
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Участок цеха по сборке и сварке цилиндра гидропресса
Курсовая работа: Участок цеха по сборке и сварке цилиндра гидропресса
Министерство образования и науки Украины
Кафедра “Технология и оборудование сварки ”
“Технология изготовления сварных конструкций”
УЧАСТОК ЦЕХА ПО СБОРКЕ И СВАРКЕ ЦИЛИНДРА ГИДРОПРЕССА
2006
ЗАДАНИЕ
1. Тема проекта Проект участок цеха по изготовлению цилиндров
гидропрессов.
2. Срок сдачи студентом законченного проекта
3. Исходные данные к проекту:
1. Чертеж изделия со всеми необходимыми данными.
2. Технологический процесс изготовления на базовом предприятии.
3. Необходимость расчетов по предприятию.
4. Содержание расчетно-пояснительной записки (перечень подлежащих разработке вопросов)
1. Характеристика изделия и его технологичность.
2. Обоснование материала сварной конструкции.
3. Технологические условия изготовления изделия.
4. Технологический процесс изготовления изделия.
5. Охрана труда.
6. Охрана окружающей среды.
5. Перечень графического материала (с точным указанием обязательных чертежей).
1. Общий вид изделия.
2. Технологический процесс изготовления.
3. Технологическая планировка участка цеха.
4. Сборочно-сварочная оснастка
6. Дата выдачи задания.
Календарный план
1. Работа над первым листом графической части проекта 22.09.03
2. Работа над 1 и 2 разделом записки 30.09.03
3. Работа над 3 разделом записки 10.10.03
4. Работа над вторым листом графической части проекта 21.10.03
5. Работа над 4.1- 4.4 подразделами записки 01.11.03
6. Работа над 4.5- 4.12 подразделами записки 12.11.03
7. Работа над 4.12- 4.16 подразделами записки 18.11.03
8. Работа над 3 листом графической части 24.11.03
9. Работа над 5 и 6 разделами записки 30.11.03
10. Окончательное согласование проекта с руководителем. 06.12.03
11. Защита курсового проекта. 12.12.03
Студент
Руководитель Плис С.Г.
РЕФЕРАТ
Расчетно-пояснительная записка: 61 с., 7 рис., 10 табл., 3 приложения, 37 источников.
Объект проектирования – участок цеха бо сборке-сварке цилиндра гидропресса.
Цель работы – разработка технологии изготовления цилиндра гидропресса, обеспечивающей получение максимального экономического эффекта.
В проекте приводится описание конструкции цилиндра гидропресса, обоснование выбора материалов и заготовок, разработана маршрутная технология изготовления цилиндра гидропресса, рассчитаны режимы сварки и сделано нормирование времени на операции сборки и автоматической сварки, сделан технико-экономический анализ принятого варианта техпроцесса.
Разработанный в проекте техпроцесс изготовления цилиндра гидропресса предусматривает применение высокопроизводительного заготовительного оборудования, прогрессивного контрольно-измерительного инструмента, средств механизации и автоматизации, рациональных режимов сварки. Эти мероприятия сокращают трудоемкость изготовления цилиндров гидропресса.
Содержание
Введение
1 Характеристика изделия
1.1 Назначение, описание и условия работы сварной конструкции
1.2 Обоснование материала сварной конструкции
1.3 Технологичность сварной конструкции
2 Технические условия на изготовление сварной конструкции. Основной и вспомогательный материалы
2.1 Точность изготовления сварной конструкции
2.2 Требования к основным и вспомогательным материалам
2.3 Требования к качеству сварных швов
2.4 Требования к квалификации сварщика
3 Технологический процесс изготовления сварной конструкции
3.1 Критический анализ существующего на предприятии технологического процесса
3.2 Расчленение конструкции на узлы и подузлы
3.3 Заготовительные операции
3.4 Оценка свариваемости материала конструкции и выбор способа
сварки
3.5 Характеристика и обоснование сварочных материалов
3.6 Разработка маршрутной технологии сборки и сварки.
Расчет и выбор режимов сварки
3.7 Обоснование и выбор сварочного оборудования
3.8 Проектирование и выбор технологической оснастки процесса
сборки и сварки и ее описание
3.9 Описание технологического процесса изготовления изделия
3.10 Мероприятия по уменьшению сборочно-сварочных
напряжений и деформаций
3.11 Обоснование и описание методов контроля качества, исправление
дефектов и выбор оборудования
4 Организационная часть
4.1 Производственная связь проектируемого участка
4.2 Нормирование технологического процесса сборки и сварки
4.3 Расчет потребного количества сборочно-сварочного оборудования,
оснастки и рабочих мест
4.4 Определение потребного количества основных и вспомогательных
материалов
4.5 Выбор и обоснование внутрицехового транспорта
4.6 Планировка участка цеха и описание технологического потока
5 Охрана труда
6 ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Перечень ссылок
Приложения
ВВЕДЕНИЕ
Механизация и автоматизация сварочного производства является важнейшим средством повышения производительности труда, повышения качества сварных изделий и улучшения условий труда.
В настоящее время особое внимание уделяется ускорению замены и модернизации морально устаревших машин и агрегатов, наращиванию объемов выпуску специализированного сварочного и вспомогательного оборудования общего назначения, в том числе оснащенного системами программного управления, созданию новых технологических процессов и прогрессивных средств малой механизации, которые бы в сочетании с основным сварочным оборудованием обеспечили комплексную механизацию производственного процесса, повышение производительности и улучшение условий труда.
Проводимая за последнее время в условии многономенклатурного производства широкой механизации вспомогательных операций с заменой ручного труда машинным стала возможна на базе применения двух современных принципов в конструировании:
1) создание переналаживаемой оснастки с индивидуальным механизированным приводом;
2) создание универсальных силовых приводов.
Применение эффективных средств механизации сборочно-сварочных работ имеет большее народнохозяйственное значение. С внедрением прогрессивных средств малой механизации трудоемких процессов создается основа дальнейшего увеличения темпов технического прогресса, увеличивается производительность труда и улучшается технико-экономические характеристики производственного процесса машиностроения.
Для того, чтобы внедрить в производство более совершенный технологический процесс, необходимо его спроектировать. Это и являлось задачей данного курсового проекта, в котором разрабатывается участок цеха по производству цилиндров гидропрессов. А также были доказаны преимущества автоматической сварки под флюсом кольцевых швов перед электрошлаковой.
1. ХАРАКТЕРИСТИКА ИЗДЕЛИЯ
1.1 Назначение, описание и условия работы сварной конструкции
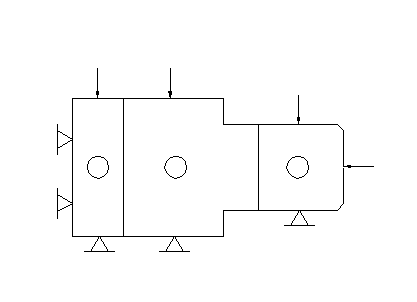
Цилиндр является одной из составных частей гидропресса, который используются в тяжелом машиностроении в области горячей штамповки и ковки.
Цилиндр пресса представляет собой крупногабаритную сварную конструкцию, массой 58 т.
Цилиндр является одной из составных частей гидропривода пресса, который в свою очередь приводит в работу ударную часть ковачно-штамповачного пресса. Цилиндр имеет наибольший диаметр, равный 2500 мм, наименьший диаметр 1500мм, длинна собранного цилиндра составляет 3110мм, толщина стенок 350мм. Размеры данного цилиндра обусловленный усилием и мощностью, который он развивает в процессе работы.
Для изготовления данного цилиндра используют поковки, которые после механической обработки свариваются автоматической сваркой под слоем флюса.
1.2 Выбор и обоснование материала сварной конструкции, и его характеристики
Так как данная конструкция предназначена для работы в тяжелых условиях при высоких температурах, при этом обязательно должна быть обеспечена прочность конструкции, то мы выбираем материал конструкции – сталь 20ХН3МФА.
Сталь 20ХН3МФА теплоустойчивая, среднелегированная.
Высокие прочностные и пластические свойства среднелегированных сталей обычно сочетаются высокой стойкостью против перехода в хрупкое состояние, что и определяет их использование для конструкций, работающих в тяжелых условиях.
Таблица 1. Химический состав стали 20ХН3МФА.
| С | Сr | Ni | Mo | V | Si | S | P |
| 0,2-0,7 | 1,4-1,8 | 3,0-3,75 | 0,4-0,6 | 0,08-0,15 | 0,17-0,37 | 0,025 | 0,025 |
Восприимчивость этой стали к закалке, а также высокий уровень механических свойств обусловливает ряд специфических трудностей, возникает при их сварке.
Таблица 2. Механические свойства, не менее.
|
σв, Н/мм2 |
σт, Н/мм2 |
δ, % | φ,% |
ан, Н·м/см2 |
| 900 | 800 | 10 | 40 | 90 |
1.3 Технологичность сварной конструкции
Сварка цилиндров выполняется под флюсом автоматом. Применительно к автоматической сварке под слоем флюса цилиндра были разработаны конструктивные элементы сварных соединений, позволяющих значительно уменьшить ширину разделки и перейти к узкой разделке.
Конструкция разделки обусловлена выбранным способом сварки в узкий зазор оборудованием, доступностью визуального наблюдения, удобством манипулирования зачистным инструментом, размерами мундштука. При этом учитывали необходимость обеспечения высокой производительности сварки, минимального объема наплавленного металла, хорошего формирования и высокого качества металла шва, хорошего отделения шлаковой корки в процессе сварки, качественного сплавления металла шва с стенками разделки.
