
Рефераты по рекламе
Рефераты по физике
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по хозяйственному праву
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Курсовая работа: Защита атмосферы при вторичной переработке пластмасс
Курсовая работа: Защита атмосферы при вторичной переработке пластмасс
курсовая работа
Защита атмосферы при вторичной переработке пластмасс
Содержание
Введение
1. Технология обезвреживания выбросов в производстве пластмасс
1.1 Обезвреживание газовых выбросов в производстве полиолефинов
1.2 Обезвреживание газовых выбросов в производстве полистирольных пластиков
1.3 Рекуперация паров органических растворителей в производстве поливинилацетатных пластиков
1.4 Обезвреживание газовых выбросов в производстве поливинилхлорида
1.5 Обезвреживание газовых выбросов в производстве фенопластов
2. Заключение. Основные направления снижения уровней выбросов в атмосферу в промышленности пластмасс
Литература
Введение
Окружающий нас воздух является одним из основных компонентов обеспечения жизни на земле. Для поддержания процессов жизнедеятельности живых организмов необходим воздух, не содержащий примесей и однородный по составу. По мере развития промышленности и повышения интенсивности транспорта чистота атмосферы стала подвергаться постоянной угрозе. Ежегодно в мире выбрасывается в атмосферу 700 млн. т вредных веществ, причем только 600 млн. т составляют вещества газообразные [1].
Проблема охраны воздушного бассейна сводится к ликвидации вредных выбросов в атмосферу вообще или к замене высокотоксичных веществ, содержащихся в этих выбросах, на менее токсичные (практически нетоксичные) компоненты. Борьба с загрязнением атмосферы проводится по трем основным направлениям [2]:
1) создание новых технологических процессов, основанных на безотходном принципе;
2) усовершенствование технологических процессов, позволяющее ликвидировать или уменьшить выбросы токсичных веществ в атмосферу;
3) обработка промышленных газовых выбросов с целью извлечения примесей и дальнейшего их использования или нейтрализации их вредного воздействия на окружающую среду.
Основным из этих направлений является обработка газовых выбросов различными техническими приемами для удовлетворения санитарных требований по чистоте выбросных газов. Выбор методов очистки и обезвреживания промышленных выбросов, находящихся в газообразном состоянии или в виде аэрозоля, определяется специфическими особенностями газовых систем (составом и концентрациями токсогенов, характеристиками газо- и пылесодержания, периодичностью поступления выбросов в атмосферу), а текже требованиями, предъявляемыми к степени очистки. Для обезвреживания газовых выбросов применяют сорбционные, химические, конденсационные методы и методы окисления (термического и каталитического). В ряде случаев они достаточно эффективны или каждый сам по себе или в сочетании друг с другом. Универсального метода, позволяющего добиться обезвреживания токсичных продуктов в широком интервале концентраций для различных технологических процессов, не существует. В каждом конкретном случае применяется наиболее пригодный метод (или сочетание методов), определенный технико-экономическим расчетом.
Следует отметить, что создание различного рода очистных и фильтрующих устройств нередко связано с большими капиталовложениями и эксплуатационными затратами, что приводит к ухудшению таких хозрасчетных показателей, как себестоимость выпускаемой продукции, рентабельность и фондоотдача [3].
Промышленность пластмасс отличается большим разнообразием токсогенов, загрязняющих воздушный бассейн. Трудно даже перечислить все виды токсогенов, выделяемых предприятиями промышленности пластических масс. Чаще всего выбросы в атмосферу в производствах пластмасс представляют собой непредельные соединения. Различны и объемы выбросов вредных веществ в атмосферу. Особенно значительные выбросы производных акриловой кислоты (около 3 тыс. т/год) и винилхлорида (около 3 тыс. т. /год) [4].
Основными причинами загрязнения воздуха и производствах пластмасс являются использование морально и физически устаревшего оборудования, а также конструктивные недостатки машин и аппаратов, применяемых для ведения некоторых технологических операций; несовершенство и периодичность технологических процессов, недостаточная степень автоматизации и механизации на трудоемких участках работы; наличие большого числа ручных операций. Последнее приводит к созданию неблагоприятных условий труда, обусловливающих потенциальную опасность производства [5].
1. Технология обезвреживания выбросов в производстве пластмасс
1.1 Обезвреживание газовых выбросов в производстве полиолефинов
Обследование промышленных газовых отходов в производстве полиолефинов показало [6], что отходящие газы в этих процессах содержат в основном предельные и непредельные углеводороды.
Обезвреживание отходящих газов производства полиэтилена высокого давления производится, как правило, сжиганием в факеле, так как большинство газовых выбросов поступает в атмосферу в короткие промежутки времени при так называемых аварийных программах эксплуатации аппаратуры в режиме высокого давления (около 250 МПа). На факел также сбрасываются вещества, выделяющиеся при промывке аппаратуры. Для этого в технологической схеме предусматриваются соответствующие буферные емкости и компрессорное оборудование.
Определенный интерес представляет очистка газовых выбросов в производстве полиэтиленовой эмульсии. Технологический процесс состоит из нескольких стадий. Сначала проводится термическая деструкция полиэтилена с молекулярной массой 15 000 - 30 000 с получением полиэтиленового воска, молекулярная масса которого 500 - 8000, затем следует окисление полученного воска и, наконец, получение водной эмульсии полиэтилена.
