
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Реферат: Активный контроль размеров крупногабаритных деталей на станках с ЧПУ
Реферат: Активный контроль размеров крупногабаритных деталей на станках с ЧПУ
Тема реферата
Активный контроль размеров крупногабаритных деталей на станках с ЧПУ
Оглавление
Введение. 3
Мобильные КИМ фирмы FARO.. 5
Портативные измерительные манипуляторы компании CimCore. 7
Программный продукт PowerINSPECT компании Delcam.. 8
Датчики компании Renishaw.. 9
Программное базирование. 10
Лазерные сканеры Kreon. 11
Современные средства контроля и измерений размеров изделий для машиностроения 13
Заключение. 18
Важнейшую роль в обеспечении качества и конкурентоспособности продукции практически всех отраслей промышленности играет контрольно-измерительная техника, в которой особое место занимают средства измерения и контроля геометрических параметров ответственных деталей, узлов машин и механизмов.
В условиях современного рынка, жесткой конкуренции и постоянного совершенствования технологий на предприятиях различных областей промышленности, таких как автомобильная, авиационная, нефте- и газодобывающая, остро встает проблема быстрого и всестороннего контроля деталей, оснастки, заготовок, а также получения прототипов будущих изделий. Большинство предприятий России, действуя по старинке, используют в качестве средств контроля различные шаблоны, щупы и контрольные приспособления, которые зачастую не позволяют провести измерения в локальных зонах, указанных по требованию конструкторов, технологов и контролеров ОТК. Для изготовления подобной оснастки требуются значительные финансовые и временные затраты, а кроме того, необходимы большие площади для ее хранения. Бывает, что предприятие использует в своем производстве передовые CAD/CAM/CAE-технологии, но контроль изделий при этом проводится штангенциркулями, в результате чего цепочка автоматизации подготовки производства оказывается незамкнутой.
Для контроля точности изготовления изделий и технологической оснастки на большинстве предприятий применяются стационарные координатно-измерительные машины (КИМ). Однако в ряде случаев, например при измерении крупногабаритных деталей или труднодоступных полостей, а также при необходимости провести измерения непосредственно на сборочной линии, на литейном заводе или на ремонтном участке, эти машины неприменимы. В таких ситуациях могут использоваться измерительные машины, выполненные в виде манипулятора, — они компактны и легки и для проведения измерений устанавливаются непосредственно рядом с измеряемым объектом. Принцип действия таких машин достаточно прост. Оператор, закрепив манипулятор в удобном для работы месте, например с помощью магнитного основания, к любой металлической поверхности, касается щупом измеряемой точки. Посредством датчиков, расположенных в сочленениях манипулятора, на компьютерную систему поступает информация о пространственных координатах кончика щупа (при использовании точечного) или центра сферы (при использовании сферического наконечника). Таким образом, снимая координаты точек с измеряемой детали, компьютерная система может либо рассчитывать по ним отклонения по сравнению с компьютерной моделью, либо вычислять геометрические параметры элементов изделия.
Мобильные КИМ фирмы FARO
На предприятиях, где применяются стационарные (КИМ), невозможно произвести измерения крупногабаритных объектов и сделать замеры в ходе технологического процесса. В связи с этим получить желаемый экономический эффект от этих измерительных приспособлений в ряде случаев весьма затруднительно. Поэтому многие предприятия стали проявлять большой интерес к новым современным мобильным КИМ, отвечающим таким требованиям:
• низкая стоимость (в несколько раз ниже, чем у стационарных КИМ);
• большая точность измерений;
• универсальность;
• высокая мобильность;
• возможность автономной работы в условиях реального производства, непосредственно в цехе;
• простота обучения персонала и эксплуатации КИМ и ее программного обеспечения;
• взаимосвязь с современными CAD/CAM-системами.
Мобильные КИМ фирмы FARO Technologies, Inc. (США) хорошо известны и используются на различных предприятиях, как за рубежом, так и в России. Отличительными особенностями данных машин являются:
• высокая надежность;
• более высокая точность измерения (повторяемость до ±0,006 мм);
• наличие температурной компенсации;