Была принята разделка с параллельными свариваемыми кромками. Но практика показала, что при сварке изделий с толщиной стенки свыше 250 мм такая конструкция разделки не обеспечивает равномерной усадки металла. При заполнении разделки толстостенных стыков, в следствии сварных деформаций происходит уменьшение ширины разделки, которая приводит к нарушению программы автоматической раскладки валиков, что способствует образованию дефектов типа подрубов, шлаковых включений.
В связи с этим конструкция разделки выбрана двухступенчатой с ширенной 30 мм в нижней части до половины высоты разделки, а в верхней части – 38 мм.
Конструкция разделки обеспечивает требуемую точность при сборке, достаточную простоту и легкость сварки.
Для установки в удобное для сварки положение используют сборочно-сварочное приспособление, типа кантавателя.
Данный цилиндр имеет ударный характер нагружения, характер работы швов на разрыв, по этому швы должны быть прочноплотные. Температурный режим работы в пределах 25 – 500°С. Цилиндр является конструкцией ответственного назначения.
2. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИЗГОТОВЛЕНИЕСВАРНОЙ КОНСТРУКЦИИ. ОСНОВНОЙ И ВСПОМОГАТЕЛЬНЫЙ МАТЕРИАЛЫ
2.1 Точность изготовления сварной конструкции
Данное изделие – цилиндр гидропресса, изделие ответственного назначения, изготавливаемое из теплоустойчивой высокопрочной стали. Цилиндр гидропресса относится к крупногабаритным изделием, поэтому возникают определенные трудности при его изготовлении (большая толщина свариваемых кромок, значительная длина изделия и масса).
При разрушении цилиндра могут возникнуть аварии с человеческими жертвами. Поэтому его рассчитывают на допускаемые напряжения, на технологическую и усталостную прочность. Для предотвращения аварий, повреждений необходимо строгое соблюдение технологического процесса при его изготовлении, высокое качество выполняемых работ, контроль на каждой стадии работ и исправление дефектов.
После сварки и термообработки цилиндр не должен иметь деформации и поводок больше величины припуска в любой точке поверхности от 0,02 – 0,03 мм.
Отклонение основной линии по всей длине от прямолинейности не более ± 0,1 мм.
При сборке под сварку должна быть обеспечена точность сборки деталей в приделах размеров и допусков, указанных в рабочих чертежах. Для обеспечения требуемой точности сборки в нашем случае необходимо применять сборочно-сварочное приспособление, предохраняющее конструкцию от деформаций и не затрудняющее выполнение сварочных работ.
Детали, подлежащие сварке, должны быть установлены так, что бы обеспечить возможность выполнение сварных швов в нижнем положении или близком к нему.
Сборочно-сварочное приспособление должно проверятся периодически.
Детали, подаваемые на сборочные операции, должны быть сухими, чистыми и выправленными.
Свариваемые кромки и прилегающие к ним зоны металла ширенной не менее 20 мм перед сборкой должны быть отчищены от масла, влаги, грязи, ржавчины и т.д.
2.2 Требования к основным и вспомогательным материалам
Требования к основным материалам.
Весь поступающий металл должен иметь сертификат, в котором указываются марка металла, вид проката, его размеры, количество, номер плавки, химический состав металла, мех. свойства. При отсутствии сертификата материал не допускается в производство до полного испытания, проведенного на основе ГОСТа.
Детали, подаваемые на сборочные и сварочные операции должны быть сухими, чистыми, правлеными. Сварочные кромки и прилегающий к ним металл, шириной не менее 20 мм, перед сборкой должны быть очищены от масел, влаги, грязи, ржавчины и других загрязнений.
Требования к сварочной проволоке.
Электродная проволока при полуавтоматической сварке в среде защитных газов является одним из основных элементов определяющих качество сварного соединения, поэтому для ее подбора необходимо соблюдать следующие требования: проволока должна поступать в бухтах, иметь металлическую бирку, на которой указан завод-изготовитель, номер плавки металла, марка проволоки согласно стандарту.
Должен быть сертификат, где указаны марка, диаметр, завод-изготовитель, завод-поставщик металла для проволоки, масса проволоки, ее хим. состав, номер стандарта.
Проволока идущая на сварку не должна иметь окисленной поверхности, следов смазки, грязи. Если эти факторы есть, то проволоку очищают перед намоткой в бухту механическим или химическим путем.
Перед запуском в производство проволокой сваривают опытные образцы. Из сваренного образца вырезаются пластины для проведения механических испытаний на разрыв, загиб, ударную вязкость.
Требования к защитному газу.
Сварка в среде защитных газов в современной технике находит очень широкое применение и является одним из наиболее эффективных и высокопроизводительных методов, поэтому защитный газ должен отвечать следующим требованиям:
- он должен строго соответствовать ГОСТу или ТУ;
- не превышать в своем составе наличия влаги, т.к. это может ухудшить качество сварки;
- обеспечивать надежную защиту расплавленного металла;
- обеспечивать высокую производительность производственного процесса;
- обеспечивать хорошее формирование сварного шва.
2.3 Требование к качеству сварных швов
Сварка ответственных конструкций должна производится по технологическому процессу, обеспечивающему получение требуемого качества изделия.
При сварке под флюсом рекомендуется использовать флюс по 4МТУ – 1-1014-76. При недостаточном количестве необходимых данных на сварочные материалы, они могут быть допущены в производство только после проведения дополнительных испытаний, необходимых для проверки механических свойств металла шва сварного соединения.
Поверхность электродной проволоки должна быть очищена от грязи, ржавчины, масла.
При многослойной сварке после наложения каждого слоя необходимо защищать швы и свариваемые кромки от шлака и устранять дефекты.
По окончании сварки швы и прилегающие к ним зоны должны быть очищены от шлака, грязи и натеков металла.
Валики кольцевых швов, работающих в конструкции на знакопеременные нагрузки, а также местные наружные выступы, должны быть сняты зачисткой заподлицо с основным металлом.
Дефектные участки шва следует заваривать только после подогрева металла.
Подача к рабочему месту материала должна осуществляться непосредственно перед сваркой.
2.4 Требования к квалификации сварщика
Все рабочие, допускаемые к изготовлению сварной конструкции должны пройти соответствующие квалификационные испытания. Эти испытания должны повторяться дважды в год по этому распоряжением по цеху создается специальная комиссия, которая проверяет теоретическую подготовку и практические навыки всех специалистов. Практическая подготовка у сварщиков включает в себя умения качественно выполнять сварку соответствующих соединений.
Сварка цилиндра должна осуществляться сварщиком, имеющим высокую квалификацию и пройденным соответствующее испытание.
3 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СВАРНОЙ КОНСТРУКЦИИ
3.1 Критический анализ существующего на предприятии технологического процесса
Применение электрошлаковой сварки не дает возможности получить стабильных результатов по качеству сварного соединения, требует повышенного расхода металла на припуски и выравнивающие квадраты, необходима сложная термообработка, цикл который составляет восемнадцать суток, усложняет и увеличивает длительность механической обработки.
Разработана технология автоматической сварки под флюсом с применением программного управления процессом сварки и раскладки валиков в узкой разделке с толщиной 350мм, заменой индивидуального подогрева на нагрев нагревателями излучения, что значительно уменьшает цикл изготовления изделий, улучшает условия труда.
Также было разработано специальное сборочно-сварочное приспособление.
3.2 Расчленение конструкции на узлы и подузлы
Собираемый цилиндр расчленяется технологом но отдельные детали, более простые по форме и имеющие меньший вес, чтобы обеспечить удобство работы и минимальные деформации после сварки.
В техпроцессе подробно описывается порядок сборки и сварки деталей и цилиндра в целом.
Сборка и сварка производится на сборочно-сварочном приспособлении.
После сборки (перед сваркой) конструкция должна контролироваться ОТК.
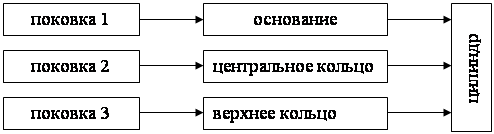
Рис.1 Схема разбивки изделия на детали.
Сварка производится механизированным способом с программным управлением корневой части разделки.
После сварки данное изделие подвергается термообработке и последующему ультразвуковому контролю.
3.3 Заготовительные операции
Так как заготовки цилиндра представляют собой поковки с диаметром внутреннего отверстия 500 мм, то перед сваркой они подвергаются механической обработке, которая состоит из ряда операций.
На первом этапе заготовки подвергаются обработке внешней поверхности, которая производится на токарно-карусельном станке марки 1А532ЛМФ3.
На втором этапе производится растачивание внутренних отверстий до заданного диаметра. Эти операции выполняются на вертикально-расточном станке марки 2777В.
На третьем этапе производится сверление отверстий во второй и первой заготовках. Эта операция производится на радиально-сверлильном станке марки 2М58-11.
На четвертом этапе производится нарезание резьбы в заготовках третьей и первой. Эта операция осуществляется на токарно-винторезном стопке марки 1А670.
Таблица 3. Характеристика токарно-карусельного станка 1А532ЛМФ3
| Параметры | Значение |
|
Наибольшие параметры обрабатываемой заготовки: диаметр высота масса, кг Наибольшее перемещение вертикального суппорта: горизонтальное вертикальное Диаметр планшайбы Частота вращения планшайбы, об/мин Подача суппорта вертикальная и горизонтальная, мм/мни Мощность электродвигателя головного привода, кВт Габаритные размеры длина ширина высота Масса, кг |
3150 2400 25000 1910 1100 2800 бесступенчатая регулируемая 0,1-1000 100 8090 6935 5300 55000 |
Станок 1А532ЛМФ3 двухстоечный с ЧПУ, выполняет с четырьмя управляемыми координатами по программе: дискретность системы управления (цифровой индикации) 0,01мм.