Генерация загрязнений происходит в основном на первых двух стадиях (термической переработке полиэтилена и окислении продуктов). В процессе термической деструкции полиэтилена образуются многочисленные токсичные продукты, представляющие собой смесь предельных и непредельных углеводородов, а также кетоны, альдегиды, спирты, углекислый газ, которые выбрасываются в атмосферу. С целью обезвреживания газовых выбросов проводится их каталитическое окисление. При этом наиболее эффективным является меднохромовый катализатор ГИПХ-105. Процесс каталитического окисления на меднохромовом катализаторе протекает при 350 °С и объемной скорости 10 000 ч-1; степень превращения (деструкции) примесей в этих условиях достигает 90 % [5].
1.2 Обезвреживание газовых выбросов в производстве полистирольных пластиков
В соответствии с широким марочным ассортиментом полисти-рольных пластиков и выбросы в атмосферу в этих производствах отличаются большим разнообразием как по составу, так и по количеству.
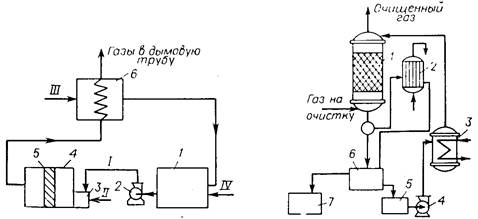
Рис. 1. Технологическая схема каталитического окисления стиролсодержащих газовых выбросов: 1 — смеситель потоков; 2 вентилятор; 3 — топка-подогреватель; 4 — контактный аппарат; 5 — слой контакта; 6 — теплообменник.
I — газовый поток, содержащий стирол; II — топливо; III — атмосферный воздух; IV — газовые выбросы от технологической линии.
Рис. 2. Технологическая схема очистки промышленных выбросив от паров стирола:
1 — адсорбер; 2 холодильник: 3 — парогенератор; 4 — насос; 5 — сборник конденсата; 6 сепаратор; 7 — сборник стирола.
В производстве ударопрочного полистирола газовые выбросы содержат в основном высокотоксичный стирол и небольшое количество этилбензола и изопропилбензола. Концентрация стирола в этих выбросах составляет 80—340 мг/м3. Источниками генерации выбросов в этом производстве являются воздушки аппаратов, а также местные отсосы полимеризаторов, экструдеров, грануляторов и отделение сушки готового продукта.
Для санитарной очистки стиролсодержащих газов разработан и на ряде предприятий внедрен способ каталитического окисления выбросов [7], содержащих стирол, до двуокиси углерода и воды на алюмоплатиновом катализаторе АП-56 при температуре газового потока 350—400 °С и объемной скорости 20 000—30 000 ч-1. На рис. 1 представлена принципиальная схема процесса очистки. По этой схеме объединенный газовый поток от всех аппаратов 1 вентилятором 2 подается в топку-подогреватель 3, где за счет теплоты сгорания природного газа подогревается до температуры реакции (350—400 °С). Нагретые газы с объемной скоростью до 20000 ч-1 поступают в контактный аппарат [4], где стирол, проходя через слой алюмоплатинового катализатора АП-56, окисляется до углекислого газа и воды. Выходящие из аппарата газы, нагретые до 350—400 °С, выбрасываются в атмосферу через теплообменник.
Иногда стиролсодержащие газы используют также в виде дутьевого воздуха в топках котельных агрегатов или в специальных печах для термического окисления, какими являются, например, циклонные печи. Однако применение этих способов обезвреживания целесообразно в тех случаях, когда газовые выбросы представляют собой многокомпонентную смесь соединений, различных по физическим и химическим свойствам.
В производстве ударопрочного полистирола непрерывным блочным методом в газовых выбросах содержится в основном стирол (остальные примеси на уровне следов). В этом случае становится возможным адсорбционное извлечение стирола из загрязненного воздуха на активном угле и последующий возврат его в производство. Стирол хорошо адсорбируется активным углем и десорбируется острым водяным паром. Установлено, что часть адсорбированного стирола (около 5 % от массы угля) прочно удерживается углем и в процессе десорбции водяным паром не извлекается. Количество прочно адсорбированного стирола остается практически неизменным на протяжении большого числа циклов “адсорбция—десорбция” и не зависит ни от содержания стирола в отходящих газах, ни от времени пребывания его в адсорбере.
Преимущество адсорбционного способа очистки перед огневым и каталитическим методами заключается в том, что адсорбционный способ менее энергоемкий и дает возможность утилизировать стирол, извлеченный из выбросного потока.
Процесс очистки промышленных газов от стирола заключается в осуществлении двухфазного цикла адсорбция—десорбция”. При адсорбции (рис. 2) газовые выбросы подаются в нижнюю часть адсорбера 1, в котором происходит поглощение содержащихся в воздухе веществ активным углем. Очищенный газ удаляется в атмосферу. Регенерация угля проводится (после насыщения его стиролом) острым водяным паром. Десорбат собирается в сепараторе 6 (после охлаждения в холодильнике 2), где происходит расслаивание конденсата на два слоя (органический и водный).
Водный слой поступает в парогенератор 3 для получения пара на десорбцию, а стирол (органический слой) собирается в сборнике 7, откуда передается в отделение подготовки реагентов для стадии полимеризации. Температура пара при десорбции 110—120 °С; расход пара 5—7 кг на 1 кг рекуперата; продолжительность процесса десорбции — не менее 60 мин; продолжительность расслаивания — не менее 2 ч; степень десорбции — 100 %.
Стирол, извлеченный из активного угля после разделения в сепараторе поступает на установку ректификации для получения товарного стирола с содержанием основного вещества до 96 %. Ректификация проводится под вакуумом. Кубовые остатки после стадии ректификации направляются на установку сжигания.
