304925 | 1,116985016 |
| 9,892979431 | 3 | 5,084745763 | 0,045208432 | 16,56051362 |
| 11,46199646 | 14 | 23,72881356 | 0,195735231 | 7,17E+01 |
| 12,78920212 | 59 | 100 | 0,272989313 | 100 |
| 14,13041077 | 13 | 22,03389831 | 0,164215465 | 60,15453984 |
| 15,4295929 | 3 | 5,084745763 | 0,044677483 | 16,36601892 |
| 16,84350739 | 3 | 5,084745763 | 0,004382805 | 1,61E+00 |
Совмещение теоретической кривой плотности вероятности f(x) с гистограммой распределения частоты распределения ni.
Таблица 12
| Значение x | Число попаданий ni | Нормированное число попаданий | Значение плотности вероятности f(x) | Нормированная плотность вероятности fнорм(x) |
| 146,8002319 | 10 | 18,51851852 | 0,00104369 | 11,68839955 |
| 185,9694214 | 13 | 24,07407407 | 0,005675041 | 63,55542914 |
| 205,9579315 | 15 | 27,77777778 | 0,00889872 | 9,97E+01 |
| 249,9796753 | 54 | 100 | 0,008929279 | 100 |
| 270,2365723 | 6 | 11,11111111 | 0,00566732 | 63,46896066 |
| 305,9985657 | 1 | 1,851851852 | 0,001258892 | 14,09846873 |
| 358,2638245 | 1 | 1,851851852 | 2,78631E-05 | 3,12E-01 |
Сравнение эмпирической кривой с теоретической.
Критерий согласия Пирсона хи-квадрат
1 контрольная операция
Таблица №13
| № инт. | Диапазон значений измеряемой величины в интервале | Вероятность P*i | Вероятность Pi | Среднее квадратическое отклонение | Математическое ожидание | |
| 1 | 4,65014364 | 4,86106248 | 0,15 | 0,03 | 0,16 | 5,02 |
| 2 | 4,86106248 | 5,07198132 | 0,46 | 0,92 | ||
| 3 | 5,07198132 | 5,28290016 | 0,33 | 0 | ||
| 4 | 5,28290016 | 5,493819 | 0,05 | 0,03 | ||
| 5 | 5,493819 | 5,70473784 | 0 | 0 | ||
| 6 | 5,70473784 | 5,91565668 | 0 | 0,01 | ||
| 7 | 5,91565668 | 6,12658548 | 0 | 0,01 | ||
Используя функцию Лапласа определяем теоретические вероятности.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Находим суммарную вероятность:
![]()
k – число интервалов разбиения в данном случае k=7.
Определяем величину расхождения.
По таблице 8 методического пособия находим, что полученное по
данным выборки значение значение![]() меньше значения
меньше значения ![]() , соответствующего 0.1%
уровню значимости (число степеней свободы r=k-3=7-3=4), другими словами вероятность
получить такие же или еще большие значения
, соответствующего 0.1%
уровню значимости (число степеней свободы r=k-3=7-3=4), другими словами вероятность
получить такие же или еще большие значения ![]() при нашей гипотезе менее 0.1%,
отсюда заключаем, что отклонения являются значительными, и гипотеза о
нормальной совокупности, на которой получена наша выборка, противоречит
наблюдениям
при нашей гипотезе менее 0.1%,
отсюда заключаем, что отклонения являются значительными, и гипотеза о
нормальной совокупности, на которой получена наша выборка, противоречит
наблюдениям
Таблица №14
| № инт. | Диапазон значений измеряемой величины в интервале | Вероятность P*i | Вероятность Pi | Среднее квадратическое отклонение | Математическое ожидание | |
| 1 | 16387,6289 | 17918,0945 | 0,29 | 0,05 | 944,59 | 18388,80 |
| 2 | 17918,0945 | 19448,5602 | 0,57 | 0,94 | ||
| 3 | 19448,5602 | 20979,0259 | 0,07 | 0 | ||
| 4 | 20979,0259 | 22509,4916 | 0,05 | 0 | ||
| 5 | 22509,4916 | 24039,9573 | 0 | 0 | ||
| 6 | 24039,9573 | 25570,4229 | 0 | 0 | ||
| 7 | 25570,4229 | 27100,8886 | 0 | 0,01 | ||
Используя функцию Лапласа определяем теоретические вероятности.







Находим суммарную вероятность:
![]()
k – число интервалов разбиения в данном случае k=7.
Определяем величину расхождения.