Таблица 4. Характеристика вертикально-расточного станка 2777В.
| Параметры | Значение |
|
Диаметр растачиваемых отверстий Наибольший диаметр сверления в сплошном материале Размер рабочей поверхности стола Наибольшее перемещение шпиндельной бабки стола продольное поперечное Расстояние от конца шпинделя в нижнем положении до рабочей поверхности стола Расстояние от оси шпинделя до салазок шпиндельной бабки Наибольшие габариты обрабатываемой заготовки Частота вращения шпинделя, об/мин. Рабочая подача шпиндельной бабки, мм/мин. Скорость быстрого перемещения шпиндельной бабки, м/мин. Мощность электродвигателя, кВт. Габаритные размеры: длина ширина высота |
8-350 800×1400 630 630 -4000 2500 2000 1000 6-500 4-300 -1,5-12 2240 1400 4070 |
Таблица 5. Характеристика радиально-сверлильного станка 2М58-11.
| Параметры | Значение |
|
Наибольший условный диаметр сверления в стали Расстояние от оси шпинделя до образующей колонны Расстояние от нижнего торца шпинделя до рабочей поверхности плиты Наибольшее перемещение вертикальное, рукава на колонне горизонтальное, сверлильные головки по рукаву Наибольшее вертикальное перемещение шпинделя Конус Морзе отверстия шпинделя Число скоростей шпинделя Частота вращения шпинделя, об/мин Число подачи шпинделя Подача шпинделя, мм/об Наибольшая сила подачи, МН Мощность электродвигателя привода главного движения, кВт Габаритные размеры: длина ширина высота |
100 500-3150 370-2500 1500 2650 630 6 22 10 1250 18 0,063-3,15 50 13 4850 1830 4885 |
Таблица 6. Характеристика токарно-винторезного станка 1А670.
| Параметры | Значение |
|
Наибольший диаметр обрабатываемой заготовки: над станиной над суппортом Наибольший диаметр прутка проходящего через отверстие шпинделя Наибольшая длина обрабатываемой заготовки Шаг нарезной резьбы: метрической Частота вращения шпинделя, об/мин Число скоростей шпинделя Наибольшее перемещение суппорта: продольное поперечное Подача суппорта, мм/об продольная поперечное Скорость быстрого перемещения суппорта, мм/мин продольного поперечного Мощность электродвигателя, кВт Габаритные размеры (без ЧПУ): длина ширина высота |
2000 1600 - 10000 2-384 1-125 б/с 10400 715 0,04-84,7 0,02-42,4 2400 2400 100 9000 1800 2850 |
На пятом этапе производится контрольная операция. С помощью мерительного инструмента контролируются размеры, а также при помощи внешнего осмотра контролируется качество обработки поверхностей.
3.4 Оценка свариваемости материала конструкции и выбор способов сварки
Высокие прочностные и пластические свойства среднелегированной стали обычно сочетаются с высокой стойкостью против перехода в хрупкое состояние, что и определяет их использование для конструкций, работающих в тяжелых условиях, например при ударных или закономерных нагрузках.
Среднелегированные стали используют для создания облегченных высокопрочных конструкций в энергомашиностроении.
В зависимости от типа конструкции и ее значения к сварным соединениям из среднелегированных сталей предъявляются требования необходимой и достаточной прочности в условиях эксплуатации, плотности, а также специальные требования. В связи с особыми физико-химическими свойствами среднелегированных сталей к закалке, а также высокий уровень механических свойств обуславливают ряд специфических трудностей, возникающих при их сварке.
Первой трудностью, наблюдающийся при сварке среднелегированных сталей, является предупреждение возникновение холодных трещин в околошовной зоне и в металле шва. Низкая сопротивляемость околошовной зоны среднелегированных сталей образованию холодных трещин определяется особенностями происходящих в них структурных превращений. Так как сталь склонна к самозакаливанию, то необходимо установить скорость охлаждения. Это достигается предварительным и сопутвующим изделия. Подогрев заметно влияет на структуру металла в зоне сварки. Уменьшая скорость охлаждения, удается регулировать структурные превращения.
Для определения температуры подогрева, рассчитали эквивалент углерода.
Сэ=0,2+1,4/5+0,15/5+0,6/4+3/15+0,025/2=0,87;
Сэ>0,45, значит подогрев необходим.
С1э=0,005δ· Сэ; С2э= С1э+ Сэ;
![]()
Сделаем расчет Тпод:
С1э=0,005·300·0,87=1,3;
С2э=1,3+0,87=2,1.
![]()
На основании опытных данных лаборатории сварки АО НКМЗ, Тпод=400-450°С
Поскольку для повышения стойкости металла шва против образования холодных и кристаллизационных трещин ограничивают содержание в нем углерода и некоторых легирующих элементов, достигнуть равноценности шва с основным металлом в общем случае весьма затруднительно. Литой металл шва в отличие от катанных и кованных заготовок не подвергается обработке давлением- эффективному средству создания благоприятной структуры и повышение механических свойств металла. Термообработка сварного соединения должна быть возможно более простой и одинаковой для основного металла и металла шва.
Большие трудности могут возникнуть при электрошлаковой сварке сталей, склонных к перегреву. Для устранений последствий перегрева в околошовной зоне в таких случаях приходится разрабатывать специальные режимы термообработки, усложняющие изготовление сварной конструкции, или применять менее производительные методы сварки.
При изготовлении конструкции из среднелегированной стали из всех механизированных процессов сварки, под флюсом нашла наиболее широкое применение. Она обеспечивает более высокую производительность. Особенно значительны ее преимущества при многопроходной сварке. В этом случае можно наиболее полно использовать особенности сварки под флюсом для глубокого проплавления основного металла, а также избежания затруднений при удалении шлаковой корки.
Таким образом, на основании свариваемости стали 20ХН3МФА и исходя из экономических соображений, рациональнее всего будет применить автоматическую сварку под флюсом. Сварку необходимо вести при предварительном и сопутвующем подогреве до t = 400°C. Причем в процессе сварки должно происходить удаление шлаковой корки. После сварки изделие подвергается термообработке отпуску в печи при температуре 600±20°С
Подогрев цилиндра перед сваркой и в процессе сварки производится индукционным методом при частоте 50Гц.
3.5 Характеристика и ообоснование сварочных материалов
Для сварке стали 20ХН3МФА под флюсом применяют низкокремнистый флюс АН75(4МТУ-1-1014-70).
Низкокремнистые флюсы с небольшим содержанием окислов марганца позволяют получать сварное соединение со значительно более высокими показателями ударной вязкости. Улучшение качества обусловлено уменьшением содержания в металле шва фосфора, серы и водорода и неметаллических включений, достигаемых за счет низкого содержания во флюсах фосфора и окислов марганца. Необходимо заметить, что при использовании данного флюса, необходимо выполнять сварку на постоянном токе обратной полярности.
Флюсы перед сваркой обязательно прокаливаются при t = 400-500°C в течении одного часа.
Для сварки под флюсом стали 20ХН3МФА используют сварочную проволоку св-08ХН2ГМЮ, которая обеспечит равнопрочность наплавленного металла и основного.
Химический состав проволоки св-08ХН2ГМЮ, ГОСТ 2246-70
Таблица 7. Химический состав проволоки св-08ХН2ГМЮ ГОСТ 2246-70 в процентах.
| С | Mn | Ni | Mo | Сr | Al | Si | S | P |
| 0,06 | 1,00 | 2,00 | 0,40 | 0,70 | 0,18 | 0,25 | 0,025 | 0,025 |
Данная проволока позволяет обеспечить:
1. Получение наплавленного металла требуемого химического состава и механических свойств.
2. Получение шва стойкого против горячих трещин, не склонного к холодным трещинам, плотных и беспористых.
3. Хорошие технологические свойства.
4. Высокую производительность сварки.
5. Не оказывает вредного влияния на рабочих.
3.6 Расчет и выбор режимов сварки
При сварке цилиндров гидропресса используют нестандартную разделку. Глубина разделки составляет 350мм, а ширина в нижней части имеет значение 30мм, в верхней части 38мм.
Таким образом, сварка цилиндра происходит под слоем флюса, автоматом в узкую, но глубокую щель. Следовательно, режимы сварки должны обеспечивать сплавление основного метала с металлом шва.
Величина тепловложения должна иметь среднее значение, которое позволило бы стыку ''не захлопнутся'' во время сварки.
Поэтому на основании опытных данных ИЭС им. Е.О. Патона по выбору оптимальных режимов сварки под флюсом цилиндров гидропрессов, приняли такие параметры режимов сварки
Таблица 8. Режим сварки.
| Толщина свариваемых элементов, мм | Тип сварного соединения | Диаметр электродной проволоки, мм | Сварочный ток, А | Напряжение дуги, В | Скорость подачи проволоки, м/ч | Скорость сварки, м/ч |
Тпод, °С |
| 350 |
Узкая щель |
2 | 320-350 | 36-40 | 70 | 18 | 350-400 |
Исходя из экспериментальных данных лаборатории сварки АО НКМЗ, выбираем остальные режимы сварки. Вылет электрода равен 20-25мм. Высота слоя флюса составляет 15-20мм. Грануляция частиц флюса для сварки проволокой диаметром 2мм составляет 0,25-1,0мм.
|
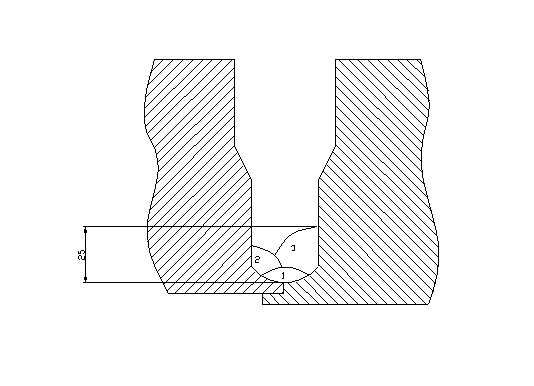
Рисунок 2. Схема раскладки валиков при ручном управлении процессом.