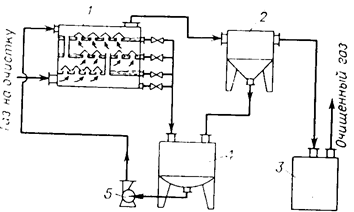
Рис. 3. Технологическая схема пылеулавливании в производстве эмульcионного полистирола: 1 — пылеуловитель; 2 влагоотделитель: 3 - приемник пастообразной суспензии полистирола; 4 промежуточный сборник; 5 — насос.
Водный слой конденсата, полученный в процессе десорбции, насыщен стиролом и содержит некоторое количество этилбензола и изопропилбензола. При отстаивании в сепараторе основное количество примесей переходит в стирольную фазу, а стирол, растворенный в водном слое, отдувается воздухом. Отдуваемый воздух объединяется с отходящими газами и поступает в адсорбер. Расход отдуваемого воздуха достигает 10—15 м3 на 1 т водного конденсата.
В производстве эмульсионного полистирола отходящие газы содержат пыль полистирола и пары воды. Очистка увлажненных газов этого производства проводится по аналогии с очисткой отходящих газов производства ударопрочного полистирола с той лишь разницей, что в этом случае перед адсорбционной очисткой проводят пылеподавление в отходящем потоке, пропуская выбросные газы через ротоклоны. Для улавливания мелкодисперсной пыли в производстве эмульсионного полистирола используется пылеуловитель 1 (рис. 3), заполненный раствором поверхностно-активного вещества. Отработанный воздух отделяется от пыли полистирола, барботируя через слой раствора ПАВ. Затем поток частично все же запыленного воздуха направляется во влагоотделитель 2, где влага отделяется от газов. В приемнике 3 происходит окончательное отделение влаги, а очищенный воздух выводится в атмосферу.
Пылеуловитель 1 представляет собой емкость из четырех камер, сообщающихся между собой при помощи переливных патрубков с коробчатой насадкой (края насадки погружаются в слой раствора ПАВ). Уловленная в аппарате пыль полистирола в виде пены скапливается на полках пылеуловителя и периодически сбрасывается в промежуточный сборник 4, откуда поступает на стадию осаждения.
В последние годы широкое распространение получили различные сополимеры на основе стирола. Среди них следует особо выделить сополимеры стирола с нитрилом акриловой кислоты (СНП-2) и АБС-пластики.
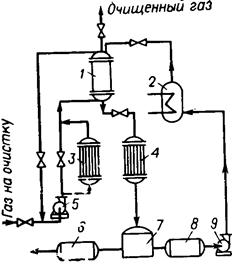
Рис. 4. Технологическая схема очистки газовых выбросов производства АБС-пластиков блочным методом: 1 — адсорбер; 2 — парогенератор; 3 калорифер-холодильник; 4 — холодильник; 5 — газодувка; 6 — сборник органического слоя; 7 — сепаратор; 8 — сборник водного слоя; 9 — насос.
Обследование действующих производств СНП-2 показало, что в газовых выбросах этого производства содержатся в основном стирол и нитрил акриловой кислоты, а также примеси этилбензола. Обезвреживание этих выбросов проводится по схеме очистки отходящих потоков производства ударопрочного полистирола. В производстве АБС-пластиков блочным методом газовые выбросы содержат стирол, акрилонитрил и этилбензол в концентрациях, достигающих следующих значений, мг/м3:
Стирол 100
Акрилонитрил 240
Этилбензол 30
Источником выбросов являются аппараты, работающие под давлением азота. Очистка этих выбросов осуществляется двумя способами: адсорбционным с использованием активного угля и абсорбционно-полимеризационным.
Адсорбционный метод реализуется по четырехфазному циклу (адсорбция—десорбция—сушка—охлаждение). На рис. 4 представлена технологическая схема очистки газовых выбросов производства АБС-пластиков блочным методом.
Отходящие газы газодувкой 5 подаются в адсорбер 1, в котором из пароазотной смеси извлекаются органические вещества. Очищенные газы делятся на два потока: часть их (около 20 м3/ч) выбрасывается в атмосферу, а основная часть используется для разбавления концентрированных выбросов работающих под давлением азота аппаратов; эти выбросы направляются на очистку в адсорбер 1.
Процесс десорбции осуществляется острым водяным паром, который получают из водного слоя десорбата. Для получения пара сначала проводят отгонку из водного слоя азеотропной смеси акрилонитрила с водой. После отгонки азеотропа температура в парогенераторе 2 повышается и получаемый водяной пар направляется в адсорбер 1 на десорбцию. Десорбат после конденсатора 4 поступает в сепаратор 7, где происходит его расслаивание на два слоя. В верхнем (органическом) слое содержится 52 % стирола, 25 % этилбензола, 24 % акрилонитрила и 1 % воды. Этот слой в дальнейшем подвергают обработке щелочью (для удаления воды) и используют в основном производстве или отправляют в отделение регенерации для разделения на индивидуальные компоненты путем ректификации. Нижний (водный) слой, содержащий до 5 % акрилонитрила, до 0,1 % стирола и этил-бензола, направляется в парогенератор для получения острого пара.
После десорбции активный уголь подвергается сушке атмосферным воздухом, нагретым в теплообменнике 3. После сушки уголь необходимо охладить, для чего изменяют режим работы теплообменника 3 — он начинает работать как холодильник.
Очистку отходящих газов производства АБС-пластиков блочным методом можно проводить и абсорбционно-полимеризационным способом, тем более что при большой влажности адсорбция отходящих газов достаточно затруднена.