• совместимость со щупами типа Renishaw, применяемыми для измерения хрупких и нежестких изделий;
• долговечная конструкция из алюминия и углепластика;
• удобный дизайн.
КИМ FARO состоит из опорной плиты, которая крепится к любому подходящему месту, и нескольких соединенных между собой шарнирами колен. Конструкция очень похожа на строение человеческой руки: В каждом шарнире есть датчик контроля угловых перемещений, который в режиме реального времени следит за углом поворота колена, в результате чего программное обеспечение просчитывает координаты откалиброванного щупа. В зависимости от числа колен имеются машины с шестью или семью степенями свободы. Обычно при работе вполне достаточно шести степеней свободы, но для ряда задач, например для сканирования, рекомендуется применять КИМ с семью степенями. Рабочей зоной КИМ является сфера с диаметрами 1,2; 1,8; 2,4; 3,0 или 3,7 м, причем щуп может легко попасть практически в любую точку внутри этой сферы. Самая точная КИМ FARO Platinum 4 имеет повторяемость ±0,006 мм и точность ±0,018 мм на рабочей зоне 1,2 м.
FARO не имеет привода и поэтому все перемещения колен и фиксация точки замера производятся оператором вручную. Измерение осуществляется в комплексе с персональным компьютером, а для повышения мобильности лучше использовать ноутбук.
Процесс измерения с помощью КИМ FARO происходит следующим образом. Прибор устанавливают вблизи измеряемого объекта, подключают компьютер и с помощью программного обеспечения калибруют щуп, которым будут производиться измерения. После этого прибор готов к работе. На эту процедуру уходит от 5 до 10 мин. Далее необходимо задать систему координат («привязаться к детали»), относительно которой будут производиться измерения. После этого оператор с помощью КИМ FARO замеряет эти точки на контролируемой детали. Далее программное обеспечение методом последовательных приближений производит совмещение выбранных и измеренных точек. После привязки начинается непосредственно процесс измерения изделия. Контроль производится контактным способом, то есть для снятия какой-либо точки необходимо зафиксировать щуп на изделии и нажать кнопку на руке FARO. В процессе работы на экран монитора выводится местоположение щупа в реальный момент времени, расположение измеряемых точек и величина их отклонения. Иначе говоря, все те размеры, которые есть на чертеже и для контроля которых чаще всего используют большое разнообразие мерительных инструментов, можно с легкостью контролировать одним прибором и, что немаловажно, получать в результате отчет в графическом виде.
Стоит также отметить возможность контроля сложных поверхностей, например формообразующих поверхностей штампа, правильность изготовления которых практически невозможно проверить ни одним прибором, кроме КИМ.
Очень часто КИМ FARO используют для сканирования опытных образцов изделия. Данные о них можно получить в виде точек, линии, окружностей, плоскостей и т.д., по которым в дальнейшем строится CAD-модель.
Удобный дизайн, возможность температурной компенсации результатов измерений, виброустойчивость, невосприимчивость к ударам, а также наличие перезаряжаемого бесперебойного источника питания от FARO Powerhouse (работает до 8 ч без подзарядки) способствуют успешному использованию FARO в жестких цеховых условиях производства.
Масса манипуляторов FARO колеблется от 5 до 10 кг; упаковка представляет собой удобный кейс, что позволяет перевозить КИМ вручную без использования какого-либо дополнительного оборудования.
Портативные измерительные манипуляторы компании CimCoreВ настоящее время CimCore выпускает три серии манипуляторов: для работы в режиме контактных измерений; для использования совместно с лазерной сканирующей системой Perceptron ScanWorks, предназначенной для быстрого контроля изделий (скорость контроля — до 30 тыс. точек в секунду); и для трехмерного сканирования объектов.
Такие измерительные манипуляторы обеспечивают шесть или семь степеней свободы вращения и беспрепятственные измерения в труднодоступных местах. Высококачественный углепластик, из которого изготовлены компоненты манипулятора, делает измерительную машину высокоустойчивой к температурным изменениям. Манипулятор обеспечивает высочайшую точность, которая составляет от 16 мкм до 5 мкм. При этом длина измерения со стационарной позиции составляет от 1,2 до 3,6 м.