2. Uд=38 В, Iсв=340 А, Vсв=18 м/час.
1. Uд=40 В, Iсв=350 А, Vсв=18 м/час.
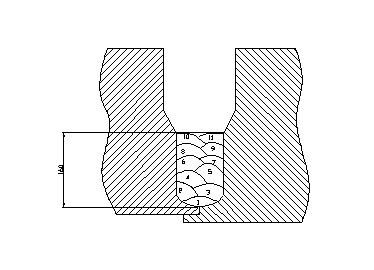
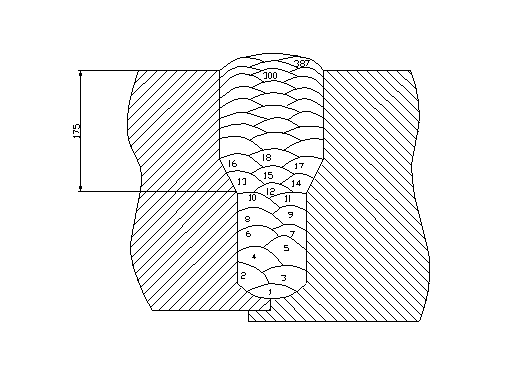
Рисунок 3. Схема раскладки валиков по 2 шт. в слое при рограммном управлении процессом.
|
3.7 Обоснование и выбор сварочного оборудования
Так как сварка производится под слоем флюса в узкую разделку, необходимо выбрать сварочную головку, которая может работать длительное время в условиях высоких температур и имеющую механизм слежения. На основании прейскуранта № 15- 06. Оптовые цены на оборудование для газовой резки и сварки, выбираем головку.
Таблица 9. Характеристика сварочной головки А – 1569.
|
Сварочный ток при ПВ = 100%, А |
1000 |
| Скорость подачи электрода, луч | 5- 50 |
| Регулирование скорости подачи электрода | ступенчатое |
| Скорость сварки, м/ч | 5-58 |
| Регулирование скорости сварки | cтупенчатое |
| Маршевая скорость, м/ч | 800 |
|
Перемещение сварочной головки: вертикальный ход, мм скорость, м/мин поперечный ход, мм |
400 0,4 200 |
|
Объем флюсобункера, дм3 |
25 |
|
Габаритные размеры автомата, мм: высота ширина длина |
2300 810 1050 |
Данное сварочное оборудование обеспечивает следующие требования:
1.является новейшей современной конструкцией;
2.полностью обеспечивает необходимую по технологии производительность;
3.обеспечивает надежность и безотказность в работе, является автоматизированным.
Источником питания служит выпрямитель ВДУ – 1201.
Таблица – 10. Характеристика выпрямителя ВДУ – 1201.
| Номинальный сварочный ток, А 1250 |
| Режим работы, ПВ, % 100 |
| Напряжение холостого хода, В, не более 85 |
|
Номинальное рабочее напряжение, В при работе на характеристиках: жестких 56 падающих |
|
Пределы регулирование сварочного тока, А, при работе на характеристиках: жестких 300-1250 падающих |
|
Пределы регулирования рабочего напряжения, В, при работе на характеристиках: жестких 24-56 падающих 26-56 |
| Первичная мощность, кВ·А, не более 118 |
| КПД, %, не менее 83,5 |
3.8 Проектирование и выбор технологической оснастки процесса сборки и сварки и ее описание
Использование сборочно-сварочных приспособлений предусматривает решение ряда вопросов: получение заданных размеров узла, упрощении технологии сборки и сварки, снижение трудоемкости запланированных операций, исключение вообще или сведение до минимума доли ручного труда, уменьшение сварных деформаций и остаточных напряжений.
Так как мы свариваем тело вращения, то рациональнее всего для выполнения кольцевого шва используют двухстоичный контаватель, который конструктивно выполнен в виде горизонтального пресса, установленного на станину и снабженного приводной бабкой для вращения вобранного и сжатого
с заданным усилием пакета деталей в процессе их нагрева и сварки.
Стенд снабжен подвижной и неподвижной траверсами, соединенными между собой для создания замкнутого силового контура, тягами прямоугольного сечения, системой подвижных макетов для установки деталей, и упорными самоустанавливающимися подшипниками, а также опорами для свободных концов тяг и отдельно стоящей стойкой под оптическую трубу с регулируемым по высоте столом.
Гидросистема стенда состоит из гидростанции с насосами высокого и низкого давления, имеющими индивидуальный привод, гидроаккумуляторы установки, поддерживающие заданное давление в гидросистеме в процессе всего цикла сварки, аппаратуры управления и силовых цилиндров.
Привод вращения деталей механический на базе приводной бабки токарного станка модели 1А670, обеспечивает передачу постоянного крутящего момента в диапозоне бесступенчатого регулирования оборотов, необходимого для сварки с постоянной скоростью.
Управление гидро- и электрооборудованием стенда сосредоточено на двух независимых пультах управления, размещенных на основании подвижной траверсы и кроме этого, предусмотрены два пульта управления вращением детали.
![]()
3.8.1 Расчет привода кантавателя.
Деталь своей базовой поверхностью устанавливается в планшайбе с помощью кулачков.
Рассчитаем необходимый приводной момент вращения заготовки во время сварки, для этого определяем, что:
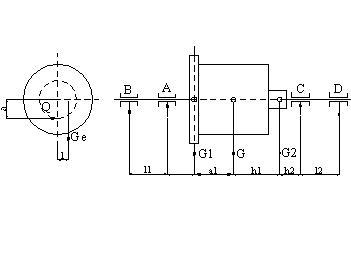
Рисунок 6. Расчетная схема.
Известно:
l1= 1700 мм l2= 300 мм dB=460 мм dD=460 мм
a1=900 мм h2= 1610 мм dA=460 мм l=0,005 м
h1= 1500 мм a2=200 мм dC=460 мм Q=8кН
Наибольший крутящий момент Мкр воспринимаемый приводом кантователя, равен сумме двух моментов грузового М=G·l и сил трения Mтр в подшипниках определяется вырожением:
Mтр=0,5(AdA·fA+BdB·fB+CdC·fC+DdD·fD),
где А,В,С,D – усилия в подшипниках;
dA, dB, dC, dD – соответствующие диаметры шпинделей.
Усилия действующие на хвостовики шпинделей, определяются как реакции опор балки весом G, свободно опертой своими концами в шарнирах передней и задней бабок,
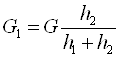 ;
; 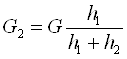
 ;
; 
В соответствии с этим вертикальные усилия в подшипниках передней бабки будут:
 ;
;
 ;
;
 ;
;
 .
.
То же в подшипниках задней бабки:

В подшипниках передней бабки, кроме того возникают радиальные усилия под действием окружной силы Q на зубчатом колесе:
 ;
;
Так, как при данном расположении ведущей шестерни усилия А3 и В3 будут направлены горизонтально, т.е. перпендикулярно вертикальным нагрузкам АВ и ВВ, то суммарные радиальные усилия в подшипниках передней бабки будут равны геометрической сумме двух взаимно перпендикулярных составляющих:
![]() ;
;![]() ;
;
![]()
![]()
Аксиальное усилие в подшипниках равно силе зажатия задней бабки и зависит от типа изделия, его размеров и способа крепления. В данном случае это крепление равно нулю.
Таким образом определив усилия в подшипниках А1 и приняв коэффициент трения металлических частей f = 0,1, мы можем определить момент сил трения в подшипниках
Mтр=0,5(AdA·fA+BdB·fB+CdC·fC+DdD·fD),
Mтр=0,5·0,1·104(46,01·0,7+15,9·0,46+46,7·0,3+18,7·0,4)=0,5·0,1·104·60,99=
=30500(Н·м),
Mтр=30,5(к Н·м)
Для определения крутящего момента, необходимо определить грузовой момент, который равен:
М=G·li
М=58·104·0,005=0,29·104 (Н·м),
Следовательно, крутящий момент равен:
Мкр=М+Мтр;
Мкр=0,29·104+3,05·104=3,34·104(Н·м),;
Mкр=33,4 (к Н·м)
Мощность привода
определяется как , в зависимости от величины крутящего момента Мкр
и требуемой частоты вращения шпинделя и (об/мин).
, в зависимости от величины крутящего момента Мкр
и требуемой частоты вращения шпинделя и (об/мин).
Зная что Mкр=33,4 (к Н·м), n = 0,2 об/мин;
η=0,57
3.8.2 Расчет требуемого диаметра гидроцилиндра
Исходя из того, что усилия закрепления детали составляет 40% от веса детали, определим что:
Р = 230кН.
Расчет силовых цилиндров производится по формулам, основанным на известной зависимости усилия на штоке от диаметра цилиндра D и давления в цилиндре q.
 ,
,
Р = 230 кН, требуемое усилие,
q = 4 МПа (давление в гидросети )
η – коэффициент полезного действия оценивает потери на трение в манжетах и уплотнениях, а также направляющих штока. Приблизительно η=0,85.