Абсорбционно-полимеризационная очистка позволяет осуществить улавливание вредных веществ без снижения относительной влажности отходящих газов и исключает ректификационную стадию после сбора конденсата. На рис. 5 приведена принципиальная технологическая схема абсорбционно-полимеризационной очистки стирол-содержащих газов.
Паровоздушная смесь, содержащая пары стирола, акрилонитрила и этилбензола, газодувкой I направляется в абсорбционную колонну с псевдосжиженной шаровой насадкой 3, очищается от органических веществ и через брызгоуловитель 2 выбрасывается в атмосферу. Полиметилсилоксановая жидкость, насыщенная вредными веществами, сливается из колонны 3 в емкость 5, откуда насосом 4 подается в емкость 7, заполненную 80 %-ной серной кислотой, где регенерируется и через разделительный сосуд 6 поступает в верхнюю часть абсорбера 3. Кислота и полимерный продукт из разделительного сосуда 6 возвращаются в емкость 7. Избыток полимера периодически выводится.
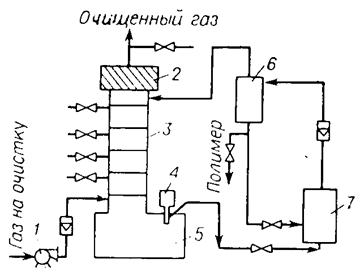
Рис. 5. Технологическая схема абсорбционно-полимеризационной очистки стиролсодержащих газов:
1 — газодувка; 2 брызгоуловитель; 3 — абсорбционная колонна; 4 — плунжерный насос; 5 — емкость для абсорбента; 6 — разделительный сосуд: 7 — емкость с серной кислотой.
Несколько отличаются от выбросов производства блочного АБС-пластика абгазы эмульсионного АБС-пластика. Генерация загрязнений атмосферы в этом производстве происходит на стадиях полимеризации латекса и сушки, а также от вакуумных насосов. В воздух поступают пары стирола (145 мг/м3), акрило-нитрила (95 мг/м3) и бутадиена (34 мг/м3).
Рекуперация этих веществ из-за низких концентраций их в потоке нецелесообразна, поэтому наиболее приемлемым в данном случае является каталитическое сжигание.
Полная очистка отходящих газов от акрилонитрила происходит при температуре 350 °С и объемной скорости потока около 20 000 ч-1. При этом концентрация окислов азота в очищенном газе не превышает ПДК (5 мг/м3 по NО2). Степень очистки при 350 °С составляет 95 %.
В последние годы заметное развитие получило производство пластика АБС-ПВХ, сферы применения которого все больше и больше расширяются. Исходным сырьем в этом производстве являются полимерные материалы АБС-пластики и поливинилхлорид, а также различные органические растворители. Основными выбросами в атмосферу в этих производствах являются органические растворители — метилэтилкетон и циклогексанон.
Разработаны два способа очистки паровоздушных смесей от циклогексанона и метилэтилкетона. По одному из этих способов пары органических растворителей извлекаются из отходящих газов 35—40 %-ным водным раствором роданида калия (орошение в скруббере); по второму способу вредные примеси поглощаются 33 %-ным раствором салицилата натрия. Оба способа очистки характеризуются технологичностью и отсутствием сточных вод при высокой степени очистки и рекуперации.
По первому способу в качестве абсорбента используется водный раствор роданида калия, который выполняет роль всаливателя (т. е. компонента, повышающего растворимость органических веществ в воде). Очистка осуществляется в несколько стадий: 1) абсорбция паров растворителей; 2) регенерация абсорбента путем экстракции; 3) извлечение растворителей из сорбента ректификацией. Технологический процесс очистки паровоздушной смеси (рис. 6) осуществляется непрерывно.
Поступающий на очистку газовый поток предварительно охлаждается в теплообменнике 1 до -15 °С. С этой температурой газ поступает в абсорбер 2, куда противотоком подается абсорбент (35—40%-ный водный раствор роданида калия) с ориентировочным расходом 10 м3/ч. Абсорбент подается в оросительную колонну при температуре -15 °С, которая достигается охлаждением его в теплообменнике 4. Отработанный абсорбент непрерывно поступает в сборник 3, а оттуда на солевую ректификацию в колонну 5, в которой происходит отделение органических веществ, собираемых в сборнике и используемых повторно в производственном цикле. Очищенный воздух выбрасывается в атмосферу.
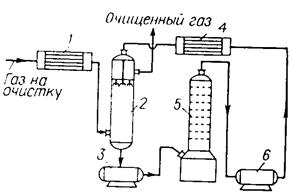
Рис. 6. Технологическаа схема очистки газовых выбросов от метилэтилкетона и циклогексанона: 1, 4 — теплообменники; 2 — абсорбер; 3, 6 — сборники; 5 — ректификационная колонна.
Степень очистки по всем компонентам — около 93%. По второму способу обезвреживания отходящих газов от паров метилэтилкетона и циклогексанона в качестве абсорбента используется 33 %-ный водный раствор салицилата натрия. И в этом случае процесс абсорбции не связан с образованием каких-либо химических соединений. Происходит физическая абсорбция веществ водно-солевым раствором. Принципиальная технологическая схема такая же, как и в первом способе (рис. 6).
Для обезвреживания паров циклогексанона и метилэтилкетона в том случае, когда рекуперация их не оправдана (низкие концентрации, наличие примесей или смесь многокомпонентна), успешно может быть использовано каталитическое окисление на палладиевых катализаторах П-2, П-3, П-4, П-5 [5].