Манипулятор CimCore серии INFINITE

Манипулятор CimCore серии StingerII
Программный продукт PowerINSPECT компании DelcamПрогресс в развитии систем ЧПУ станков, станочных измерительных систем и большой опыт компании Delcam в области обработки деталей сложной формы на станках с ЧПУ стали предпосылками для появления нового программного продукта — PowerINSPECT OMV (on-machine verification), разработанного компаниями Delcam и Renishaw.
Программ PowerINSPECT служит для проведения измерений на станке с ЧПУ, оснащенном измерительной головкой, что позволяет минимизировать временные затраты на проведение контроля и обеспечить экономию времени, поскольку качество обработки можно контролировать на всех этапах технологического процесса. Это значит, что ошибки будут выявлены на самых ранних стадиях и не потребуется повторная установка детали на станок.
Технология особенно эффективна для крупногабаритных изделий, установка которых на станке занимает много времени. Для таких изделий станок может даже заменить КИМ, позволяя выполнить окончательный контроль, поскольку КИМ с большой рабочей зоной очень дороги.Еще одна область применения этого ПО — программное базирование, не требующее выверки детали на станке. По результатам обмера обеспечивается наилучшее совмещение координат модели и фактических координат детали. Необходимое смещение и разворот системы координат используются далее в УЧПУ станка. Эта возможность используется при установке деталей на станок, в особенности для того, чтобы правильно распределить припуск на заготовке-отливке перед ее обработкой.
Датчики компании RenishawИзмерения на станках выполняются уже давно — с тех пор, как на них стали устанавливать измерительные датчики компании Renishaw. Диапазон этих измерений ограничен стандартными циклами, которые «зашиты» в системе ЧПУ. Такие измерения программируются вручную, и информация об их результатах считывается с экрана системы ЧПУ. Для использования PowerINSPECT OMV необходимо подключить к системе ЧПУ компьютер, который будет принимать обратные сигналы от датчиков Renishaw и системы ЧПУ, производить их соответствующую обработку и готовить отчет в заданной форме.
Новая технология и новые датчики во многих случаях позволяют отказаться от шаблонов.
Работа организована так, что одно место PowerINSPECT OMV в состоянии осуществлять периодический контроль обработки на нескольких станках одновременно. Передача программ на станки и результатов контроля обратно производится по сети. Измерения на станке с помощью PowerINSPECT OMV не заменяют измерения на стационарных координатно-измерительных машинах, но значительно расширяют возможности промежуточного контроля изделий.
Программное базирование
Особенно интересно применение PowerINSPECT OMV для поднастройки положения деталей, что может быть необходимо при доработке деталей после переустановки или при обработке деталей, не имеющих выращенных базовых элементов, — например лопаток, компрессорных колес, криволинейных тонкостенных деталей с аэродинамическим профилем и пр. Измерив деталь, PowerINSPECT может определить, насколько она смещена и повернута относительно заданного положения в программе обработки. Имея эти данные, можно легко скорректировать положение системы координат через стойку ЧПУ. Такой метод можно назвать программным базированием — положение детали относительно базовых точек станка определяется не установочными элементами приспособления, а результатами замера по программе.
Лазерные сканеры Kreon
Принцип работы лазерного сканера следующий: он крепится вместо контактного щупа и подключается к КИМ мобильного или стационарного типа, либо к станку с числовым программным обеспечение (ЧПУ).
Внутри сканера располагается цифровая видеокамера и диодный лазерный излучатель с модуляцией сигнала. Лазерный луч формирует строку различной длины в зависимости от модели, а затем гаснет до начала следующей. Максимальное количество строчек в секунду 60.
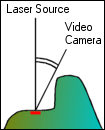
Технология сканирования Kreon базируется на методе триангуляции. Угол между камерой и лазерным лучом выбран оптимальным для сканирования. При угле 0° между лучом и измеряемой поверхностью камера не фиксирует излучение строки, подсвеченной лучом лазера на измеряемой поверхности, 90°- оптимальное положение.
Лазерный луч в единичный момент времени образует на сканируемой поверхности светящуюся точку, которая фиксируется матрицей видеокамеры. При формировании лучом лазера строчки на измеряемой поверхности, на матрице фиксируется размытая (градиентная) кривая, которая затем фильтруется по точкам с максимальной интенсивностью свечения. Из этих точек с максимальной интенсивностью свечения формируется облако.

Сканируемый объект

Необработанное видеоизображение

Оцифрованное изображение.
Электроника фильтрует изображение и оставляет только самые "яркие" точки.
За счет калибровки камеры определяется зависимость между видеоизображением и действительной метрической системе координат (UV). В результате создается линия из точек на плоскости

Зная позицию сканера относительно объекта, электроника определяет положение точек линии в трехмерной системе координат (XYZ). Собранные плоскости с точками образуют облако точек.

Опыт эксплуатации данного оборудования показывает высокую эффективность его применения в следующих областях:
· при проведении контрольно-измерительных работ;
· при проведении пуско-наладочных работ;
· обратный инжиниринг;
· быстрое создание прототипов;
· дизайн;
· мультипликация.
Современные средства контроля и измерений размеров изделий для машиностроения
НИИизмерения созданы и выпускаются универсальные приборы и инструменты с цифровым электронным отсчетом, уникальные средства контроля прецизионных зубчатых колес и передач, приборы активного контроля и подналадчики для всех видов финишного станочного оборудования, комплекс приборов для контроля ответственных деталей колесных пар железнодорожного транспорта, приборы для контроля резьб и параметров труб нефтяного сортамента, средства контроля деталей компрессоров, подшипников, ряд специализированных приборов для различных отраслей машиностроения.