Из формулы определим диаметр цилиндра:
 ;
;
 (м).
(м).
Принимаем из стандартного ряда Dцил=250 мм.
Определить удельную величину потери усилия в манжете:
 где
где
![]() где
где
h – высота манжеты = 17 мм;
f – коэффициент трения манжеты о стенки цилиндра, f=0,25-0,35.
P0 – усилие на поршне; P0=230 кН;
 .
.
Cледовательно потеря усилия в одной манжете составит 9,3%.
3.8.3 Описание строения портала
Портал представляет собой металлоконструкцию, имеющую привод перемещения и две площадки – рабочую и верхнюю вспомогательную.
На рабочей площадке расположены пульты управления самим порталом, стендом и сварочными аппаратами. На верхней площадке шкафы управления и источники питания, тележки со сварочными аппаратами.
Тележки имеют привод перемещения по направляющим вдоль портала. А также на данных тележка расположен механизм подъема и опускания сварочных головок, который необходим для того, что бы обеспечить возможность достать сварочным мундштуком “дна” разделки, чего не может обеспечить механизм сварочной головки в нужных приделах.
Описание технологического процесса изготовления изделия.
1. Выполнить обдирочное точение наружных поверхностей на токарно-карусельном станке 1А532ЛМФ3.
2. ОТК контролировать соответствие размеров заготовок.
3. Краном установить заготовку на планшайбу вертикально-расточного станка 277В.
4. Произвести растачивание внутреннего отверстия заготовки до заданного размера.
5. ОТК контролировать соответствие размеров заготовок.
6. Краном установить заготовку на радиально-сверлильный станок 2М58-11.
7. Произвести сверление отверстия.
8. ОТК контролировать соответствие размеров заготовок.
9. Краном установить заготовку в токарно-винторезный станок 1А670.
10. Произвести нарезание резьбы.
11. ОТК контролировать соответствие размеров заготовок, при наличии положительного заключения УЗК, чистоту свариваемых поверхностей.
12. Подготовить заготовки к сварке, обеспечить свариваемые и посадочные поверхности от ржавчины, обезжирить уайт-спиртом.
13. Установить краном заготовку на ролики люнетов. Центр тяжести детали должен находится между люнетами.
14. Выставить заготовку на оптическую ось стенда, регулирую и положение перемещением роликов люнетов.
15. Снять визитную марку из отверстия заготовки, расположенного около планшайбы.
16. Включить гидропривод стенда, перемещением нижней тяги переместить люнеты с заготовкой до упора торца заготовки в планшайбу.
17. При помощи кулачков планшайбы закрепить заготовку в планшайбе.
18. Установить краном на люнеты вторую заготовку.
19. При помощи гидропривода переместить люнеты с заготовкой к первой заготовке и установить между ними расстояние 200 мм.
20. Сцентрировать заготовку 2 относительно первой. Разность показаний индикатора не должна быть более 0,5мм.
21. Установить газовые горелки и нагреть посадочные отверстия заготовки до 200°С.
22. Установить краном третью заготовку на люнеты.
23. При помощи гидропривода переместить люнеты с заготовкой ко второй заготовке и установить расстояние между ними 200 мм.
24. Нагреть посадочные отверстия заготовки до 200°С.
25. Отцентрировать подшипник упорный относительно торца заготовки при помощи винтовых домкратов.
26. Установить в гидростанции рабочее давление гидроцилиндра, равное 4Па.
27. Включить перемещение штока гидроцилиндра и сжать заготовки при помощи всех трех тяг, обеспечить горячую посадку до упоров.
28. После остывания заготовок проверить ширину сформировавшейся разделки в диаметрально противоположных точках.
29. Вывести из соприкасновения с деталью ролики люнетов.
30. Проверить индикаторами радиальное биение.
31. Изделие покрыть асбестовым полотном по обе стороны разделки в три слоя.
32. Подготовить к работе и проверить две сварочные головки.
33. Заправить сварочную проволоку.
34. Установить сварочный мундштук.
35. Установить режим сварки.
36. Провести автоматическую многослойную сварку под флюсом с программным управлением корневой части разделки на высоту 20 мм.
37. Проложить сварочный шов по середине разделки. Управление раскладкой валиков производить в ручном режиме. Второй шов проложить под левой стороной разделки и перевести управление раскладкой на программу по 2 валика в слои.
38. Подключить установку для зачистки и в течении всего процесса сварки производить зачистку сварочных швов от шлаковой корки. Температура изделия 400 °С. Шлаковые включения не допускаются.
39. Сварку вести круглосуточно с перерывом на подогрев через каждые два часа. Подогрев заготовок производить в течении двух часов.
40. После окончания сварки снять индукторы краном, опустить кулачки планшайбы, снять изделие со стенда и отправить на термообработку.
41. После термообработки и шлакообработке произвести УЗК сварного соединения.
3.10 Мероприятия по уменьшению сборочно-сварочных напряжений и деформаций
Так как сталь 20ХН3МФА склонна к самозакаливанию, то необходимо установить скорость охлаждению. Это достигается предварительным и сопутствующим подогревом изделия.
Подогрев, помимо снижения остаточных напряжений, заметно влияет на структуру металла в зоне сварки. Уменьшая скорость охлаждения, удается регулировать структурные превращения. Не следует делать низкотемпературный подогрев для снижения остаточных напряжений, так как уменьшение их составляет не более 30-40%. Подогрев понижает предел текучести металла в момент сварки, что и влияет на формирование и величину остаточных напряжений.
Для того, что бы назначить температуру предварительного и сопутствующего подогрева необходимо рассчитать эквивалент углерода:
Сэ=%С+Mn/6+Cr/5+V/5+Mo/4+Ni/15+Cu/13+P/2;
Если Сэ<0,45, то подогрева не требуется. Если выше, то подогрев необходим. С учетом толщины металла:
С1э=0,005·Сэ.
С2э=Сэ+С1э;
![]()
Сделаем расчет Тпод, исходя из вышесказанного:
Сэ=0,2+1.4/5+0.15/5+0,6/4+3/15+0,025/2=0,87;
Сэ>0,45, подогрев необходим.
С1э=0,005·300·0,87=1,3;
С2э=Сэ+С1э=0,87+1,3=2,1.
![]()
Исходя из опытных данных в лаборатории сварки ОАО НКМЗ, температура предварительного и сопутствующего подогрева составляет 400-450 °С.
Подогрев цилиндра перед сваркой и поддержание температуры в процессе сварки производится индукционным методом при частоте 50 Гц. Индуктор ТПЧ.
Наиболее эффективным методом уменьшения остаточных напряжений является общий высокий отпуск. Он является практически единственным методом когда одновременно с уменьшением напряжений первого рода происходит восстановление пластичности металла и снижение напряжений более высоких родов по всему объему металла сварной конструкции независимо от и сложности и конфигурации. Можно снизить напряжения до 85-90% от исходных значений.
Он состоит из четырех стадий: нагрева, выравнивания температур по длине и сечению деталей, выдержки и охлаждения.
Экспериментальные данные показывают, что при температуре отпуска 650-680 °С пластичность стали полностью восстанавливается через 2-3 часа.
После сварки цилиндра гидропресса, он подвергается высокому отпуску в нем при температуре 650±20 °С, для снятия остаточных напряжений.
Перед посадкой в печь на отпуск не допускается ее охлаждение ниже 300 °С.
Сварка кольцевых швов сопровождается возникновением упругопластических деформаций в зоне сварного шва, что неблагоприятно влияет на протекание сварочного процесса. По этому для поджатия изделий в кантователе нельзя применять обычные жесткий вращающиеся центра. Поджимные вращающиеся центра должны иметь упругое исполнение с регулируемым усилием поджима. Конструкция этих центров не препятствует свободной деформации изделий при их нагреве и охлаждении, обеспечивая надежное их закрепления, и снижает остаточные упругопластические деформации в зоне нагрева.
Эффективным способом предотвращения перемещений при сварке кольцевых швов является, режим кромок к подкладному кольцу роликом, перекатывающимся по поверхности стыка перед сварной дугой.
3.11 Обоснование и описание методов контроля качества, исправление дефектов и выбор оборудования
Качество продукции – это совокупность свойств продукции, обуславливающих её пригодность удовлетворять определенные потребности в соответствии с её назначением. Показатели качества сварных соединений определяются той или иной совокупностью следующих свойств: прочностью, надежностью, отсутствием дефектов, структурой металла шва и околошовной зоны, коррозионной стойкостью и. т. п.
Управление качеством сварки должно предусматривать контроль всех факторов, от которых зависит качество продукции. Основное воздействие контроль должен оказывать именно на технологию производства, обеспечивая предупреждение дефектов и брака продукции. Контроль должен производиться по всем ниже перечисленным стадиям.
Контроль качества основного металла.
Проверка металла перед сваркой начинается с проверки наличия сертификата, где должны быть указаны: механические свойства, пластические свойства, химический состав металла. При отсутствии сертификата проводится полная проверка металла и лишь после этого он запускается в производство. Металл перед сваркой должен быть проверен на свариваемость, перед сваркой все заготовки должны быть очищены от ржавчины, окалины, загрязнений, и проверены на отсутствие механических повреждений.
Контроль качества сварочных материалов
Качество сварного соединения во многом зависит от качества сварочных материалов, поэтому каждую партию электродов, проволоки, флюсов, баллоны с защитным газом перед началом сварки необходимо тщательно проверять. Сварочные материалы должны иметь сертификат, в котором должны быть указаны данные в соответствии с ГОСТ, ТУ и паспорт.