1.3 Рекуперация паров органических растворителей в производстве поливинилацетатных пластиков
Поливинилацетатные пластики составляют довольно широкий круг материалов, используемых в практике. Это и поливинилацетат, и поливиниловый спирт, и поливинилацетали, и поливинилкетали. Самое большое распространение из полимеров этого типа имеют поливинилацетат (в виде 50 %-ной дисперсии полимера - в воде — ПВАД), поливиниловый спирт и поливинилбутираль.
Газовые выбросы производства поливинилового спирта (ПВС) представляют собой смесь разнообразного качественного и количественного состава в зависимости от марочного ассортимента и целевого назначения выпускаемого полимерного продукта. Получение ПВС общего назначения сопровождается выбросом в атмосферу винилацетата, метанола, метилацетата и ацетальдегида, ПВС медицинского назначения винилацетата, этанола и этилацетата.
Омыление поливинилацетата с получением ПВС иногда проводят в присутствии бензина. В этом случае газовые выбросы содержат еще и пары бензина. Cодержание перечисленных компонентов в отходящих потоках довольно значительно, г/м3:
Метанол 10—65
Метил ацетат 1,2—13,3
Винилацетат 2—9
Ацетальдегид 0,4—0,7
Причем объем технологических сбросов достигает на некоторых стадиях 100— 150 м3/мин.
В производствах ПВС действует ряд рекуперационных установок по очистке газовых выбросов от паров веществ, входящих в их состав [8]. Процесс очистки паровоздушной смеси и рекуперации органических веществ, образующихся в производствах ПВС и ацеталей, состоит из четырех стадий: адсорбция, десорбция, сушка и охлаждение. На рис. 7 показана принципиальная схема рекуперационной установки.
Парогазовая смесь с помощью газодувки 1 направляется в адсорбер 2, где проходит через неподвижный слой активного угля высотой не менее 0,6 м. Для целей рекуперации паров органических веществ отечественная промышленность выпускает угли марок АР-А, АР-Б, АР-В. Очищенный воздух, пройдя через слой активного угля, выбрасывается в атмосферу. После насыщения угля парами летучих веществ подача паровоздушной смеси в адсорбер прекращается, и начинается процесс десорбции.
Активный уголь, насыщенный парами органических веществ, регенерируется острым водяным паром с температурой 110 - 115 °С, который подается в течение 1,5 - 2 ч при помощи газодувки 5. Пары воды и десорбированных веществ конденсируются в холодильнике 3 и в виде конденсата собираются в декантаторе 4, в котором система расслаивается на два слоя, водный и органический. Выделение из конденсата компонентов, пригодных для повторного использования в производстве, осуществляется ректификацией в отделении регенерации.
По окончании процесса десорбции проводится сушка активного угля воздухом, подогретым в калорифере. Температура воздушного потока, подаваемого на сушку, составляет 105 - 110°С. После сушки уголь охлаждается в токе атмосферного воздуха с температурой не более 30 °С, нагнетаемого в систему при помощи газодувки.
В производстве ПВАД выбросы в атмосферу представляют собой очень концентрированные потоки, в которых содержится в основном винилацетат (до 350 мг/м3). Обезвреживание этих выбросов осуществляется в конденсаторах, в которых улавливается большая часть паров винилацетата.
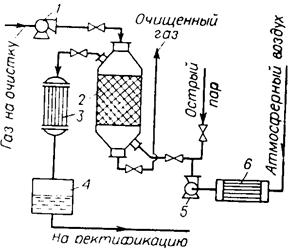
Рис. 7. Принципиальная схема рскуперационной установки: 1, 5 — газодувки; 2 адсорбер; 3 — холодильник; 4 — декантатор; 6 — калорифер.
При повышенной концентрации примесей в парогазовом потоке пары летучих веществ рационально не только конденсировать с использованием хладоагентов. Иногда применяется тот же метод адсорбции, но концентрированный поток загрязненного воздуха перед подачей его в адсорбер разбавляется свежим воздухом. При конденсационном способе улавливания летучих веществ в качестве хладоагентов обычно используют рассолы с температурой от -15 до -30 °С. Расчет показывает, что концентрации всех приведенных выше компонентов в очищаемом воздухе при охлаждении его от 0 до -20 °С снижаются примерно в 2,5 раза, что существенно меняет нагрузку на активный уголь, работающий в адсорбере.
Степень десорбции паров органических веществ, выбрасываемых в производстве ПВС и поливинилацеталей, достигает 96 % при скорости подачи пара 0,1 м/с с температурой 110—125 °С; расход пара — 3 кг на 1 кг рекуперата; время десорбции 40— 60 мин.
Газовые выбросы производства поливинилбутираля марки ПШВ-Н по составу и количеству близки к выбросам производства ПВС, поэтому и здесь применим метод адсорбционной очистки на активном угле с возвратом продуктов регенерации в производство для повторного использования.
Основными источниками загрязнений в производстве поливинилформаля являются воздушки омылителей, полимеризаторов и ацеталяторов. Газовые выбросы содержат винилацетат, метанол, формальдегид и уксусную кислоту. Адсорбционный метод очистки на активном угле, успешно применяемый для очистки газовых выбросов от метанола и винилацетата, в данном случае оказывается недостаточно эффективным из-за малой емкости активного угля по формальдегиду. Невысока сорбционная емкость активного угля и по уксусной кислоте. Поэтому обезвреживание отходящих газов в этом случае целесообразнее осуществлять методом каталитического окисления.