По таблице 8 методического пособия находим, что полученное по
данным выборки значение значение![]() меньше значения
меньше значения ![]() ,
соответствующего 0.1% уровню значимости (число степеней свободы r=k-3=7-3=4),
другими словами вероятность получить такие же или еще большие значения
,
соответствующего 0.1% уровню значимости (число степеней свободы r=k-3=7-3=4),
другими словами вероятность получить такие же или еще большие значения ![]() при
нашей гипотезе менее 0.1%, отсюда заключаем, что отклонения являются
значительными, и гипотеза о нормальной совокупности, на которой получена наша
выборка, противоречит наблюдениям
при
нашей гипотезе менее 0.1%, отсюда заключаем, что отклонения являются
значительными, и гипотеза о нормальной совокупности, на которой получена наша
выборка, противоречит наблюдениям
Таблица №15
| № инт. | Диапазон значений измеряемой величины в интервале | Вероятность P*i | Вероятность Pi | Среднее квадратическое отклонение | Математическое ожидание | |
| 1 | 8,2797248 | 9,60626877 | 0,0174 | 0,05 | 1,46 | 12,66 |
| 2 | 9,60626877 | 10,9328124 | 0,0982 | 0,03 | ||
| 3 | 10,9328127 | 12,2593567 | 0,2766 | 0,14 | ||
| 4 | 12,2593567 | 13,5859006 | 0,3453 | 0,59 | ||
| 5 | 13,5859006 | 14,9124446 | 0,1993 | 0,13 | ||
| 6 | 14,9124446 | 16,2389886 | 0,0546 | 0,03 | ||
| 7 | 16,23898862 | 17,5655426 | 0,0068 | 0,03 | ||
Используя функцию Лапласа определяем теоретические вероятности.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Находим суммарную вероятность:
![]()
k – число интервалов разбиения в данном случае k=7.
Определяем величину расхождения.
По таблице 8 методического пособия находим, что полученное по
данным выборки значение значение![]() меньше значения
меньше значения ![]() , соответствующего 98%
уровню значимости (число степеней свободы r=k-3=7-3=4), другими словами
вероятность получить такие же или еще большие значения
, соответствующего 98%
уровню значимости (число степеней свободы r=k-3=7-3=4), другими словами
вероятность получить такие же или еще большие значения ![]() при нашей
гипотезе более 98%, отсюда заключаем, что отклонения нельзя считать
значительными, и гипотеза о нормальной совокупности, на которой получена наша
выборка, не противоречит наблюдениям
при нашей
гипотезе более 98%, отсюда заключаем, что отклонения нельзя считать
значительными, и гипотеза о нормальной совокупности, на которой получена наша
выборка, не противоречит наблюдениям
Таблица №16
| № инт. | Диапазон значений измеряемой величины в интервале | Вероятность P*i | Вероятность Pi | Среднее квадратическое отклонение | Математическое ожидание | |
| 1 | 136,434331 | 168,124257 | 0,0483 | 0,1 | 37,77 | 228,08 |
| 2 | 168,124257 | 199,814183 | 0,1707 | 0,13 | ||
| 3 | 199,814183 | 231,504109 | 0,3093 | 0,15 | ||
| 4 | 231,504109 | 263,194036 | 0,2879 | 0,54 | ||
| 5 | 263,194036 | 294,883962 | 0,1378 | 0,06 | ||
| 6 | 294,883962 | 326,573888 | 0,0338 | 0,01 | ||
| 7 | 326,573888 | 358,263824 | 0,0043 | 0,01 | ||
Используя функцию Лапласа определяем теоретические вероятности.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Находим суммарную вероятность:
![]()
k – число интервалов разбиения в данном случае k=7.
Определяем величину расхождения.
По таблице 8 методического пособия находим, что полученное по данным
выборки значение значение![]() равно значению
равно значению ![]() , соответствующего 98%
уровню значимости (число степеней свободы r=k-3=7-3=4), другими словами
вероятность получить такие же или еще большие значения
, соответствующего 98%
уровню значимости (число степеней свободы r=k-3=7-3=4), другими словами
вероятность получить такие же или еще большие значения ![]() при нашей
гипотезе более 98%, отсюда заключаем, что отклонения нельзя считать
значительными, и гипотеза о нормальной совокупности, на которой получена наша
выборка, не противоречит наблюдениям
при нашей
гипотезе более 98%, отсюда заключаем, что отклонения нельзя считать
значительными, и гипотеза о нормальной совокупности, на которой получена наша
выборка, не противоречит наблюдениям
Контроль осуществляется с помощью КК Шухарта (Контрольные карты по количественному признаку).
1 контрольная операция
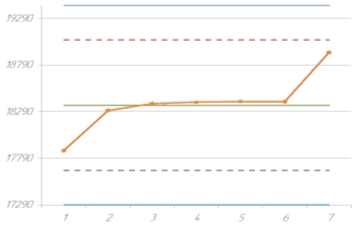
Контрольная карта индивидуальных значений (X-карта).