Контроль качества газа
Если газ поставляется в баллонах, то он должен иметь сертификат завода-поставщика с указанием ГОСТ, названия газа, % примесей, % влаги, даты выпуска. Использование баллонов, не имеющих сертификатов, запрещено. Если сертификат имеется, то проверку производят только в тех случаях, когда при сварке возникают поры. Для предотвращения пор при сварке в защитных газах рекомендуется использовать осушители.
Контроль качества сварочной проволоки
Проволока поставляется в бухтах с металлической биркой, на которой должны быть указаны: завод-изготовитель, № плавки, марка проволоки. Также должен присутствовать сертификат на проволоку, в котором должно быть указано: марка и диаметр проволоки, завод-изготовитель, № плавки, масса проволоки и её химический состав. При поступлении партии проволоки проводиться её проверка на отсутствие окислов, следов смазки, грязи и если проволока не надлежащего качества её подвергают механической или химической очистке.
Контроль качества оборудования
Данный вид контроля осуществляется в несколько этапов.
1. Контроль самим оператором производиться каждый день, перед началом смены.
2. Один раз в неделю оборудование должно осматриваться мастером участка и соответствующие записи должны производиться в журнале осмотра. Если в процессе осмотра выявлены серьезные недостатки, то дается заявка в группу механиков или электриков на их устранение. Работа на неисправном оборудовании запрещена.
3. Один раз в месяц производиться профилактический контроль и ремонт оборудования группой механиков и электриков. Этот контроль производиться по графику, утвержденному начальником цеха.
В процессе всех видов контроля обращают особое внимание на исправность всех контролирующих приборов, проводки, подводящей питание, шлангов (если это полуавтомат), держателей, горелок, редукторов, наличия заземления, а также наличия изоляционного коврика у сварщика. Профилактический осмотр проводиться в нерабочие дни.
Контроль качества технологии
Этот вид контроля предусматривает контроль за подготовкой заготовок, исправностью оснастки, необходимой, для сборки изделия, как поузловой, так и общей. Контроль заготовок производиться выборочно и если выявлены существенные отклонения, то проверяется вся партия. У сборочных и сварочных приспособлений проверяется исправность зажимных устройств, пригодность установочных поверхностей, исправность и пригодность медных, флюсо-медных и других подкладок, теплоотвод элементов. Проверяются режимы выполнения сварочных операций, то есть: сварочный ток, напряжение на дуге, скорость сварки; контроль проводится путем визуального наблюдения за приборами и внешнего осмотра сварного шва.
При изготовлении особо ответственных конструкций, а также при серийном и крупносерийном производстве контроль ведется путем непрерывной записи параметров режима с помощью самопишущих приборов.
Контроль квалификации сварщика или оператора
Этот контроль производится на всех этапах производства сварной конструкции: заготовки, сборки, сварки и контроля готовой продукции. С этой целью производится периодическая аттестация операторов, паспортизация сварщиков, сборщиков, дефектоскопистов. Порядок и сроки аттестации указаны в соответствующих документах, отраслевых нормативах или в соответствующих распоряжениях по цеху или предприятию. В процессе аттестации производиться проверка теоретических знаний и практических навыков выполнения работы. Аттестация производиться комиссией, которая создается приказом по предприятию или распоряжением по цеху и включает ведущих специалистов отрасли.
Контроль готовой продукции
В сварочном производстве для контроля готовой продукции используют 2 группы методов контроля: разрушающие и неразрушающие методы контроля.
К неразрушающим методам контроля относятся: контроль внешним осмотром, радиационный, акустический, магнитный, электромагнитный, ультразвуковой контроль, капиллярные методы контроля, а также контроль течеискателями и другие.
Для контроля качества проектируемого изделия используются контроль внешним осмотром (для всех изделий) и ультразвуковой контроль (выборочно).
4 Организационная часть
4.1 Производственная связь проектируемого участка
Проектируемый участок с одной стороны является приемщиком продукции, а с другой - поставщиком ее в другие цеха и подразделения завода.
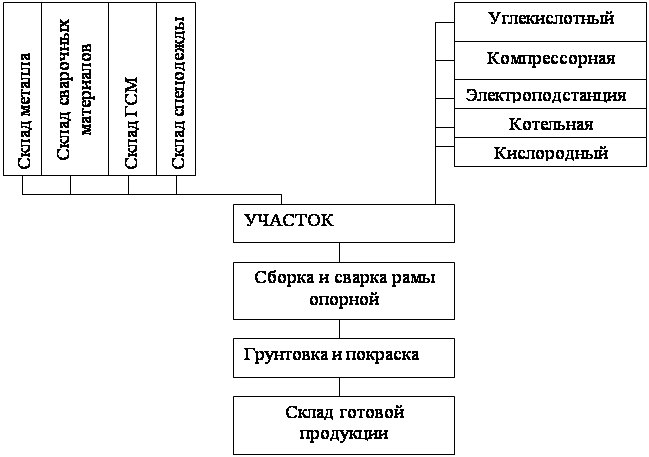
Рисунок 7. - Производственная связь проектируемого участка
Из приведенной выше схемы видно, что проектируемый участок цеха получает со складов металл, сварочные материалы, ГСМ, спецодежду; из углекислотной – углекислый и продный газ; из компрессорной – воздух; с электроподстанции снабжается электричеством; из котельной поступает горячая вода и пар; из кислородного цеха поступает кислород.
Готовая продукция, произведенная на участке, поступает на грунтовку и покраску, затем на участки сборки и сварки хребтовой балки, и далее на склад готовой продукции.
4.2 Нормирование технологического процесса сборки и сварки
1. Установить краном заготовку №1 на ролики люнеты. ( карта №4; 6,96 мин).
2. При помощи гидропривода стенда, переместить люнеты с заготовкой до упора торца заготовки в планшайбу (№45; 0,54 мин.).
3. При помощи кулачков планшайбы закрепить заготовку в планшайбе (№45; 054 мин).
4. Повторить п1, для заготовки 2. (6,96 мин).
5. Переместить люнеты с заготовкой к первой. (№45; 0,54 мин).
6. Повторить п1 и п5 для 3 заготовки. (7,5мин).
7. перемещение штоков гидроцилиндра и сжать заготовки (№45; 0,54)
Нвр = Тншт (1+tп.з./100);
где Тншт норма штучно-калькуляционного времени;
Тншт =tоп(1+(tотд+tобсл)./100);
где tп.з. – подготовительно-заключительное время.
tп.з.=8% (8, карта №180).
tотд – время отдыха кратковременные перерывы в работе в течении смены;
tобсл – время обследования рабочего места в начале и в конце смены, в течении смены;
tотд – 18% (8, карта №180).
tобсл – 22% (8, карта №180).
tоп – оперативное время, определяется расчетным путем:
tоп =6,96+0,54++5,6+6,96+0,54+6,96+0,54+0,54;
tоп =28,1 мин.
Тншт = 28,1(1+(18+22)/100)=39,34 мин;
Нвр = 39,34 (1+8/100)=42,5 мин.
Значит, норма времени на сторону цилиндра составляет 42,5 мин.
Нормирование сборочных операций производится с помощью формулы для нормирования кольцевых швов.
Тн =(Tншк. ℓ´K´+tви)·n), мин;
где Tншк. – смешанное штучно-калькуляционное время:
Tншк.=(Tо+tвш)·к;
где То оперативное время;
То =60·n/vсв, мин;
n – число проходов.
к – коэффициент к оперативному времени к=1,1.
tвш – вспомогательное время, зависящее от длины свариваемого шва, мин.
ℓ´=πD/1000 – приведенная длина кольцевого стыка, мин.
K´ - общий коэффициент к неполному штучно-калькуляционному времени (к.№163).
tви – вспомогательное время, зависящее от изделия и типа оборудования (к.№170).
То =60·46/18=153,3 мин;
tвш = 0,2+1,0=1,2 мин;
Tншк. =(153,3+1,2)·1,1=169,9 мин.
ℓ´=3,14·2500/1000=7,85 м;
K´=1,05;
tви =32 мин.
Тн =(169,9·7,85·1,05+32)·2=2866,1 мин;
Тн =47,8 ч.
4.3 Расчет потребного количества сборочно-сварочного
оборудования, оснастки и рабочих мест
4.3.1 Количество оборудования определяется по формуле:
nоб=Тноб/Тоб·α1·β1;
Tноб –трудоемкость, необходимая для выполнения годовой программы;
Tоб – действительный фонд годовой работы единицы оборудования;
α1 средний коэффициент выполнения нормы;
β1 коэффициент загрузки оборудования;
nоб=Тноб/Тоб·α1·β1·σ;
Количество сварочного оборудования:
nоб.св.=47,8·8·500/5755·1,1·0,8=5,7 шт;
принимаем nоб.св.=6 шт;
кз.св.об=5,7/6·100%=97%.
Количество сборочно-сварочного оборудования:
nпр=48,51·500/5755·1,1·0,8·2=2,39.
принимаем nпр=3 шт.
кз.пр=2,39/3·100%=79,66%
Количество рабочих мест:
nр.м.=47,8·500/5755·1,1·0,8·2=2,39 шт
кз.пр=2/2,39·100%=83%
4.4 Определение потребного количества основных и вспомогательных материалов
1. Расход электродной проволоки при автоматической сварке под флюсом: Gэл.пр. =Gн.м.· к´,
где Gн.м – масса наплавленного металла;
к´ - коэффициент, учитывающий угар и потери;
к´ =1,05; Gн.м =800 кг.