Высокой каталитической активностью для окисления газов данного состава обладает алюмоплатиновый катализатор АП-56, который позволяет достигать высокой степени очистки (95—98 %) при высоких объемных скоростях газа.
Известен способ обезвреживания фторуглеродов сжиганием их при 1000—1200 °С с участием воды. В этих условиях фторпроизводные разлагаются с образованием фтористого водорода и углекислого газа. Газовый поток после печи сжигания проходит через насадочный скруббер, орошаемый циркулирующим потоком воды. При этом фтористый водород извлекается из газового потока и утилизируется, а углекислый газ и пары воды выбрасываются в атмосферу (фтористый водород можно не утилизировать, а обезвреживать, промывая газовый поток известковым молоком).
Фторорганические вещества можно нейтрализовать электрическим током, например, в электродуговом дожигателе ЭДП-109 или ЭДП-114.
Для очистки промышленных газовых отходов, содержащих соединения фтора, нередко прибегают к комбинированному способу обезвреживания. Принцип совмещения двух методов очистки может быть реализован в двухстадийном процессе, включающем пирогидролиз фторорганических веществ и последующее извлечение фтористого водорода из отходящих потоков одним из стандартных приемов.
Большим разнообразием по составу и количеству отличаются газовые выбросы производства изделий с противокоррозионными фторопластовыми покрытиями. В газовых выбросах этих производств содержатся ацетон, этилацетат, бутилацетат, диметилформамид, диметилацетамид, бензин, толуол и диметилфталат. На стадии сплавления порошков в атмосферу выбрасывается фтористый водород и фторангидрид угольной кислоты.
Обезвреживание абгазов этих производств из-за сложности их состава целесообразно проводить с безвозвратной потерей летучих компонентов. Выбросы на стадии сплавления порошков проходят через химический известковый поглотитель, а отходящие газы остальных стадий объединенным потоком подаются в контактный аппарат с двумя слоями катализатора, где происходит глубокое окисление всех органических соединений с образованием углекислого газа и воды. В первом слое двухзонного аппарата плотность заполнения катализатором сравнительно небольшая (этот слой состоит из асбестоплатины или других катализаторов окислительного действия и низкотемпературной способности). Другой каталитический слой (катализатор АП-56) имеет более высокую степень заполнения. Полнота окисления всех перечисленных выше веществ в таком аппарате достигается благодаря использованию дополнительных нагревательных устройств.
В производстве фторопластов в атмосферный воздух поступают карбонилфторид и перфторизобутилен. Обезвреживание мощных газовых потоков, содержащих эти вещества в больших концентрациях, рационально проводить применяя пирогидролиз, а для небольших объемов отходящих газов с невысокими концентрациями особо токсичных веществ, по-видимому, целесообразнее применять небольшие двухслойные фильтры с активным углем и химическим известковым поглотителем. После насыщения слоев вредными веществами такие фильтры не регенерируют, а захоранивают в специально отведенных местах.
Известен способ очистки воздуха от карбонилфторида, тетрафторэтилена и окиси тетрафторэтилена посредством конденсации фторсодержащих веществ в ловушках при -120 °С и атмосферном давлении с последующей низкотемпературной ректификацией [5].
1.4 Обезвреживание газовых выбросов в производстве поливинилхлорида
Винилхлорид поступает в атмосферу при вскрытии и чистке полимеризаторов и другого емкостного оборудования, при выделении ПВХ из суспензии в процессе центрифугирования, при сушке продукта горячим воздухом и при фасовке, а также в процессе переработки ПВХ.
Освобождение отходящих газов от винилхлорида проводится по двум направлениям: либо извлечением мономера из отработанного потока посредством адсорбции активными сорбентами с последующим возвращением в технологический цикл, либо химическим или термическим обезвреживанием моиомера. Значительное место среди способов очистки газовых выбросов от винилхлорида занимает способ адсорбции с активным углем. С целью повышения эффективности этого метода отходящий поток, содержащий винилхлорид, перед подачей в угольный адсорбер сушат на молекулярных ситах и охлаждают до низких температур. В этих условиях удается извлечь из выбросов почти весь мономер.
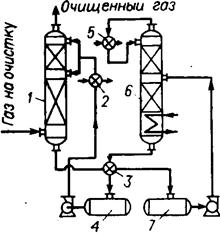
Рис. 8. Технологическая схема улавливания винилхлорида: 1 — абсорбер; 2, 3, 5 — теплообменник; 4, 7 сборники; 6 — десорбер
Смесь газов поступает в абсорбционную насадочную колонну 1, заполненную керамическими кольцами, в верхнюю часть которой подается дихлорэтан (при температуре -20 °С). В колонне происходит извлечение мономера, и очищенный газ выбрасывается в атмосферу. Из абсорбера выходит жидкий дихлорэтан, насыщенный винилхлоридом. Этот раствор поступает в сборник 7, а оттуда в десорбер 6, в куб которого подается пар под давлением 0,5 МПа. За счет теплоты конденсации пара происходит разогрев куба, и винилхлорид удаляется из раствора (десорбируется); частично испаряется и дихлорэтан. Температура в верхней части колонны достигает 20 °С.
Смесь паров винилхлорида и дихлорэтана, выйдя из десорбера 6, поступает в теплообменник 5, где охлаждается рассолом до -5 °С. Конденсат возвращают в десорбер на орошение загрязненного потока, а несконденсировавшийся винилхлорид идет на дальнейшую переработку. Дихлорэтан с пониженной концентрацией винилхлорида поступает в теплообменник 3 для охлаждения, а затем (уже при 25 °С) в сборник 4 и дальше через рассольный теплообменник 2 на орошение колонны 1. Свежий дихлорэтан периодически подается в систему для восполнения его потерь [5].