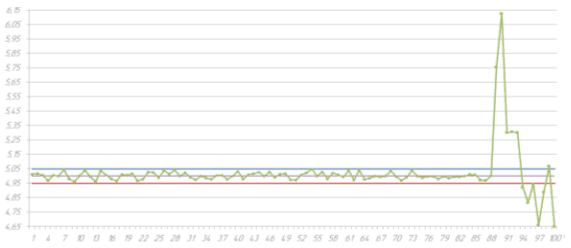
Определим контрольные границы, зная, что по ТЗ задано отклонение 1% :
UCL = 5 + 0.05 = 5.05
LCL = 5 - 0.05= 4.95
![]() -карта
для средних значений.
-карта
для средних значений.

Контрольная карта средних значений
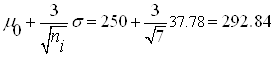
На рисунке показаны предупредительнее границы, которые можно определить по формуле:
Так же указаны границы, определяющие статистическую устойчивость, которые можно определить по формуле:
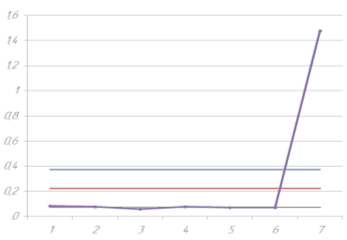
R – карта размахов.
Контрольная карта размахов
R= 0,2228
UCL=D4*R=1,672*0,2228=0,3725
LCL=D3*R=0,328*0,2228=0,0730
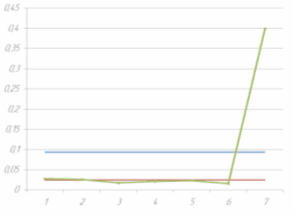
S-карта стандартных отклонений
Контрольная карта стандартных отклонений
UCL=B6*σ=1,563*0,0608=0,0934
LCL=B5*σ=0,399*0,0608=0,0242
После построения 4х контрольных карт видно, что наиболее информативной контрольной картой для данной операции является X-карта средних значений, по ней видно, что до седьмой выборки технологический процесс находится в статистически устойчивом состоянии, значение же седьмой выборки тяготеет к верхней предупредительной границе, что говорит о возможной разладке технологического процесса в этой точке. Причинами разладки могут являться: использование низкокачественных ЭРЭ, а так же влияние человеческого фактора на операции №185.
Контрольная карта индивидуальных значений (X-карта).
Определим контрольные границы, зная, что по ТЗ задано отклонение 1% :
UCL = 18362 + 183,62 = 18546,62
LCL = 18362 – 183,62= 18178,38
![]() -карты для средних значений.
-карты для средних значений.
Контрольная карта средних значений
На рисунке показаны предупредительнее границы, которые можно определить по формуле:


Так же указаны границы, определяющие статистическую устойчивость, которые можно определить по формуле:


R – карта размахов.
Контрольная карта размахов
R= 1736.14
UCL=D4*R=1,672*1736.14=2902.83
LCL=D3*R=0,328*1736.14=569.45
S-карта стандартных отклонений
Контрольная карта стандартных отклонений
UCL=B6*σ=1,563*406.67=624.65
LCL=B5*σ=0,399*406.67=162.26
После построения 4х контрольных карт видно, что наиболее информативной контрольной картой для данной операции является X-карта средних значений, по ней видно, что значения 1 и второй выборки тяготеют к нижней предупредительной границе, значение же седьмой выборки тяготеет к верхней предупредительной границе, что говорит о возможной разладке технологического процесса. Причинами такого расположения котрольных точек может являться использование некачественных ЭРЭ.
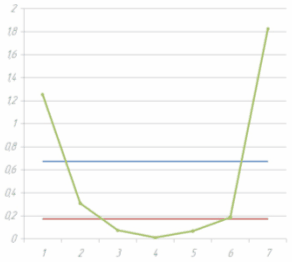
Контрольная карта индивидуальных значений (X-карта).
![]() -карты для средних значений.
-карты для средних значений.
![]()
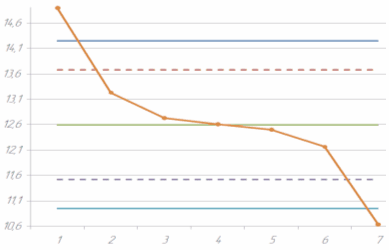
Контрольная карта средних значений
На рисунке показаны предупредительнее границы, которые можно определить по формуле:
Так же указаны границы, определяющие статистическую устойчивость, которые можно определить по формуле:
R – карта размахов.