Gэл.пр. =800· 1,05=840 кг;
2. Расход флюса может быть приближенно принят по расходу электродной проволоки с коэффициентом 1,4…1,6
Gф = Gэл.пр · кф;
Gф = 800 · 1,5=1200 кг;
4.5 Выбор и обоснование внутрицехового транспорта
Так как заготовки имеют очень большую массу, примерно по 20т каждая, то целесообразнее всего перемещать их при помощи мостового крана, имеющего максимальную грузоподъемность.
Данное изделие собирается из трех тяжелых деталей, поэтому применение конвейеров и подобного вида транспорта нецелесообразно. Одного мостового крана будет достаточно, потому что деталей, из которых собирается цилиндр всего три.
4.6 Планировка участка цеха и описание технологического потока
При проектировании участка цеха используем типовую схему двухрядного расположения оборудования. При таком расположении, производственная площадь загружена на 67%.
Определим габариты размещаемого оборудования:
1А532ЛМФ3 - 8000×6000 мм;
2777В - 2000×1500 мм;
2М58-11 6000×2000 мм;
1А670 - 9000×1800 мм.
Данное оборудование расставляем согласно технологического процесса изготовления изделия.
Принимаем ширину пролета lпр = 24м; lпроезд=4м; шаг колонн =12м; расстояние от оси колонны до оборудования равно 1,6м.
На плане участка показываем подвод холодной воды, природного газа для подогрева заготовок перед сваркой и пожарные листы по нормам пожарной безопасности.
5 ОХРАНА ТРУДА
Проблема безопасности труда должна рассматриваться комплексно, с учетом всех факторов, создающих условия несчастных случаев и профзаболеваний.
Для изучения факторов, влияющих на условия труда, рассмотрим взаимосвязи человека с элементами системы труда. В процессе труда человек средствами труда воздействует на предметы труда, качественно видоизменяя их или меняя положение его в пространстве. В свою очередь, сам предмет труда, материалы, инструменты и оборудование, имеющиеся в распоряжении человека, оказывают влияние на характер условий труда. Кроме того, безопасность и безвредность труда зависят от параметров производственной среды (микроклимата, производственных вредностей), уровня организации труда, от взаимоотношения человека с трудовым коллективом. Все элементы процесса труда находятся в диалектической взаимосвязи и образуют единую систему.
Для обеспечения безопасности труда на рабочем месте каждого человека должны быть обеспечены: электробезопасность, пожаробезопасность, безопасность производственного оборудования и технологических процессов, безопасность устройства и эксплуатации подъемно-транспортных машин и т. д.
Анализ опасных и вредных производственных факторов
При выполнении сварки, наплавки, резки, пайки и напылении металлов на работающих могут воздействовать опасные и вредные производственные факторы. К вредным производственным факторам относятся: повышенная запыленность и загазованность воздуха рабочей зоны; ультрафиолетовое, видимое и инфракрасное излучение сварочной дуги, а также инфракрасное излучение сварочной ванны и свариваемых изделий; электромагнитные поля; ионизирующее излучение; шум; ультразвук; статическая нагрузка на руку. При сварке в зону дыхания работающих огут поступать сварочные аэрозоли, содеражащие в составе твердой фазы окислы различных металлов (марганца. хрома, никеля, меди, титана, аллюминия, вольфрама, железа и т.д.), их окислы и другие соединения, а также токсичные газы (окись углерода, озон, фтористый водород, окислы азота и др.). Количество и состав сварочных аэрозолей, их токсичность зависят от химического состава сварочных материалов и свариваемых металлов, вида технологического прощесса. Воздействие на организм выделяющихся вредных веществ может явиться причиной острых и хронических проффессиональных заболеваний и отравлений. Интенсивность излучения сварочной дуги в оптическом диапазоне и его спектр зависят от мощности дуги, применяемых материалов, защитных и плазмообразующих газов. При отсутствии защиты возможны поражения органов зрения (электроофтальмия, катаракта и т.п.) и ожоги кожных покровов. Отрицательное воздействие на здоровье может оказать инфракрасное излучение предварительно подогретых изделий, нагревательных устройств (нарушение терморегуляции, тепловые удары).
При ручных и полуавтоматических методах сварки имеет место статическая нагрузка на руки, в результате чего могут возникнуть заболевания нервно-мышечного аппарата плечевого пояса. К опасным производственным факторам относятся воздействие электрического тока, искры и брызги, выбросы расплавленного металла и шлака; возможность взрыва баллонов и систем, находящихся под давлением; движущиеся механизмы и изделия.
Требования к безопасности производственных процессов
Эти требования включают в себя: устранение непосредственного контакта рабочего с исходными материалами, заготовками, полуфабрикатами готовой продукции и отходами производства, оказывающими вредное действие; замену технологических процессов и операций, связанных с возникновением вредных и опасных факторов, процессами и операциями при которых данные факторы отсутствуют или обладают меньшей интенсивностью; комплексную механизацию и автоматизацию производства; применение дистанционного управления технологическими процессами и операциями при наличии опасных и вредных производственных факторов, и т.д.
При сварке в среде защитных газов особое внимание должно обращаться на эксплуатацию баллонов со сжатым газом. Эксплуатация баллонов со сжатым газом, контейнеров или сосудов-накопителей со сжиженным газом должна осуществляться в соответствии с правилами, утвержденными Гостехнадзором, опорожнение контейнера должно производиться только с помощью испарителя, открывать и закрывать вентили нужно плавно, без толчков и ударов. При эксплуатации контейнера со сжиженным СО2 рабочее давление должно автоматически поддерживаться в пределах 0,8-1,2 Мпа. Во время отбора газа из контейнера запрещается отогревать трубы и аппараты открытым огнем, резко перегибать соединительные шланги. В зимнее время баллоны с СО2 во избежание замерзания должны устанавливаться в отапливаемых помещениях.
Требования безопасности к производственному оборудованию
Основными требованиями безопасности являются: безопасность для жизни и здоровья человека, надежность и удобство эксплуатации. Безопасность производственного оборудования должна обеспечиваться:
· выбором принципа действия, конструктивных схем, безопасных элементов конструкции и т.д.
· применением в конструкции средств механизации, автоматизации и дистанционного управления;
· применением в конструкции средств защиты;
· выполнение эргономических требований;
· включением техники безопасности в техническую документацию по монтажу, эксплуатации, ремонту, транспортированию и хранению;
· применением в конструкции соответствующих материалов.
Ширина пролетов между оборудованием, движущимися механизмами, перемещаемыми деталями, стащионарными и переносными источниками питания должна быть не менее 1,5 м., а расстояние между автоматическими сварочными установками – не менее 2 м. Ширина проходов между оборудованием и местами складирования должна быть 1-1,6 м. в зависимости от размеров оборудования и свариваемых изделий. Сварочные посты должны находиться на расстоянии 4-10 м. от места нахождения горючих материалов.
Длина первичной электрической цепи между пунктами должна быть не более 10 м., при этом изоляция проводов должна быть защищена от механических повреждений. При размещении постов сварки в защитных газах необходимо исключить возможность утечки и проникновения этих газов в смежные и нижерасположенные помещения. Для защиты людей, не связанных со сваркой, рабочее место сварщика должно быть ограждено экранами или ширмами из негорючих материалов высотой не менее 1,6 м.
Электросварочные работы во время дождя или снегопада на открытом воздухе должны проводиться под навесами из несгораемых материалов. При отсутствии таких навесов работы должны быть прекращены. Во всех производственных помещениях, где возможно присутствие в воздухе взрывоопасных, ядовитых и легковоспламеняющихся паров и газов, разрешается производить сварку только при устранении источника загрязнения, очистки и проветривания помещения, участка, изделия с последующей проверкой параметров воздушной среды. Сварка емкостей, находящихся в эксплуатации, должна производиться после их тщательной промывки, при открытых лазах и люках.
Электробезопасность
Доля травм от поражения электрическим током в общем числе травм в машиностроении не велика и составляет порядка 0,01-0,015%. Однако следует иметь ввиду, что значительное число из них вызывает смерть пострадавшего. Воздействие электрического тока на человека может привести к общим и местным травмам. Общие травмы от поражения током именуются электроударами. Они сопровождаются возбуждением самых различных групп мышц человеческого тела, что может привести как к судорогам, так и к остановке дыхания и даже сердца. Последнее связано с фибрилляцией – хаотическим сокращением отдельных волокон сердечной мышцы (фибрилл). Следует знать, что из состояния, наступающего при сокращении сердечной деятельности (состояния так называемой клинической смерти), при котором зрачки расширены и не реагируют на свет, отсутствуют дыхание и реакции на болевые раздражения, пострадавший может быть выведен при условии принятия своевременных мер. В противном случае через 5–7 минут наступает необратимое состояние биологической смерти. К местным травмам относятся: ожоги, металлизация кожи, электрические знаки, механические повреждения и электоофтальмия.
Основными причинами поражения электрическим током являются: случайное прикосновение к токоведущим частям, находящимся под напряжением; случайное приближение на недопустимо близкое расстояние к высоковольтным установкам, находящимся под напряжением; касание конструктивных элементов оборудования нормально не находящихся под напряжением( корпусов, кожухов и т.п.), но оказавшихся под напряжением в результате повреждения изоляции или других причин; появление напряжения на электроустановках во время монтажа, ремонта и наладки вследствие ошибочного их включения; появление шагового напряжения на поверхности земли либо на опорной поверхности.