1.5 Обезвреживание газовых выбросов в производстве фенопластов
Обезвреживание газовых выбросов, содержащих фенол, формальдегид и метанол, осуществляется в основном методами абсорбции и адсорбции. При обработке больших потоков газа предпочтительнее применение 4абсорбции, которая отличается сравнительно невысокой энергоемкостью. Самым доступным поглотителем является вода, однако при водной очистке невозможно добиться большой глубины очистки.
Более перспективен метод хемосорбции, в котором вещества, загрязняющие воздух, нейтрализуются, реагируя с активной частью поглотительной жидкости. В качестве хемосорбентов находят применение водные растворы щелочи. Недостаток - взаимодействие содержащегося в воздухе углекислого газа со щелочью.
Обесфеноливание выбросов, содержащих значительные количества фенола, успешно осуществляется этим методом в абсорберах с псевдоожиженной шаровой насадкой (рис. 9).
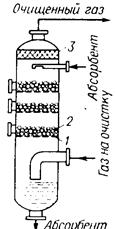
Рис. 9. Абсорбер с псевдоожиженной шаровой насадкой: 1 — опорно-распределительная решетка; 2 - насадка; 3 - брызгоуловитель.
Адсорбционный метод для очистки отработанных газов производств фенопластов применяется реже, так как его реализация сопряжена с громоздкостью аппаратурного оформления процесса и высокой энергоемкостью регенерации адсорбента из-за осмоления поглощенных веществ. Однако адсорбция может оказаться достаточно приемлемой, если исключить регенерацию адсорбента, а отправлять его после насыщения на сжигание. Это осуществимо в том случае, когда концентрация фенола в отходящих потоках незначительна и возвращение его в производственный процесс не предусмотрено технологическим режимом.
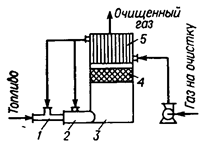
Рис. 10. Принципиальная схема установки каталитического дожигания фенолсодержащнх газов: 1 — горелка; 2 — форкамера; 3 — печь; 4 — слой катализатора; 5 — теплообменник.
Очистку отработанного воздуха в производствах фенопластов можно проводить и каталитическим окислением на хромоникелевом контакте. Процесс глубокого окисления органических примесей осуществляется при 250—350 °С в установке, представленной на рис. 10. Фенолсодержащий поток газа при помощи вентилятора подается в теплообменник 5, где происходит его предварительный нагрев. Затем этот поток направляется в печь 3 для дальнейшего подогрева до температуры начала каталитического окисления (210 °С), причем на этот дополнительный подогрев потока требуется значительно меньше топлива, чем при глубоком огневом окислении. Окончательное обесфеноливание газов происходит в слое катализатора 4. В качестве окислительного катализатора могут использоваться пиролюзит, медно-хромовые контакты, а также контакты на основе благородных металлов. Очищенный в слое катализатора воздух проходит теплообменник 5, где отдает часть теплоты входящему в межтрубное пространство загрязненному воздуху, и выводится в атмосферу.
Технологические сдувки в производстве фенопластов целесообразно перед подачей газов на очистку пропускать через конденсационный тракт, охлаждаемый каким-либо хладоагентом, что позволяет значительно уменьшить содержание вредных веществ в отработанном воздухе цехов, производящих фенопласты.
Перед использованием в газоочистных установках полукокс активируется при 700—900 °С в токе перегретого водяного пара (в качестве активирующих добавок применяют СаСО3 и Н3РО4). Сорбционная емкость полукокса по фенолу составляет 8,5 - 14,5 % при начальной концентрации фенола в выбросах около 0,1 г/м3 и влажности потока 30 г/м3. После регенерации 70 % десорбированного фенола может быть возвращено в производство.
Известен способ обезвреживания фенола и формальдегида, путем окисления отработанных газов, содержащих фенол и формальдегид, озоном (степень превращения около 90 %) до углекислого газа и воды.
В некоторых производствах фенопластов, например при получении фенольных пресс-порошков, в атмосферный воздух выбрасывается пыль. Санитарная очистка отработанного воздуха в этих процессах достигается применением рукавных фильтров типа ФРОГ или ФРЭЖ с антистатическим полотном.
Расширение марочного ассортимента фенопластов вызывает необходимость непрерывного совершенствования действующих систем газоочистки и разработки новых методов обезвреживания газовых выбросов, содержащих фенол и его производные [5].
2. Заключение. Основные направления снижения уровней выбросов в атмосферу в промышленности пластмасс
Непрерывно растущие мощности производств пластмасс, вовлечение в технологию все новых и новых веществ побуждают к постоянному совершенствованию газоочистительных средств и способов, используемых в промышленных процессах. Это совершенствование в ближайшие годы будет происходить в соответствии с тенденцией развития техники газоочистки в целом. В будущем предпочтение будет отдаваться способам и аппаратам, обеспечивающим тонкую очистку отходящих газовых потоков от вредных веществ.
По-прежнему сохранится преимущество сухих способов перед мокрыми, так как применение этих способов не сопряжено с образованием промышленных отходов, которые также требуют обезвреживания.
Из-за высокой стоимости отдельных мономеров получают широкое распространение установки и узлы газоочистки, предназначенные для рекуперации паров летучих веществ, что существенно улучшит технико-экономические показатели базовой технологии и даст возможность обеспечивать чистоту отработанного воздуха при помощи самоокупающихся газоочистных сооружений.