Рис. 1
На базе различных измерительных систем разработана гамма современных цифровых универсальных приборов контроля геометрических параметров прецизионных деталей (индуктивные пробки для контроля диаметров, толщиномеры, глубиномеры, штангенрейсмасы). Разработана и поставляется портативная измерительная система с индуктивным преобразователем и автономным питанием, имеющая переключаемые диапазоны измерений от 0,04 до 4 мм и дискретность отсчета 0,01; 0,1 и 1 мкм. Не ее базе создана модифицированная измерительная система для прецизионного измерения линейных размеров и перемещений, которая может использоваться в средствах автоматизации технологических процессов, а также для контроля различных параметров деталей в труднодоступных условиях; система допускает эксплуатацию при температурах от -20 до +50 оС (рис.1).
Серьезное внимание НИИизмерения уделяет проблеме метрологического обеспечения производства ответственных резьбовых деталей, особенно сортамента нефтегазового комплекса. В рамках работ по этому направлению разработан комплекс индикаторных приборов для контроля параметров резьбы (шага, высоты и угла профиля, среднего диаметра и конусности резьбы), а также электронные цифровые приборы для контроля диаметров и прямолинейности отверстий труб, пригодные в том числе и для контроля труб погружных штанговых насосов. Созданы также электронные цифровые приборы для контроля конусности калибров-колец (ручной) и для контроля конусности и шага резьбы конических калибров-колец (стационарный). Допускаемая погрешность приборов не превышает нескольких микрон. Результаты контроля обрабатываются, запоминаются, выводятся на табло электронного блока и на печатающее устройство. Модули контролируемых зубчатых колес 7-12 мм, диаметры 126-1000 мм. Разработаны также две модификации цифровых нормалемеров, предназначенных для определения отклонения и колебания длины общей нормали цилиндрических зубчатых колес внешнего зацепления. Предел измерения длины общей нормали 0…120 или 50-320 мм.
В последние годы создано новое поколение приборов активного контроля, предназначенных для управления процессом обработки валов, отверстий и плоских поверхностей с непрерывной и прерывистой поверхностью на кругло- и внутришлифовальных станках-автоматах, полуавтоматах и станках с ЧПУ, отличающееся от ранее выпускавшихся существенно более высоким техническим уровнем (повышение в 1,5-2 раза быстродействия и точности, уменьшение в 2-3 раза габаритов, массы, энергопотребления, расширение технологических возможностей, использование единого для всей гаммы приборов активного контроля одной и той же модели малогабаритного электронного отсчетно-командного устройства на микропроцессорной базе). Гамма включает 7 основных моделей приборов с различными исполнениями и закрывает контроль деталей при всех видах шлифования, кроме бесцентрового. Диапазон размеров контролируемых валов и отверстий — 2,5…200 мм, дискретность цифрового отсчета — 0,1 — 1 мкм.
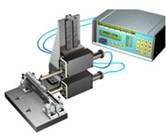
Рис. 2
Разработаны также подналадчики (рис.2) для круглошлифовальных бесцентровых, токарных, сверлильно-фрезерно-расточных станков с ЧПУ, обрабатывающих центров, гибких модулей и систем, унифицированные по механической и электронной части с приборами активного контроля.. Подналадчики обеспечивают контроль внутренних и наружных размеров при изготовлении деталей и выдачу в систему управления станками информации о необходимой подналадке оборудования.
Для контроля диаметра колес по кругу катания колес после их обточки на токарном станке создан специализированный прибор (рис.3), позволяющий контролировать колеса диаметром 800…1200 мм. В приборе используется угловой фотоэлектрический преобразователь. Результаты измерений обрабатываются, запоминаются и выводятся на табло электронного блока.

Рис. 3

Рис. 4
Электронный профилометр (рис. 4) портативный для измерения параметров шероховатости методом ощупывания плоских и цилиндрических (наружных и внутренних) поверхностей ответственных деталей. Измеряемые параметры — Ra/Rq/Rz/Rmax/Sm. Основная относительная погрешность измерения — не более 2,5%.
Заключение
Проведение измерений на станке пока вызывает много вопросов как у технологов, так и у метрологов. С одной стороны, станок должен использоваться для выпуска продукции, а не для непроизводительных измерений. Это веский довод, если не учитывать, сколько времени можно сэкономить, если обнаружить брак на ранней стадии. В данном случае PowerINSPECT OMV может выступить средством промежуточного контроля. При производстве сложных крупногабаритных деталей, когда цена ошибки очень высока, промежуточный контроль повышает вероятность достижения желаемого результата. С другой стороны, метрологи пока не хотят признать, что станок может быть средством измерения. Формально с этим тоже можно согласиться, хотя точность позиционирования современных станков с ЧПУ даже сегодня обеспечивает погрешность измерения, достаточную для контроля большинства размеров, особенно крупногабаритных изделий. Использование PowerINSPECT OMV в качестве средства контроля уже сейчас оправданно экономически и технически, и графика 4`2007
Таким образом, использование КИМ и лазерных сканеров для бесконтактного съема информации позволяет значительно сократить сроки, необходимые для проектирования новых и модернизации серийно выпускаемых изделий, достичь высокой точности проведения контрольно-измерительных работ, а также значительно сократить время и снизить затраты на проектирование и изготовление контрольных приспособлений
© 2009 База Рефератов