Вероятность исключения указанных причин зависит от степени обучения персонала. Основными мероприятиями по защите от электротравматизма являются:
· применение малых напряжений (как правило не выше 42 Вольт) в ручном механизированном инструменте, местных и переносных источниках света;
· обеспечение недоступности токоведущих частей путем использования изоляции, ограждений, расположения указанных элементов на высоте, в корпусах и станинах оборудования;
· использование изоляции токоведущих частей: рабочей, двойной (рабочей и дополнительной), усиленной, двойная изоляция применяется в ручном электрофицированном инструменте;
· электрическое разделение сети на отдельные участки с помощью специальных трансформаторов, что позволяет уменьшить электрическую емкость сети и значительно повысить роль сопротивления изоляции;
· выравнивание потенциала земли с целью устранения шагового напряжения за счет использования не одиночных, а групповых заземлителей;
· применение средств коллективной защиты от поражения электрическим током: защитного заземления, зануленияи отключения;
· использование средств индивидуальной защиты и специальных электрозащитных приборов и устройств;
· организация профотбора путем проведения медосмотров при приёме на работу и периодически раз в два года лиц, связанных с эксплуатацией электроустановок;
· обучение и аттестация персонала;
· организация безопасной эксплуатации электроустановок.
Организация пожарной охраны на предприятиях
Ответственность за пожарную безопасность на предприятии и своевременное выполнение противопожарных мероприятий возлагается на руководителей предприятия, цехов, отделов, лабораторий и других участков работ. Руководители предприятий обязаны обеспечить своевременное выполнение правил и требований пожарной безопасности, организовать на предприятии пожарную охрану, добровольную пожарную дружину и пожарно-техническую комиссию и руководить ими. При нарушении правил и требований пожарной безопасности руководитель предприятия имеет право налагать на нарушителей дисциплинарные и административные взыскания или при необходимости возбуждать дело о привлечении виновных к судебной ответственности. В зависимости от степени пожарной опасности предприятия пожарная охрана может состоять из военизированных пожарных частей, пожарных ведомственных пожарных частей и пожарно-сторожевых отделений.
Работа пожарной безопасности осуществляется с широким привлечением работающих путем комплектования добровольных пожарных дружин (ДПД) и боевых расчетов во всех подразделениях. Состав боевого расчета механического цеха (участка) зависит от числа работюащих в смене и может включать командира и нескольких бойцов (не менее двух). Члены ДПД и боевых расчетов имеют строго определенные обязанности, они содействуют проведению пожарно-профилактической работы, занимаются предупреждением пожаров на своих рабочих участках, а при возникновении пожаров обеспечивают их ликвидацию. Для проведения профилактической работы на предприятиях привлекается инженерно-технический персонали другие работники. Из их числа на предприятии организуется пожарно-техническая комиссия, в состав которой входят: главный инженер (председатель), начальник пожарной охраны, энергетик, механик, технолог, инженер по охране труда, строитель и другие специалисты. В задачи инженерно технической комиссии входит выявление нарушений и отклонений от технологических процессов, которые могут привести к пожарам; разработка мероприятий по их устранению; содействие органам пожарного надзора, организация разъяснительно-массовой работы по пожарной безопасности среди работаючих, в том числе проведение смотров на лучшее противопожарное состояние цехов и пожарно-технических семинаров на предприятии.
Цехи и участки, где ведутся работы по электродуговой сварке относятся к категории Г производств по пожарной и взрывной опасности. Места, отведенные для проведения сварочных работ, установки оборудования должны быть очищены от легковоспламеняющихся материалов в радиусе не менее 5 м. Сварочные работы вне производственного помещения могут производиться только по согласованию с заводской пожарной охраной. Запрещается производить сварку свежеокрашенных конструкций до полного высыхания краски; сосудов, аппаратов, трубопроводов, коммуникаций, находящихся под напряжением, избыточным давлением, заполненных горючими и токсичными материалами.
6 ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Вредные выбросы промышленных предприятий оказывают отрицательное воздействие не только на окружающую среду, но и в ряде случаев значительно влияют на процесс эксплуатации технических средств. Так, например, воздушные линии электропередач в значительной мере подвержены воздействию выбросов продуктов сгорания органического топлива.
Основными выбросами сборочно-сварочных цехов являются пыль и газообразные примеси. Методы очистки промышленных выбросов от газообразных примесей делятся на 4 группы: абсорбция, хемосорбция, адсорбция и каталитические превращения.
Метод абсорбции заключается в разделении газовоздушной смеси на составные части, путем поглощения одного или нескольких газовых компонентов этой смеси поглотителем, называемым адсорбентом, с образованием раствора.
Метод хемосорбции основан на поглощении газов и паров твердыми и жидкими поглотителями с образованием малолетучих или малорастворимых химических соединений.
Метод адсорбции - основан на физических свойствах некоторых твердых тел с ультрамикроскопической структурой селективно извлекать и концентрировать на своей поверхности отдельные компоненты газовой смеси. Наиболее широко в качестве адсорбента используется активированный уголь.
Каталитический метод этим методом превращают токсические компоненты промышленных выбросов в вещества безвредные или менее вредные для окружающей среды путем введения в систему дополнительных веществ, называемых катализаторами.
Для очистки вентиляционных выбросов от сварочного аэрозоля используются пластинчатые электрофильтры, обеспечивающие эффективность очистки 0,95. Такими фильтрами целесообразно оборудовать крупные вентиляционные установки, к которым подключаются небольшие системы местной вытяжной вентиляции. При этом необходимо обеспечить очистку фильтров от осаждаемой сварочной пыли. На выбросной стороне вентиляционных установок устанавливаются глушители абсорбционного типа (трубчатые или пластинчатые).
Совершенствование технологических процессов, применение высокоэффективных средств очистки выбросов от примесей позволяет в значительной мере уменьшить размеры промышленных выбросов в воздушный бассейн.
Проблема охраны окружающей среды носит глобальный характер и поэтому должна решаться не только применительно к конкретному предприятию или производственному циклу, но и в масштабах отдельных городов или промышленных центров, регионов, всей территории страны, группы стран, отдельных континентов и всего земного шара
ПЕРЕЧЕНЬ ССЫЛОК
1. Методические указания по оформлению курсовых и дипломных проектов для студентов специальности «Оборудование и технология сварочного производства» / М.Г. Лившиц, И.М. Гуменшаймер, В.А. Пресняков. – Краматорск: КИИ, 2005. – 66 с.
2. Николаев Г.А., Куркин С.А., Винокуров В.А. Сварные конструкции: Технология изготовления, автоматизация производства и проектирование сварных конструкций. – М.: Высш.школа, 1999. – 540 с.
3. Куркин С.А., Ховов В.М. Технология, механизация и автоматизация производства сварных конструкций: Атлас. М.: Машиностроение, 1999. – 327 с.
4. Рыжков Н.И. Производство сварных конструкций в тяжелом машиностроении: Организация и технология. – М.: Машиностроение, 2000. – 375 с.
5. Гитлевич А.Д., Этингоф Л.А. Механизация и автоматизация сварочного производства. – М.: Машиностроение, 1997. – 280 с.
6. Багрянский К.В., Добронина З.А., Хренов К.К. Теория сварочных процессов. – Киев: Вища школа, 1996. 423 с.
7. Винокуров В.А. Сварочные напряжения и деформации. Методы их устранения. – М.: Машиностроение, 1998. – 325 с.
8. Сагалевич В.М. Методы устранения сварочных напряжений и деформаций. – М.: Машиностроение, 1994. 248 с.
9. Касаткин Б., Прохоренко В.М., Чертов И.М. Напряжения и деформации при сварке. – Киев: Вища школа, 1997. – 246 с.
10. Сварка в машиностроении: Справочник / Под ред. Н.А. Ольчинского. – М.: Машиностроение, 1998. – Т.1. – 501 с.
11. Шоршоров М.Х., Белов В.В. Фазовые превращения и изменения свойств стали при сварке. – М.: Наука, 1992. – 220 с.
12. Технология электрической сварки металлов и сплавов плавлением / Под ред. Б.Е. Патона. М.: Машиностроение, 1994. 768 с.
13. Акулов А.И., Бельчук Г.А., Демянцевич В.П. Технология и оборудование сварки плавлением. М.: Машиностроение, 1997. – 432 с.
14. Гуляев А.П. Металловедение. – М.: Машиностроение, 11978. – 647 с.
15. Контроль качества сварки / Под ред. В.Н. Волченко. – М.: Машиностроение, 1995. – 1191 с.
16. Троицкий В.А., Радько В.П., Демидко В.Г. Дефекты сварных швов и средства их обнаружения. Киев: Вища школа, 2003. – 1144 с.
17. Евстифеев Г.А., Веретенников И.С. Средства механизации сварочного производства. – М.: Машиностроение, 1997. – 96 с.
18. Окерблом Н.О., Демянцевич В.П., Байкова И.П. Проектирование технологии изготовления сварных конструкций. – Л.: Судпромгиз, 1998. – 602 с.
19. Сварка в машиностроении: Справочник / Под ред. В.А. Винокурова. – М.: Машиностроение, 1999. Т.3. – 354 с.
20. Севбо П.Н. Комплексная механизация и автоматизация сварочного производства. – Киев: Техника, 1994. – 248 с.
21. Севбо П.Н. Конструирование и расчет механического сварочного оборудования. – Киев: Наукова думка, 1998. – 400 с.
22. Оборудование для заготовительных работ в производстве сварных конструкций: Альбом / Под ред. А.Д. Гитлевича, И.Н. Сухова, Д.В. Быховского, И.Д. Кутана. – М.: Высш.школа, 1997. 136 с.
23. Механическое оборудование сварочного производства: Альбом. – М.: Машиностроение, 1994. – 159 с.
24. Новиков В.А. Оборудование и средства механизации сборочных цехов. – М.: Машиностроение, 1998. 145 с.
© 2009 База Рефератов