Для целей пылеподавления широкое распространение получат электрофильтры, а также различные аппараты с фильтрующими перегородками.
Продолжится совершенствование аппаратов инерционного, в частности циклонного, типа. Совершенствование их и будет нацелено на повышение степени очистки, однако использоваться они будут все так же в тех случаях, когда нужно провести предварительную, грубую очистку газовых выбросов небольшого объема.
Для улавливания газов кислой природы получит распространение метод, основанный на поглощении этих газов щелочными сорбентами, напыленными на фильтрующие поверхности тканей в рукавных фильтрах.
Уже в настоящее время расширяется использование для целей очистки твердых сорбентов, значительно менее дефицитных, чем активный уголь: полукокса, цеолитов, окиси алюминия, бокситов и др.
Весьма эффективным средством снижения расходов на газоочистку адсорбционным способом, помимо замены активного угля более доступными сорбентами, является переход на осуществление процесса не по традиционному четырехфазному, а по двухфазному режиму работы. Исключение таким образом двух стадий (сушки и охлаждения сорбента) приведет к заметному сокращению продолжительности процесса, расхода воды и электроэнергии
В ближайшие 5—10 лет ожидается дальнейшее развитие установок огневого обезвреживания, которое будет идти в основном по пути еще более широкого внедрения компактных циклонных печей. Предстоит много сделать в направлении усовершенствования конструкций огневых агрегатов и теплообменников к ним, рациональной организации сжигания потребляемого топлива и газодинамики реакционного пространства, разработки средств контроля и автоматизации.
Среди термических методов в будущем должен получить раcпространение способ дожигания горючих загрязнений воздуха, основанный на автотермическом принципе (т. е. без дополнительной подачи природного газа на разогрев входящего потока). Этот разогрев загрязненного воздуха перед подачей его в каталитический реактор для глубокого (до СО2 и H2O) окисления буде достигаться за счет высокой (суммарной) концентрации органических веществ в потоке газовых выбросов.
С целью экономии энергоресурсов представляется перспективным возвращать прошедший систему газоочистки воздух (если обезвреживание его производится термическим методом) в производственное помещение, что способствует снижению затрат на его подогрев в зимнее время. О размерах экономии вследствие использования газооборотных циклов можно судить по следующему примеру. При температуре окружающего воздуха 5 °С и температуре очищенного воздуха 25 °С поток, циркулирующий со скоростью 2-104 м/ч, даст экономию электроэнергии 11,8-106 кВт-ч/год
Стремление использовать для целей очистки сухие методы отчетливо проявляется в интенсивном развитии реагентных способов обезвреживания абгазов. В этом случае реакции связывания химических соединений протекают не в жидкой, а в газовой фазе. Такой прием является целесообразным в том случае, когда создание специального газоочистного сооружения не оправдано экономическими соображениями. Примером использования такого способа может служить обезвреживание стирола посредством введения в стиролсодержащий газовый поток паров фенилэтилового спирта, который взаимодействуя со стиролом, дает гораздо менее токсичный, чем стирол, продукт.
Не останутся неизменными в будущем и мокрые способы очистки газов, так как они и менее предпочтительны, чем сухие.
Следует отметить, что если для очистки газовых потоков, представляющих собой многокомпонентные системы, они заменены во многих случаях сухими способами, то для очистки от отдельных компонентов они еще долгое время будут единственно возможными. Кроме того, мокрые способы имеют ряд несомненных преимуществ перед сухими. Установки мокрой очистки газов, как правило, более компактны, проще в эксплуатации и дешевле. Очень часто орошающей жидкостью являются рабочие растворы, применяемые в основном производстве. В таких случаях установки абсорбционной очистки являются безусловно целесообразными.
Из аппаратов мокрого типа наиболее перспективными сегодня являются аппараты с плавающей насадкой, так как, обладая высоким коэффициентом массопередачи, они почти исключают возможность зарастания рабочих поверхностей твердыми отложениями. В ближайшее время следует ожидать распространения аппаратов этого типа для мокрой очистки газов различного происхождения.
В развитии аппаратов мокрой очистки характерным является стремление к созданию комбинированных систем. Например, известна конструкция, сочетающая трубу Вентури, пенную решетку, каплеуловитель и емкость для орошающего раствора. Такое комбинирование позволяет конструировать газоочистные установки с высокой эффективностью при минимальных габаритах.
Успешное применение в промышленности пластмасс всех ожидаемых достижений в технике газоочистки существенно снизит, а в отдельных случаях и исключит выбросы вредных веществ в атмосферу [5].
Литература
1. Бродский Ю.Н., Мельникова Л.Н. - Промышленная и санитарная очистка газов. 1975, № 5, с. 35
2. Руководство по гигиене атмосферного воздуха / Под ред. К.А. Буштуевой. М., Медицина, 1976, с. 82
3. Балацкий О.Ф. Экономика защиты воздушного бассейна. Харьков, Вища школа. 1976, с. 37
4. Кисаров В.М., Субботин А.И. - Пласт. массы, 1975, № 5, с. 27
5. Быстров
6. Свищев Е.Г., Высоцкая М.И., Гасен В.С. и др. - Пласт. массы, 1978, № 3, с. 63.
7. Раздолькина В.И., Леоненко В.К. - Пласт. массы, 1975, № 5, с. 22
8. Балабанов В.П., Кияшко А.В., Федюнина В.И. - Промышленная и санитарная очистка газов. М., 1978, № 2, с. 17
© 2009 База Рефератов