Контрольная карта размахов
R= 1.57
UCL=D4*R=1.672*1.57=2.62
LCL=D3*R=0.328*1.57=0.51
S-карта стандартных отклонений
Контрольная карта стандартных отклонений
UCL=B6*σ=1.563*0.44=0.68
LCL=B5*σ=0.399*0.44=0.18
После построения 4х контрольных карт видно, что наиболее информативной контрольной картой для данной операции является X-карта средних значений, по ней видно, что значения первой и седьмой выборок выходят за нижнюю и верхнюю контрольные границы соответственно, так же на данной контрольной карте видна непрерывно понижающаяся кривая – тренд, что свидетельствует о явной разладке технологического процесса. Причинами разладки может являться влияние человеческого фактора на операции №130.
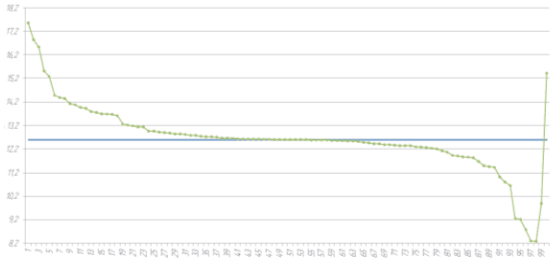
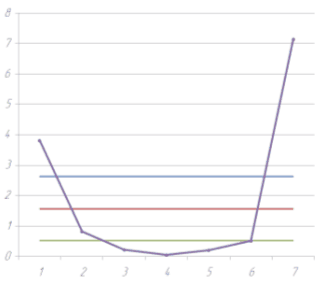
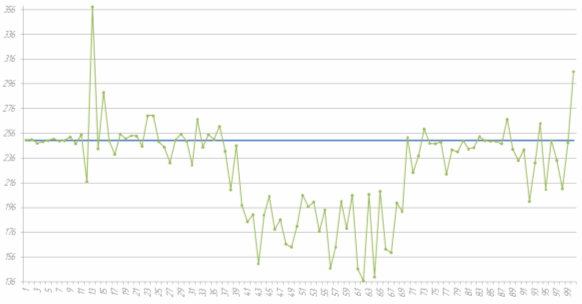
Контрольная карта индивидуальных значений (X-карта).
![]() -карты для средних значений.
-карты для средних значений.
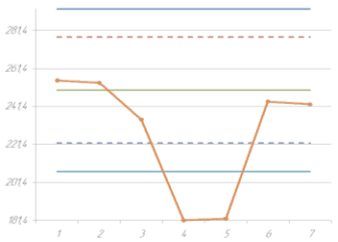
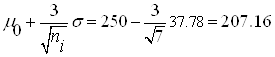
Контрольная карта средних значений
На рисунке показаны предупредительнее границы, которые можно определить по формуле:


Так же указаны границы, определяющие статистическую устойчивость, которые можно определить по формуле:
R – карта размахов.

Контрольная карта размахов
R= 35.21
UCL=D4*R=1.672*35.21=58.89
LCL=D3*R=0.328*35.21=11.55
S-карта стандартных отклонений
Контрольная карта стандартных отклонений
UCL=B6*σ=1.563*8.11=12.46
LCL=B5*σ=0.399*8.11=3.44
После построения 4х контрольных карт видно, что наиболее информативной контрольной картой для данной операции является X-карта средних значений, по ней видно, что начиная с 4й выборки тех значения тяготеют к нижней предупредительной границе, а 5 и 6 выборка выходят за нижнюю контрольную границу, что свидетельствует о явной разладке технологического процесса, причинами этого может являться влияние человеческого фактора на операции №170
В результате выполнения курсовой работы по курсу «Управление качеством РЭС» была проведена оценка контроля качества технологического процесса сборки контрольно-кассовой машины с помощью программ Excel и Maple. В ходе выполнения курсовой работы оценка проводилась по 4 контрольным операциям. Из 100 значений измерений для каждой контрольной операции были выделены по 7 выборок. В программе Excel построены контрольные карты, характеризующие разделительную статистику по анализируемому технологическому процессу. В результате анализа данных контрольных карт были выявлены контрольные карты, наиболее полно отражающие распределительную статистику по анализируемому технологическому процессу. Это контрольные карты средних и индивидуальных значений
Список используемой литературы
1. В.Е. Драч, С.А. Лоскутов, И.В. Чухраев Оптимизация технологического процесса на основе контрольных карт. - Калуга 2007
2. В. Федоров, Н.Сергеев, А. Кондрашин Контроль и испытания в проектировании и производстве радиоэлектронных средств. - М: Техносфера, 2005.
3. С.М. Боровиков Теоретические основы конструирования, технологии и надежности. – Mн.: Дизайн ПРО,1998. – 336с.: ил. ISBN 985-6182-51-4.
© 2009 База Рефератов